
RÉSUMÉ
Il est important d’avoir un bon document sur le matériau de base dans l’industrie métallurgique, le fer blanc, le TFS, l’aluminium… Il est utile pour de nombreuses tâches. Les paragraphes suivants décrivent comment le préparer, en incorporant diverses données provenant de multiples applications.
LES SPÉCIFICATIONS DES MATÉRIAUX
Dans l’industrie métallurgique, il est pratique de disposer d’un document où figurent toutes les données relatives au métal utilisé dans la fabrication de chaque produit. Ce document est appelé « Spécification du fer-blanc », dans le cas où le matériau est du fer-blanc, bien qu’il puisse également être du TFS, de l’aluminium ou de la tôle noire.
Ce document a une multitude d’applications comme entre autres :
– Bureau technique
– Document de base permettant de définir la commande de matières premières par le service des achats.
– Calcul des coûts.
– Document de base dans l’opération de refendage de la bobine.
– Préparation des photolithes par le Studio correspondant.
– Préparation des plaques d’impression et des rouleaux de vernissage en lithographie.
– Production : Document de base pour le réglage des équipements : parchemin, presses, cisailles…
– Contrôle de la qualité, pour la vérification des registres et des coupes.
– Etc.
SPÉCIFICATION DU FER-BLANC POUR LES COUVERCLES
Nous allons nous concentrer dans ce document sur la manière de préparer une spécification pour les bouchons en métal. Que ce soit dans la version à ouverture facile ou dans la version classique à plat, le document est similaire dans les deux cas. Nous verrons quelles sont les données les plus pratiques à y inclure et comment calculer chacune d’entre elles.
Pour mieux suivre la procédure, nous prendrons un exemple pratique, dans notre cas, il s’agira du fond de boîte standard de 73 mm de diamètre, qui est l’un des plus utilisés dans l’industrie métallurgique.
La première chose à savoir est la découpe, c’est-à-dire le diamètre du disque à découper pour former le fond. Pour ce fond, il est de 88,7 mm. Grâce à lui, nous pourrons calculer les dimensions – largeur et longueur – de la feuille déroulée à partir d’une bobine. Nous n’entrerons pas dans ce calcul, car il est bien détaillé dans un ouvrage déjà publié sur ce site. Voir :
Calculer le profil d’une coupe en zigzag (coupe en rouleau)
Une fois les dimensions de la feuille connues, il est possible de commencer à rédiger la fiche technique du cahier des charges, en dessinant la feuille et en détaillant toutes les dimensions qui définissent sa composition géométrique. Voir figure nº 1. Comme vous pouvez le voir, cette fiche se compose de deux parties. Une première supérieure, avec une série de cases où seront reflétées les données que nous calculons, et la inférieure qui présentera le dessin de la feuille avec toutes ses données.
Les quatre premiers encadrés sont purement informatifs et précisent :
– Désignation commerciale du fonds
– N° de la presse qui le fabriquera, le cas échéant.
– Date de production de ce document
– Caractéristiques de construction de base de l’arrière-plan.
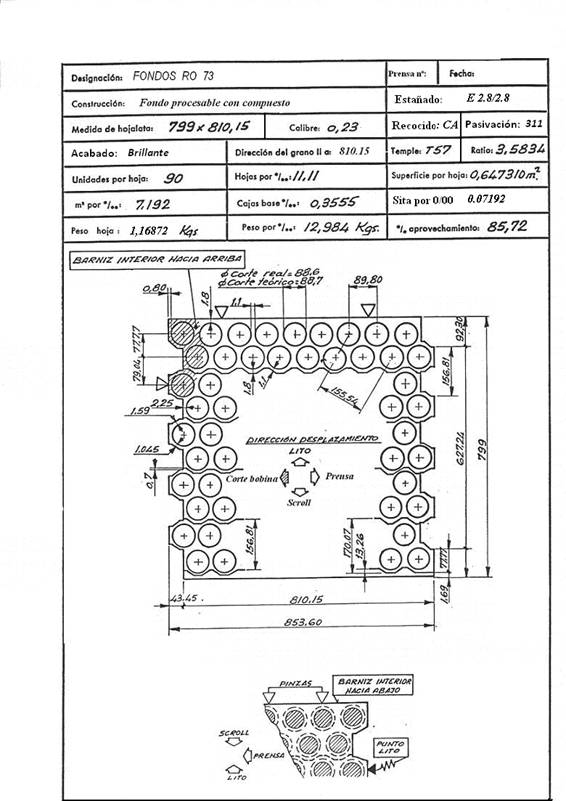
Figure n°1 : Spécification du fer blanc du fond 73
Ensuite, nous entrons dans la définition de la feuille à utiliser. Pour déterminer les dimensions de la largeur et de la longueur de la même, il faut tenir compte d’un certain nombre de facteurs que la taille de la feuille doit respecter, dont les principaux sont les suivants
– Liste des prix d’achat du fer-blanc, afin de ne pas encourir de frais supplémentaires pour les dimensions. Il faut veiller à ce qu’ils soient adaptés au taux minimum par mesure.
– Capacité dimensionnelle maximale et minimale de la ligne de refendage de bobines. Ils doivent être à ce titre
– Être compris entre les dimensions maximales et minimales autorisées par les lignes de vernissage et d’impression.
– Les capacités dimensionnelles de la seconde coupe défilent, c’est-à-dire pour la coupe en bande, et le magazine de presse. Les bandes de feuilles résultantes doivent être à votre portée.
L’analyse de tout cela, et le calcul correspondant à la suite des travaux mentionnés ci-dessus, permettra d’obtenir des dimensions de feuilles valides qui pourront être utilisées sans problème au cours du processus. La longueur nette de la lame coïncide avec le pas d’avance sur la ligne de coupe, ce sont les données nécessaires pour le calcul de la consommation de matière, la longueur brute comprend la hauteur du « créneau » (43,45 mm dans notre exemple) et doit être prise en compte pour les limitations dimensionnelles de l’équipement.
Une fois que la largeur de la bobine est connue, le sens de laminage de l’acier de base, c’est-à-dire la direction du grain, est automatiquement déterminé.
En fonction des dimensions du fond, de sa résistance mécanique et de son utilisation, nous disposerons d’une autre série de données telles que
– Couche d’étain
– Épaisseur
– Recuit
– Passivation
– Finition de surface
– Temple
Nous ne nous arrêtons pas pour approfondir ces paramètres car ils sont bien connus, et si nécessaire vous pouvez consulter les travaux de ce Web :
Toutes ces valeurs doivent être inscrites dans les cases correspondantes de la fiche technique 73 du fonds.
Nous entrons maintenant dans la détermination d’une série de données intéressantes, valables pour des calculs ultérieurs dans d’autres phases du processus.
– Unités par feuille: indique le nombre de fonds obtenus par feuille, 90 fonds dans notre exemple.
– Feuilles par %0: Indique le nombre de feuilles nécessaires pour réaliser mille fonds. Il est obtenu en divisant 1000 par le nombre d’unités par feuille. (1000/90 = 11.11)
Ces deux données sont intéressantes pour calculer le nombre de feuilles nécessaires pour couvrir un ordre de fonds donné.
– Superficie par feuille : nous donne en m2 la superficie de la feuille. Il est obtenu par le produit de la longueur du filet (pas de la ligne de coupe) par la largeur de la bobine exprimée en m. (0,799 x 0,81015 = 0,647310 m2).
– Ratio: indique le rapport de taille entre la surface de la feuille et la surface de la feuille prise comme unité dans le marché du fer blanc, qui est une feuille de dimensions 20″ x 14″ (508 x 355,5 mm = 180594 mm2 = 0,180594 m2).
Ratio = 0,647310/0,180594 = 3,5843.
– m2 par %0 : Surface de fer blanc nécessaire pour fabriquer 1000 fonds. C’est le produit de la surface par feuille par %0. (0,647310 x 11,11 = 7,192 m2)
– Cas de base par %0: Avant de déterminer ces données, nous définirons ce qu’est le « cas de base ». C’est une unité de mesure largement utilisée sur le marché du fer blanc. Il s’agit d’un multiple de la feuille d’unité (20″ x 14″). Il existe deux types de « boîte de base » :
Cas de base américain: unité moyenne de la fer blanc par surface. Elle est égale à la surface de 112 feuilles de dimensions 20X14 pouces ou ce qui est identique, 31.360 pouces carrés et équivaut à 20.23 mètres carrés. Il est principalement utilisé sur le marché américain. 1 boîte de base= 1.1201 Cas de base européen = 0,2023
–Cas de base européen : Unité de moyenne de la fer blanc par surface. Elle est égale à la surface de 100 feuilles de dimensions 20X14 pouces ou ce qui est identique, 28.000 pouces carrés et équivaut à 18,06 mètres carrés. Il est utilisé de préférence sur le marché européen. 1 Cas de base européen= 0,8928 cas de base= 0,1806
Par conséquent, le chiffre« boîte de base par %0 » reflète les boîtes de base en fer blanc nécessaires à la fabrication de 1000 fonds. Il est déterminé en divisant la surface m2 par %0 par la surface du socle. Selon que l’on utilise la version américaine ou européenne :
Cas de base américain par %0 : 7,192/ 20,23 = 0,3555
Cas de base européen par %0 : 7,192/18,06 =0,3982
– Sita pour %0 : C’est une autre façon d’exprimer les mêmes données que ci-dessus. Le SITA est une autre unité de mesure de la superficie du fer blanc et est défini :
– SITA : Unité de mesure du fer blanc par surface, égale à 100 mètres carrés (System Internacioinal Timplate Area). Équivalent à 4 943 cas de base ou 5 537 cas de base européens.
Par conséquent, « sita par %0 » est le montant de sita nécessaire pour produire 1000 fonds et se calcule en divisant la surface m2 par %0 par la surface d’un sita. (7,192/ 100 = 0,07192 sitas)
Toutes ces données obtenues : surface par feuille, ratio, m2 par %0, boîte de base par %0, et site par %0, ont plusieurs utilités, entre autres :
– Calcul du coût d’une commande de fer blanc à l’aciérie, les taux dépendant du pays d’origine des marchandises, vous pouvez utiliser n’importe laquelle de ces unités.
– Calcul du coût d’une commande de lithographie ou de vernissage de feuilles. Lorsque des tiers sont utilisés pour effectuer ce travail, leurs tarifs utilisent également ces unités.
– Calculs de la consommation interne.
– Poids par tôle : Il est déterminé à partir du volume d’une tôle par la densité de l’acier. Exprimé en Kg. serait :
Poids par feuille = (64 731 x 0,23/100) x 7,85 = 1 16872 Kg
– Poids par %0: C’est le poids du fer blanc nécessaire pour fabriquer 1000 fonds. Égal au poids par feuille multiplié par les feuilles multiplié par %0.
Poids par %0 = 1,16872 x 11,11 = 12,9844 Kg
Ces deux dernières données sont utiles pour :
– Calcul du prix du transport.
– auprès de certains fournisseurs, pour le calcul du prix du matériel.
– Pourcentage de métal utilisé dans la production des fonds.
% d’utilisation = surface de la meule de tronçonnage x nombre de coupes x 100 / surface par feuille.
% d’utilisation = 44,3 x 44,3 x 3,1416 x 90 x 100 / 647310 = 85,72 %.
Ces informations sont nécessaires pour le calcul du coût standard du fonds.
Une fois toutes ces valeurs déterminées, elles sont reportées sur les cases correspondantes et nous aurons terminé la fiche de spécification du fond.
D’autres données pourraient être ajoutées en fonction des besoins particuliers de chacun, telles que : lubrification du fer-blanc, code interne de ce matériau, etc.
 pochettes d’échange avec fermeture éclair pour boîtes de conserve en aluminium ou en fer blanc
devis pour les tôles de fer blanc
usine complète pour le fer blanc
devis de récipients en fer blanc pour conserves
Devis pour les récipients et couvercles alimentaires en fer blanc
pochettes d’échange avec fermeture éclair pour boîtes de conserve en aluminium ou en fer blanc
devis pour les tôles de fer blanc
usine complète pour le fer blanc
devis de récipients en fer blanc pour conserves
Devis pour les récipients et couvercles alimentaires en fer blanc
 SPÉCIFICATION DU FER BLANC POUR LES CORPS DE CONTENEURS « 3 PIÈCES
SPÉCIFICATION DU FER BLANC POUR LES CORPS DE CONTENEURS « 3 PIÈCES
 FICHE TECHNIQUE DU PRODUIT : COUVERCLES
FICHE TECHNIQUE DU PRODUIT : COUVERCLES
 LES ENCOCHES DANS LES FONDS DE COUVERCLES POUR LA FERMETURE SOUS VIDE
LES ENCOCHES DANS LES FONDS DE COUVERCLES POUR LA FERMETURE SOUS VIDE
 COUVERCLES À OUVERTURE FACILE POUR LES CONSERVES
COUVERCLES À OUVERTURE FACILE POUR LES CONSERVES
 PROFILS DE COUVERCLES POUR LES CONTENEURS RONDS
PROFILS DE COUVERCLES POUR LES CONTENEURS RONDS




0 Comments