
环工具-涂料容器
概要
制造用于双壁摩擦闭合的环(或一个环)所必需的模具的设计细节,通常用于盛装油漆的容器中。
前言
金属容器行业的一个特殊方面是制造具有可重复使用且密封的开口的容器。 一个具体的例子是用于容纳房屋的油漆和清漆的容器。
市场上有满足可重复使用和密封要求的不同类型的压力关闭器,例如称为简单摩擦,双重或三重摩擦的那些。 我们已经在文章中介绍了此问题:
我们建议阅读它作为对我们现在为您提供的内容的介绍。 通过这个主题的新工作,我们将专注于精确工具的设计,以制造这些封闭件的一部分,例如其中使用的环(也称为环)。
在可能的环中,我们选择了双摩擦类型的环,因为它们是最具代表性和使用的。 我们将为他们展示其形状,建议的尺寸设计以及制造所需工具的配置。
工具
要获得这些环,需要在两个操作中使用一个过程:
-切割金属的第一个,并对压力关闭器的壁进行大致绘制。
-第二步操作是对轮辋,铲斗和机翼的外部区域进行成形,对墙壁进行检查,并完成其入口。
尽管可以执行转移式压力机,但这两种操作都可以在两台经典的鹅颈压力机上执行,这两种压力机通过重力提升和下降系统连接在一起,从而将工件从第一次操作转移到第二次操作。
第一台压机由切成一定尺寸的材料带进给,堆叠在进料器中,而第二台压机必须具有内置的零件进料器。 后者通常是气动的导引器臂。
第一次操作
在第一个操作中获得的草图具有长边的近似倒“ U”形。 在1号图中,您可以看到其轮廓以及赋予其形状的模具的不同部分。
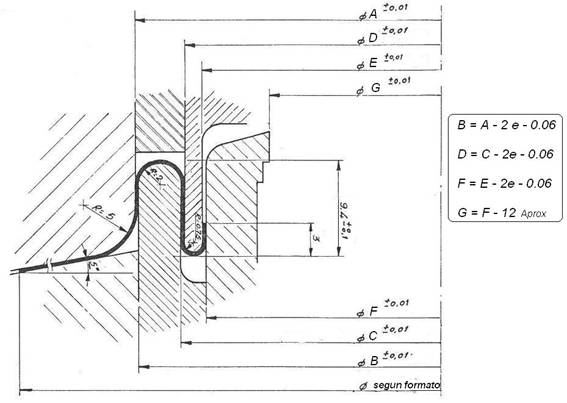
图nº1:DF环第一次操作的剖面图
形成这种环所必需的圆盘的切割直径比适用于容器底部的直径大约11.5毫米。 即,“双摩擦”型环的切口与相同形式的平底之间的距离相差约11.5mm。 该数据对于容量在½到1升之间的中型容器是有效的参考。 对于较小或较大的格式,此基准会成比例地更改。 机翼的尺寸和所选择的闭合类型也会影响。 指示的数据对应于I型或II型密封盖。
在“ U”形开口处,即密封盖的摩擦配合区域,对于上述大小的容器(1/2至1升容积),即6mm,即尺寸B之差,其宽度为6mm图中的C为12mm。
在环形板上保留的用于形成封闭芯棒的容纳杯的空间大约等于摩擦“ U”的口。 因此,定义直径A的近似公式如下(见图1):
直径A =直径格式(X)-11毫米
确定A的值后,对于确定环的其余直径,可以应用图1中显示的公式。
有必要去掉中心盘,使之成环。 该圆盘的切口由直径G定义
关于高度,在该图中,一些参考数据总是涉及容量在½至1升之间的容器,如上所述。 金属的曲率半径由不同摩擦直径的值定义,请参见图1,最合适的值为5 mm的最外层除外。
确定环的第一个操作的设计后,我们可以集中精力于形成环模所需的压力机项目。 图2给出了用于该壳体的模具的示例。
该工具执行以下顺序操作:
-从送料带上切下金属盘
-切割中央圆盘以成形轮辋的嘴并消除
-填充所述环的摩擦壁
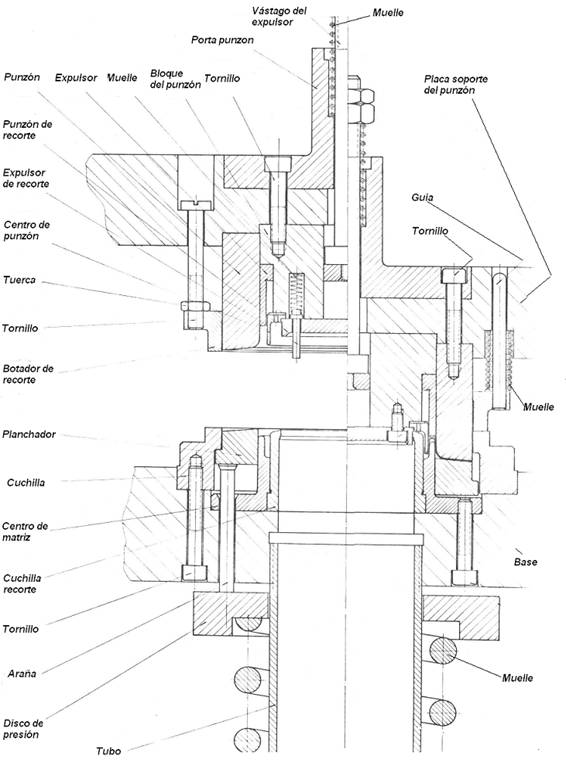
图nº2:双摩擦环首次操作时使用的模具
因此,在模具中产生两个圆形和同心的切口。 两对刀片和打孔器必须完全对齐。 消除中央切口是通过位于压力系统中心的下管完成的。
所述切口在装有弹簧的弹出器的作用下被推入管中,见图2。
否则,它与下模非常相似,特别是具有一对冲头和冲模中心,其设计为产生双摩擦壁。
在确定工具零件的尺寸时,必须考虑到,相对于工具的尺寸,由于环的弹性,总会有轻微的变形。 这尤其在摩擦壁的直径中发生。 由于必须非常精确地调整环和盖之间的距离以保持有效的密封,因此必须考虑材料的这种回收,以使工具的测量值与在工件上获得的测量值不一致。 在开始提到的工作中:
包括一个表格,将要获得的工件的测量值与工具上相应的测量值进行比较。
第二操作
在第一个操作中获得的工件通过适当的方式(例如磁力提升和重力下降)转移到第二压机。 在第一次冲压的出口处,必须将零件翻转过来,以使其进入第二个零件,并且摩擦“ U”的嘴朝上。
正如我们已经说过的,第二台压力机必须配备一个零件进给器。 他将在上述压力机上安装的工具上逐一介绍它们。 这项工作的目的不是要详细介绍这些机制。 我们将在其他地方开发它们。
第二步完成箍,转换在第一阶段中绘制的草图。 图3显示了第二次操作产生的环。 其职责如下:
-形成用于封闭容器上环的必要的机翼和托盘。 在这种情况下,机翼将与船的另一端使用的相同直径的正常底部相同。 托盘的底部必须有一个倾斜的高度,请参见第3号图,这样就避免了将盖子插入环中时下沉的情况。
-重新校准“ U”的壁,以确认其足够的尺寸。
-将圆环嘴的边缘卷曲,以消除尖锐的边缘,这将使刷子产生毛发切割,更糟糕的是,从边缘看到的钢容易与涂料接触,在某些类型的涂料中可以一般存在氧化物。
在3号图纸上,使用与1号图纸相同的字母来分隔不同的直径,尽管出现了一些新的直径,例如:
-X:比色杯直径和关闭芯轴的调整值,称为“格式”。 指出了该起始值与壁A的直径之间的关系。
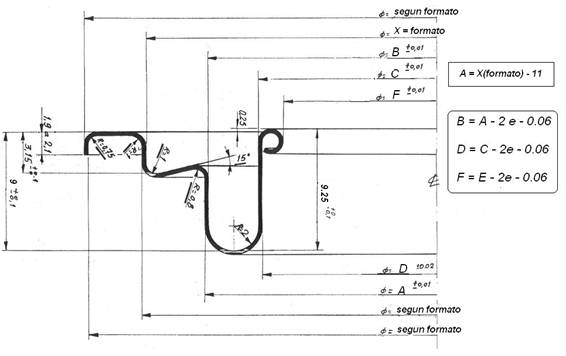
图nº3:DF环第二次操作的部分
图上显示用于确定每个直径的公式。 还指出了此示例的适当高度,该高度与应用于第一个操作的高度有关。
定义环的轮廓后,我们将继续设计其相应的工具。 他必须执行上述任务。
其形状如图4所示。 这是一个成型模具,没有任何切割功能。 这在某种程度上简化了其构造。 环的第一个操作通过在“定心装置”中制成的凹槽或进入通道到达其在模具下部的位置,该凹陷或进入通道的横向宽度略大于第一个操作的外径。 该槽的底部与所述第一操作的进料器的到达高度齐平。 此“定心设备”是从工具底部突出最突出的部分,具有两个功能:
-促进作品的到来
-在“中心”上对齐
低压系统配备了一个双星形轮,以利于基质从成品环中排出。 它与模具的上部一起上升,并在到达冲压行程结束时通过“弹出器”弹出。
对第4号绘图的研究将可视化工具的完整操作。 这在关闭位置(行程的下止点)的左侧表示,在右侧(上止点)的右侧表示。
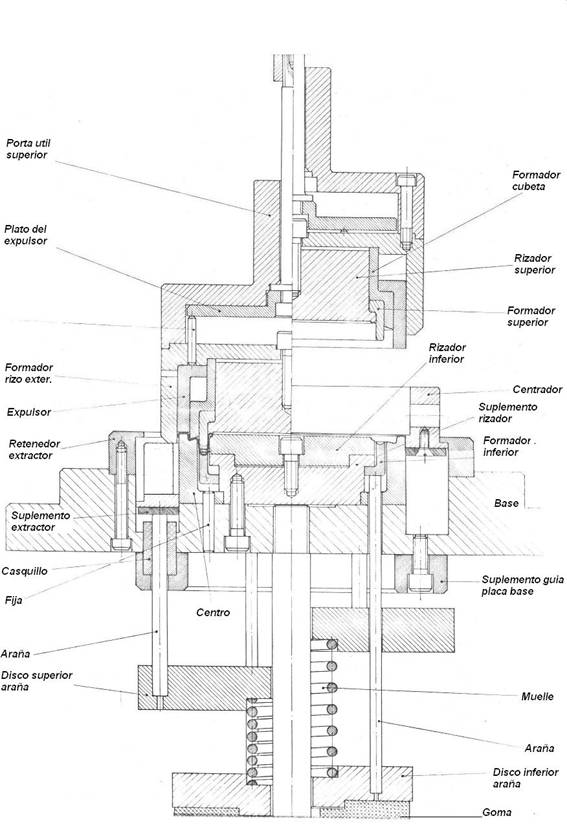
图nº4:双摩擦环第二次操作的模具
如果第一和第二操作模具由立柱引导,则它们将更好地工作。 在第一种情况下,由于其双重切割,几乎是必须的。
金属
用于制造戒指的马口铁或TFS必须是低温度且厚规格的,以消除由于这种材料的内应力而导致的裂纹,折断和夸大变形的风险。 对于装有1/2至1升产品的容器环,合适的值应为:Temper T2,规格为0.26至0.29 mm。 其涂层将取决于所含产品的腐蚀性。











0 Comments