
إنها ليست مسألة تفصيل جميع حالات الفشل المحتملة لختم القبعات ، والتي ستكون غير محدودة ، ولكن تتعلق بتحديد أكثرها نموذجية ، يمكن اكتشافها عن طريق الملاحظة ، والتي تمثل عيبًا خطيرًا قد يكون له أهمية في استخدام الأغلفة المذكورة ، والتي ترتبط بشكل أساسي بعملية الختم.
لكي نكون واضحين بشأن ما نشير إليه ، فإننا نخصص في رسم رقم 1 الأسماء التي سنستخدمها للنقاط المتأثرة للغلاف
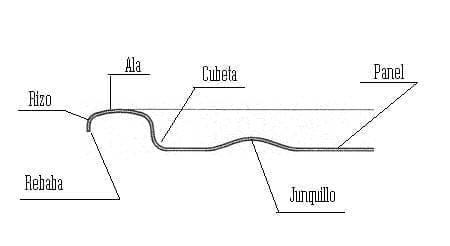
الرسم رقم 1: تحديد النقاط الرئيسية على الغلاف.
نقوم أيضًا بإدراج الأجزاء المختلفة من النرد مع الأسماء المقابلة لها ، لتجنب الالتباس في تسميات هذه الأجزاء في التعليقات التالية. في الرسم رقم 2 ، يتم تقديم قسم النرد بطريقة تخطيطية للغاية ومرقمة قطعها
رسم رقم 2: قسم تخطيطي من قالب مع الأجزاء التي تشكله
1.- حامل المثقاب 6.- الشفرة
2.- Awl 7.- حلقة الكي
3.- لكمة إسفين 8.- مركز يموت
4.- أسفل أو حلقة القاذف 9.- داخل مركز المصفوفة
5.- مركز الثقب 10.- آثار الأقدام أو زر التشذيب
11.- العنكبوت
1º. – ريباباس
قد تظهر نتوءات على الحافة الخارجية للضفيرة. هذا العيب يجعل من الصعب إغلاق الغطاء بشكل صحيح ويقلل من العمر الإنتاجي لعمليات الإغلاق الأولى.
مصدر :
نتوء نتوء ناتج عن قطع خاطئ من المواد. ويشارك في ذلك لكمة وشفرة قالب التصنيع.
الأسباب والحلول:
– ج: إذا كان القالب من النوع “المثبت بالهواء” – أي بدون أعمدة توجيه – ، فقد تأتي المشكلة من التجميع السيئ للثقب وتجميع القالب. لم يتم تركيبها في الصحافة بمحاذاة وتمركز بشكل صحيح. من الضروري تكرار التجميع ، ومراجعة تركيزه بعناية. إذا تم توجيه الأداة ، فلن يكون ذلك بسبب هذه المشكلة ، إذا تم ضبط القالب بشكل صحيح في ورشة العمل.
– ب: حالة الشفة المثقوبة سيئة. قد يتم ارتداء حافة القطع الخاصة بك. الصيانة مطلوبة. انظر العمل:
– C: تم تقريب حافة القطع للشفرة بسبب التآكل المفرط بعد فترة طويلة من العمل. يجب صيانته أو استبداله. انظر العمل:
– D: التثبيت غير الصحيح للصفيحة المقصدرة – أو أي مادة أخرى – بجهاز المشي – وتسمى أيضًا أداة التشذيب. تحقق من حالة الينابيع – أو الحلقات على شكل حرف O إذا كانت تعمل بالهواء المضغوط – وتأكد من أن ضغطها في وقت القطع موحد وكافٍ.
2º. – تمتد على التفاف أو حافة الجناح
تظهر الاستطالات غير المنتظمة في ارتفاع الضفيرة. يحدث هذا العيب بشكل متكرر في القمم / القيعان المستطيلة. يسبب اختلافات في ارتفاع الخطاف السفلي عند الإغلاق.
مصدر :
أثناء تثقيب الأغطية والقيعان ، يتعرض الضفيرة لضغوط تمدد غير منتظمة.
الأسباب والحلول:
– ج: جهد مفرط من طرف حلقة الكي. تحقق من ضبط وحالة نظام الضغط المنخفض – “العنكبوت” -. يمكن ممارسة الضغط عن طريق الينابيع أو المطاط أو الروماتيزم.
– ب: سوء حالة شفة الثقب من الداخل. تحقق مما إذا كان نصف القطر الداخلي مناسبًا لجميع المناطق المحيطة به وما إذا كان مصقولًا بدرجة كافية.
– ج: تشحيم أو تشحيم غير صحيح للمادة. تحقق من التوزيع الخاص بك.
3º. – التجاعيد في الضفيرة
تموجات و / أو طيات في التجعيد الخارجي للجزء العلوي / السفلي. يمكن أن تظهر هذه التجاعيد عند الإغلاق
مصدر:
لا يتم التحكم في المواد بشكل كافٍ في هذه المنطقة أثناء تثقيب الأغطية والقيعان.
الأسباب والحلول:
– ج: الضغط الذي تنقله حلقة الكي غير كاف. تحقق من ضبط وحالة نظام الضغط المنخفض – “العنكبوت” -. يمكن ممارسة الضغط عن طريق الينابيع أو المطاط أو الروماتيزم.
– ب: زاوية سطح عمل حلقة الكي غير صحيحة ، ولا تتوافق مع درجات حافة المثقاب. تأكد من أن كلا القطعتين لها نفس الزاوية وضمن المواصفات المتوقعة.
– ج: زيادة مشمع أو تزييت المادة. تحقق من طلبك
4º- فواصل في الحجم
شقوق على حافة جناح الجفن. خطر حدوث تسرب عند إغلاق الحاوية
مصدر:
قد يكون هناك عدة أصول ، تتعلق بالنوع الخاطئ من المواد المستخدمة أو التنظيم غير السليم لنفسها في انزلاقها أثناء ختم القبعات.
الأسباب والحلول:
– أ: القوة الزائدة من نظام الضغط المنخفض – “العنكبوت” – بسبب الصلابة المفرطة أو تنظيم الوسائل المرنة المستخدمة: الزنبركات ، المطاط ، الهواء المضغوط. يجب خفض هذا الضغط.
– ب: سطح عمل حلقة الكي ليس ناعمًا جدًا. تلميعها.
-ج: داخل شفة اللكمة بحالة سيئة. قد يكون نصف قطرك صغيرًا. راجع ، ضع ضمن المواصفات وصقلها
– D: نصف القطر الخارجي لمركز المصفوفة الصغيرة. إعادة وصقل.
– ه: السماكة الزائدة للقصدير. تغيير المواد
– F: زيادة المزاج في القصدير. تغيير المواد
– G: وجود نتوءات في القطع. انظر النقطة رقم 1
– ح: وجود تجاعيد صغيرة في الضفيرة. انظر النقطة 3
5º.- فواصل في منطقة كوبيتا
تشققات أو تمزقات في جدار الدرج أو نصف قطره أو المنطقة المجاورة. يولد صعوبات في الخياطه وتسريبات في الإغلاق
مصدر
في هذه المشكلة أيضًا ، يمكن أن يكون هناك العديد من الأصول المرتبطة بجودة الصفيح المقصدري وبناء القالب.
الأسباب والحلول:
– أ: زيادة المزاج في القصدير للرسم المخطط. تغيير المواد
– ب: السماكة الزائدة للوحة القصدير ، وعدم السماح لها بالانزلاق بين قطع القالب. قم بتغيير المادة.
– ج: عيب في الخلوص بين قطر مركز الثقب والقطر الداخلي لمركز القالب. قد يكون ذلك بسبب السماكة المفرطة للصفيحة المقصدرة أو التصميم السيئ للقالب
– D: نصف قطر داخلي صغير لمركز القالب ، مصقول بشكل سيء أو تالف – علامات ، شقوق صغيرة ، إلخ. -. قم بمراجعة أو إعادة هذا الشعاع أو تغيير الجزء.
– E: عدم وجود تلاعب كاف بين القطع التي تشكل الخرزات والتدرجات – داخل مراكز التثقيب والقوالب – مما يمنع الانزلاق السلس للمادة. تحقق من تصميم وقياسات ودرجة تلميع هذه القطع.
– F: أنصاف أقطار صغيرة في القطع التي تشكل الحبيبات والتدرجات ، بسبب التصميم أو التشغيل غير المناسب. تحقق وتصحيح.
6º. – حافة العقد المرتفع
التفاف الغطاء ليس عموديًا ، مما يدل على زاوية ميل معينة نحو الخارج. يسبب مشاكل في ربط الغطاء عند الإغلاق.
مصدر :
لأسباب مختلفة ، يكون اللعب بين الوجه الداخلي لشفة الثقب والوجه الخارجي لمركز القالب مفرطًا.
الأسباب والحلول:
– أ: انخفاض سماكة القصدير. تغيير المواد
– ب: القطر الخارجي لمركز القالب الذي يفتقر إلى القياسات بسبب التآكل أو التشغيل الآلي أو فشل التصميم. قم بتغيير الجزء.
– C: القطر الداخلي لشفة المثقاب الكبير يقاس بالتآكل أو التشغيل الآلي أو فشل التصميم. الشروع في صيانته.
– D: مهنة الصحافة الصغيرة. سيكون هناك أيضًا نقص في ارتفاع الجرافة والتدرجات. اضبط سير عربة الصحافة.
7º. – فرق الارتفاع
وجود مناطق في التجعيد والصينية بارتفاعات مختلفة عن البقية على نفس الغطاء. يؤثر على الإغلاق
مصدر:
متنوعة ، تتعلق بحالة الصحافة ومكانة القالب وحالتها.
الأسباب والحلول:
– ج: عدم وجود توازي بين وجه العربة ومنضدة الضغط. تطبيق برنامج الصيانة على المطبعة.
– ب: القوة غير المتكافئة التي تمارسها حلقة الضغط. يمكن أن يكون سببه أسباب مختلفة:
o اختلافات متساوية بين قاعدة حلقة المكواة وسطح عملها ، أي أن قطر قاعدة المخروط المقطوع لسطح العمل لهذه القطعة لا يتوازى مع قاعدة القاعدة نفسها. تحقق وأعد التوازي
o سطح العمل في حلقة الكي غير مستوٍ ، أو متسخ جزئيًا ، أو مخدوش أو بالٍ … البولندية مرة أخرى.
o قضبان ضغط “عنكبوت” مع اختلافات طفيفة في الارتفاع ، وثنية ، ومطروقة ، إلخ. وأيضاً لأن بعضهم أصبح طليقاً في مساكنهم. تخلص من العيوب وقم بتصحيحها كلها إلى نفس المستوى بدقة.
– ج: نقص في الثقب مثل:
o المثقاب ليس مربعًا مع لوح قاعدته ، أو أن مقعده غير صحيح بسبب النتوءات والأوساخ وما إلى ذلك. تحقق وتصحيح
o نصف قطر حافة المثقاب غير منتظم حول محيطها. إعادة الراديو.
– D: أخطاء التجميع أو التشغيل الآلي في الأجزاء ، مثل:
o عدم وجود تركيز بين القطر الداخلي لشفة التثقيب والقطر الخارجي لمركز القالب. تحديد أصل العيب – الذي قد يأتي من نفس هذه الأجزاء أو من مساكنها – وصحيحه.
o تباين في الخلوص بين الجدار الخارجي لمركز الثقب والوجه الداخلي لشفة الثقب. أي أن مركز الثقب ليس متحد المركز مع الوجه الداخلي لشفة الثقب. تحديد اصل الخلل و تصحيحه.
– هـ: عوامل مختلفة مثل:
o التشحيم غير المنتظم
o التباين في سمك المادة: صفيح أو غيره.










0 Comments