
介绍
降低成本的需求已在上世纪下半叶逐渐实现,必须充分利用金属表面专门用于制造盖子和底部。 为此,首先在折弯带中引入锯齿形切割,然后,采用相同的技术从卷材上切割片材。
这项工作的目的是提出计算这些锯齿形切口的轮廓或轮廓的基本概念。 在西班牙语中,为指定这种剪切方式,英语单词“ scroll”的使用已变得广泛。 因此,我们将从现在开始使用此术语。 我们将第一级涡旋切割称为在卷材切割线中进行的切割,而第二级涡旋切割称为在剪切机上进行的切割,以制备压机的带或带。
尽管有时将条带用于简单的模具(一次打孔),因此只包含一行背景,但最常见的情况是用于双模具(即双行带)的情况。 因此,本研究将集中于后一种类型。
初始参数
要开始计算,我们必须事先知道一些数据。 这些是:
— d =冲压盖子所需材料的切割直径。 它必须事先已经计算和验证几乎相同。
— N1 =每个频段要获得的削减数量。 它将限于我们:
—线圈切割线的最大/最小切割步骤。
—涡旋剪切机支撑的板材的最大/最小宽度。
—压机支持的最大/最小带材长度。
这些数据将显示在机器的手册中。
— N2 =我们希望每张纸获得的带数。 您将受到以下限制:
-切割线支持的最大/最小线圈宽度。
-滚动剪可以接受的最大/最小片材长度。
— F1 =削减之间的最小剪辑。
— F2 =修剪和乐队的侧边缘之间
— F3 =在切割和皮带末端之间修剪
— F4 =在城垛的切口和边缘之间进行修剪
这些切割的价值与压机的精度和模具的质量有关。
在图1中标出了这些初始参数,为了更好地识别它们,它们以矩形框起来。
让我们来看一个例子,以更好地跟踪计算,
假设某个上限的以下值:
D = 92毫米。
N1 = 18(2行,共9行)
N2 = 5
连续切口之间的F1 = 1.1毫米
F2 =切口和边带边缘之间的1.8毫米
F3 =切割和带端之间的0.8毫米
F4 =切口和城垛边缘之间2.25毫米
参见下面的图1。 在其中,我们用字母表示了定义切割方案不同参数的不同尺寸。
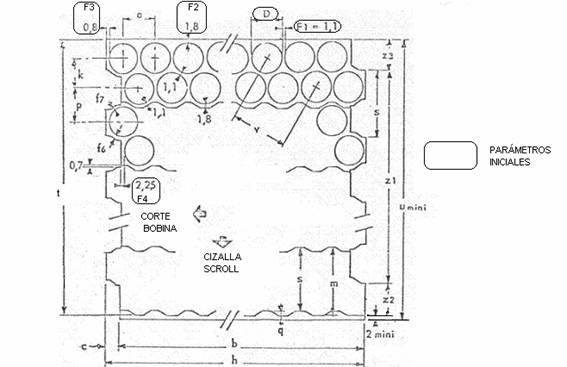
我们还用两个箭头标记了卷材切割操作中的材料前进方向和滚动剪切切割。 现在,我们将进行不同尺寸的计算。
1º。-两次切割之间的距离: a = D + F1 (a = 92 + 1.1 = 93.1)
这个值到对应于印刷机中的前进步骤。
2º.-盘卷切割长度: b =轴(N1 / 2-1)+ D + 2F1
(b = 93.1 x 18/2-1)+ 92 + 2 x 0.8 = 838.4)
这是线圈切割生产线的前进步骤
3º.-主滚动中的城垛深度: c = a / 2-F3 + F4
(c = 93.1 / 2-0.8 + 2.25 = 48)
4.-刀片长度: h = b + c (h = 838.4 + 48 = 886.4)
5º.-同一波段的中心行之间的距离:
k = a / 2 x 1 /tg30º
k = 93.1 / 2 x 1 / 0.57733 = 80.624
6th。-带宽: m = 2F2 + D + k (m = 2 x 1.8 + 92 + 80.624 = 176.224)
7.两个带的连续行中心线之间的距离:
p = V(2F1 + D)(2F1 + D)-(F1 / 2 + D / 2)(F1 / 2 + D / 2)
p = V(2 x 1.1 + 92)(2 x 1.1 + 92)-(1.1 / 2 + 92/2)(1.1 / 2 + 92/2)= 81.894
8º.-次要卷轴中的城垛高度: q = D + 2F2-p
(q = 92 + 2 x 1.8-81,894 = 13,706)
9º.-涡旋剪切中的切割步骤:s = m-q (s = 176,224 -13,706 = 162,518)
10º.-纸的净宽度(不修剪): t =(N2-1)s +米
t =(5 -1)x 162,518 + 176,224 = 826,296
11º。-最小纸张宽度(卷宽) :u = t +最小修整
(u = 826.296 + 2 = 828.296)
该数字四舍五入,因此所需的线圈宽度为829毫米
12º。-瓶盖冲头中心之间的距离消失。
v = V(a + D / 2 + F1 / 2)x(a + D / 2 + F1 / 2)+ kxk
v = V(93.1 + 92/2 + 1.1 / 2)x(93.1 + 92/2 + 1.1 / 2)+ 80.624 x 80.624 = 161.252
13º.-极端城垛之间的距离: z1 = t-m
(z1 = 826.296 -176.224 = 650.072)
14日- z2 = k (z2 = 80.624)
15º.- z3 = t –z1 –z2 (z3 = 826.296-650.072-80.624 = 95.6)
到目前为止,工作表的主要度量值。 现在我们进入对主要和次要卷轴的阵面轮廓的详细测量的定义。 为此,我们将遵循图2中定义的尺寸。
基本参数:
-A)在城垛中,初级和次级涡旋的倾斜角度均为30º。
-B)相对于主要城垛的顶点,次要涡旋的切割起点的位移为0.7 mmm。 这样可以确保切口干净,不会在边缘产生刺。
-C)为了促进相同的先前效果,与第二副涡卷的切口相吻合的第一副涡卷的斜面具有复合斜率,具有两个倾斜度5º和30º。 参见图2的细节
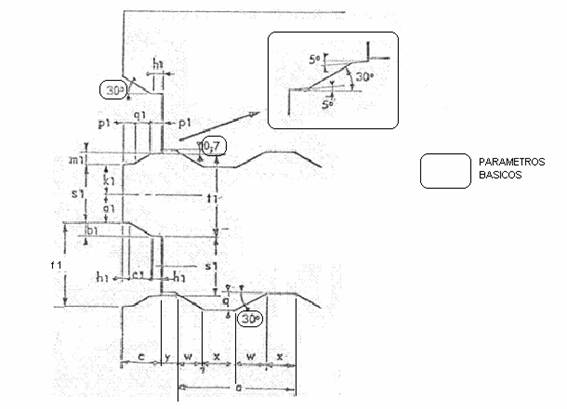
2号图
16th。-次级涡卷城垛的倾斜长度: w = q / tg30º
(w = 13.706 /0.57733 = 23.74)
17日。 副卷轴城垛的长度: x =(a-2w)/ 2
(x =(93.1-2 x 23.74)/ 2 = 22.81)
18日- a1 = k-D / 2-F2 (a1 = 80,624-92/2-1.8 = 32,824)
19日- b1 = k-2 a1 (b1 = 80,624-2 x 32,824 = 14,976)
20日- c1 = b1 /tg30º (c1 = 14.976 / 0.5773 = 25.94)
21º.- h1 =(c-c1)/ 2 h1 =(48-25.94)/ 2 = 11.03
22º.- k1 = p-D / 2-F2 + 0.7 (k1 = 81.894-46-1.8 + 0.7 = 34.794)
23º.- m1 = p-2k1 (平方米= 81,894-2 x 34,794 = 12,306)
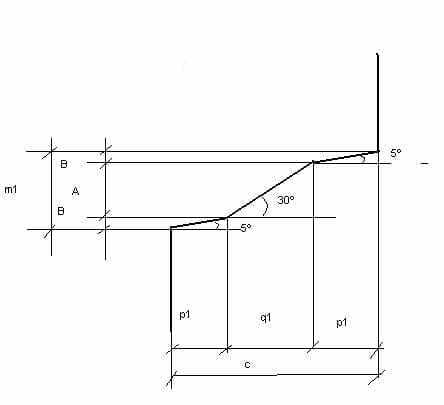
24日和25日-计算身高1 ÿ 11我们将看图3。
其中满足以下等式:
c = 2p1 + q1
m1 = 2B + A,B = p1 x tg5º,A = q1 x tg30º
因此m1 = 2p1 xtg5º+ q1 xtg30º= 0.176 p1 + 0.5773 q1
因此,两个未知数的方程表示如下:
c = 2p1 + q1
m1 = 0.176p1 + 0.5773 q1
但是如何C和m1已经是已知值,我们将有:
2p1 + q1 = 48
0.176p1 + 0.5773 q1 = 12.306
如果我们解决此表达式,它将为我们提供以下值:
p1 = 15,741 ql = 16,518
26º。-高度计算Y:
在图2中可以实现:
c + y + w-p1 = w + x + w,简化为:
c + y-p1 = w + x,因此:
y = w + x + p1-c
y = 23.74 + 22.81 + 15.741-48 = 14.291
27日- s1 = k1 + a1 (s1 = 34,794 + 32,824 = 67,618)
28日- f1 = m1 + s1 + b1 (f1 = 12.306 + 67.618 + 14.976 = 94.9)
29º.- f6要计算此切割,我们将使用图4。 在其中实现:
1st)y = D / 2 + F3 + F4-F / 2
y = 92/2 + 0.8 + 2.25-1.1 / 2 = 48.5
2nd)x = V k * k + y * y
x = V 80.624×80.624 + 48.5×48.5 = 94.087
3) f6 =(x-D)/ 2
f6 =( 94.087-92)/ 2 = 1.0435
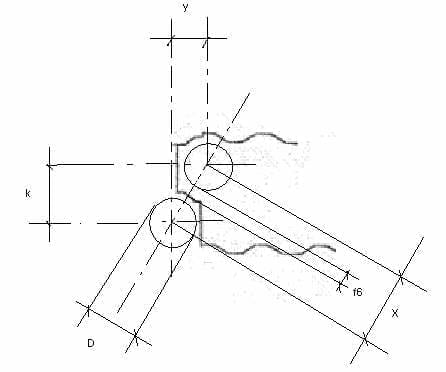
图4
30º.- f7 。 通过与上一个类似的推理,我们将得到:
1st)x´= V p * p + y * y
x´= V 81.894×81.894 + 48.5×48.5 = 95.178
3) f7 =(x´-D)/ 2
f6 =( 95,178– 92)/ 2 = 1,589
可以准备或获得一个小型计算机程序来计算所有这些值,而无需手动操作。











0 Comments