
غراء الوسادة (بدون مكدسات)
نبذة مختصرة
وصف لنظام بسيط للتجعيد الكلي للقيعان غير المستديرة باستخدام بطانة التامبون المستعادة.
المقدمة
لتجعيد القيعان غير المستديرة ، فإن الإجراء الكلاسيكي هو قلب حواف أكبر جانبين لها عند خروج المكبس ، على مكواة تجعيد مكونة من زوج من الأقراص المتساوية التي تدور في الاتجاه المعاكس. هذا النظام بسيط وغير مكلف ، ولكن من عيوبه ترك الجانبين السفليين للقاع والزوايا بدون تجعيد. هذا يجعل عملية الإغلاق والإغلاق صعبة.
لهذا السبب ، تم فرض أنظمة تجعيد مختلفة شيئًا فشيئًا تسمح بتنفيذها على محيط الجزء السفلي بالكامل. تتنوع الحلول الممكنة ، من تكييف المطبعة ، وتزويدها بنظام تغذية الوحدة ، وتنفيذها بواسطة المخزن المؤقت ، إلى الآلات المصممة خصيصًا لها تلقائيًا. هذا يستلزم دائمًا استثمارًا معينًا في المعدات.
نقدم في هذا العمل بديلاً لتنفيذ التجعيد الكلي ، بطريقة بسيطة واقتصادية ، مع الاستفادة من البطانة المطاطية للقيعان غير المستديرة. من الشائع وجود آلات من هذا النوع في مستودعات المعدات المتقادمة أو في السوق المستعملة. لذلك الاستثمار في الآلات هو صفر أو رخيص. بدءًا من هذه الماكينة ، فإنها تستفيد من آلياتها ، مثل وحدة تغذية الصندوق ، والطاولة ، وقضيب النقل ، والمكدس … وهي مجهزة بأداة بسيطة لعمل الضفيرة.
التصميم
نظرًا لأن عملية العقص تتطلب القليل جدًا من الجهد ، فمن الممكن استخدام ما يمكن للرأس الذي يحمل وسادة اللثة البدائية نقله. يتكون النظام من تركيب أداة على طاولة الماكينة ، مكونة من جزء سفلي ثابت ، وجزء علوي ، له حركة بديلة في مستوى أفقي ، مدعوم على رأس العلكة.
الجزء السفلي ، كما قلنا سابقًا ، متصل بطاولة العلكة. يتم تثبيتها عليها من خلال الفتحات أو الثقوب الملولبة المستخدمة لإصلاح أدوات اللثة في الماكينة. يقوم الجزء العلوي بعملية الشباك من خلال التأثير على الجزء السفلي. يوضح الشكل 1 قسمًا من هذه الأداة.
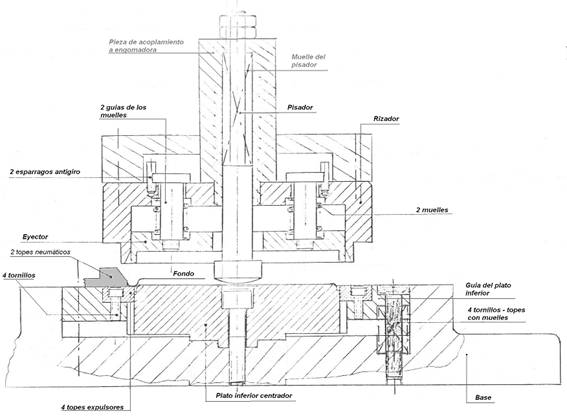
الشكل رقم 1: أدوات الكيرلنج جومر
تكون عملية التربيط كالتالي:
1º.- التغذية: كما ترى في الرسم ، يتم تغذية الجزء السفلي مقلوبًا. يمكن أن يكون مصدره من مكبس موجود في الجزء العلوي ، متصل بالصمغ عن طريق ناقل ، أو من مكدس اللثة نفسها. في هذه الحالة الثانية ، من الملائم أن يتم لف الجزء السفلي مسبقًا عند خروج المكبس باستخدام آلة لف القرص المزدوج.
2º.- الحركة: يتقدم الجزء السفلي ويتم وضعه على الأداة عن طريق قضبان الأظافر الأصلية للعلكة.
3º.- الوضعية: يتم وضع القاع المذكور عند النقطة الصحيحة ، بدقة عن طريق زوج من توقف التشغيل الهوائي. توقف هذه التوقفات القاع في المكان الصحيح ، ويتم تشغيلها بواسطة أسطوانات منخفضة الشوط مثبتة أفقيًا. تتم مزامنتها مع حركة الجزء العلوي من الأداة ، وتتم إزالتها عندما يعمل الرأس المذكور على الغطاء. انظر الرسم رقم 1. لتحسين وضعه ، يمكنك أيضًا وضع بعض المغناطيسات الصغيرة المضمنة في الجدول التي تعمل على إبطاء الحركة بالقصور الذاتي للقاع ، على الرغم من أنه ليس من المستحسن جدًا لأنها يمكن أن تكون مصدرًا للخدوش عند الاحتفاظ بها المسحوق المعدني عليها.
4th. – Curly: في حركته الهبوطية ، يقوم الجزء العلوي من الأداة بتنفيذ الإجراءات التالية:
– “قضيب التثبيت” المركزي ، بفعل نابضه ، يبقيه ثابتًا في الأسفل أثناء عملية الشباك.
– يقوم “بكرة الشعر” ، عن طريق شفته المخروطية ، بدفع “اللوحة السفلية” أولاً – التي يتم توجيهها عند أربع نقاط وتظل عائمة بواسطة أربعة نوابض – ثم تعمل على حافة القاع مكونة المجعد. انظر الشكل رقم 2. في هذا الإجراء ، يظل الجزء السفلي في المنتصف حيث يستقر في “لوحة الوسط السفلية”
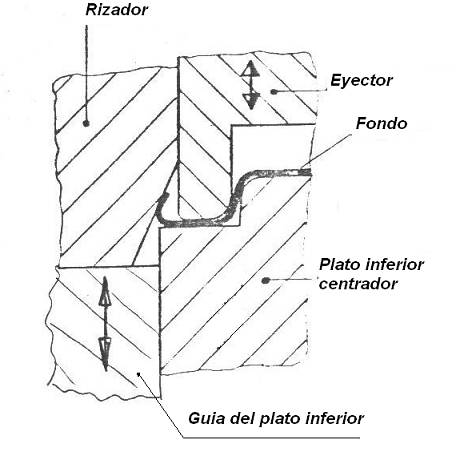
الشكل رقم 2: عمل الكيرلنج
– عندما تبدأ الأداة في حركتها لأعلى ، تقوم “اللوحة السفلية” أولاً بدفع الجزء السفلي لأعلى عن طريق زنبركاتها ، وتسحبها عند أربع نقاط – 4 “توقفات قاذفة” صغيرة – ثم “القاذف” العلوي المحمل بزنبركات ومستخلص إلى الجزء السفلي من “بكرة الشعر” ويتركها مترسبة في الجزء السفلي من الأدوات.
5.- الإخراج: بمجرد الانتهاء من عملية التجعيد ، يتحرك الجزء السفلي باتجاه آلة تجميع اللثة ، ويتم دفعها بواسطة القضبان العادية للماكينة.
تعليقات
– ينطبق هذا الإجراء حقًا على القيعان من أي شكل – مستطيل ، بيضاوي ، مندولين … – حتى مستدير ، على الرغم من أنه لا معنى له بالنسبة للنوع الأخير ، لأن النظام المشترك لكل مكواة تجعيد القرص أكثر كفاءة ويعطي جودة أعلى .
– اعتمادًا على العلكة المتاحة ، بناءً على تصميم الأداة المعروضة في الشكل رقم 1 ، سيكون من الضروري إجراء تعديلات لضبطها وفقًا لخصائص رأس وطاولة الماكينة.
– سرعة الشباك منخفضة ، لأن هذه الآلات تعمل بإيقاع منخفض ، لكنها يمكن أن تكون كافية للإنتاج المعتدل.
– يمكن تركيب نفس النوع من الأدوات على مكبس يدوي ، ولكن سيكون من الضروري تزويده بنظام تغذية الصندوق ، والذي يمكن تصميمه من مادة تعمل بالهواء المضغوط.











0 Comments