
尺寸调整,执行工具和质量控制,以进行金属颈部组装所需的钻孔。
介绍
在用于容纳工业产品的容器中,通常为它们提供颈部或喷嘴以利于它们的排空。 当包含的产品是液体,例如溶剂,清漆…时,此功能特别有用。
该颈部覆盖有一个帽盖,该帽盖还可以用作保证密封,以确保使用前不可侵犯。 市场上使用的套环和塞子的类型非常多样。 有金属,塑料,混合等。 但是在所有情况下,必须始终在容器的盖子上开一个孔,以容纳该颈部并将其固定在其上。
如果颈部/塞子是由塑料制成的,则通常通过压配合将其连接到孔上。 相反,如果该颈部是金属的-马口铁-则使用焊接进行固定。 图1显示了带有金属颈部/盖子的容器的示例:
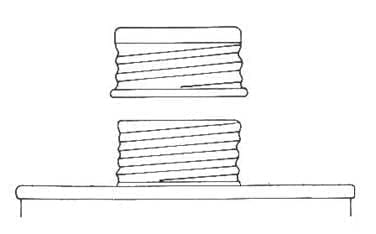
图nº1:装有金属颈部的容器末端
合金焊接
该焊接可以通过点进行电焊接,或者通过锡铅合金在颈部固定在容器盖上的穿孔上的固定区域中的贡献而更普遍地进行。 后一种合金通过包括喷嘴的设备熔融施加,该喷嘴在帽颈连接区域的外部点沉积液态合金射流。 该喷嘴在装有弹簧的内部针的作用下打开或关闭,该内部针通过电磁铁或气动系统激活。 当通过传感头检测到颈部容器的存在时,喷嘴起作用。
该设备由位于比应用层高的平面中的合金沉积物完成,并通过电阻加热。 合金在重力作用下流过与喷嘴连通的导管。 该导管必须通过电阻保持高温并进行绝热,以使合金保持液态。 活动结束后,必须清除电路以使其保持自由状态。
为了随后进行焊接并密封整个区域,必须事先在其上涂上剥离剂。 这也可以通过先前的喷嘴完成,汽提塔在压力作用下从罐中流到该喷嘴,并通过类似于合金使用的系统间歇性地施加。 整套设备安装在输送机上,容器通过输送机运行。
随后,使容器通过一连串的气体打火机,该气体打火机通过对焊接区域施加热量来熔化合金。 由于毛细管现象,熔融锡扩散到整个颈部穿孔接合区域,覆盖了暴露于钢的孔的切削刃,这可能会带来氧化问题。
钻孔
要准备稍后盖住颈部的盖上的孔,可以使用:
-第1次:在盖子制造模具中加入一些可刺穿并形成相同零件的零件。
-第二:从正常底部开始,在制造盖子之后执行此操作,并使用安装在配有底部进纸器的压力机上的专用工具进行该操作。
第一种选择更便宜,因为它避免了第二种操作,但是第二种选择更加灵活,因为相同的工具可以用于不同尺寸的封面。
我们将描述使该孔对第二种情况有效的工具示例。
用来将锡铅合金焊接的金属颈孔打孔到盖子上的穿孔通常具有图2º所示的形状。 它包括一个孔,外裙朝外。 可能的切割毛刺位于该裙板的内边缘。
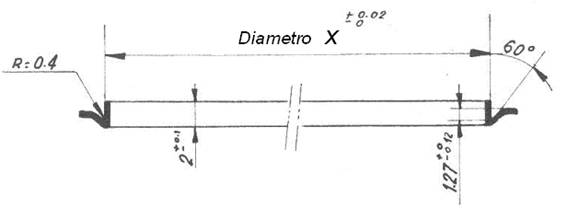
图2:金属颈部钻孔
外壳外径X它必须比颈部底部的内径小0.40毫米。 所述颈部将其容纳在孔半径为0.4的外凹槽中
工具
钻孔模具非常简单。 图3给出了一个示例。 其在其上部形成有切割冲头A,其冲头支架I通过螺钉A连接。冲头的切割直径为图2所示类型的穿孔,为约4毫米。小于它的直径X。 打孔器支架的内径与X值匹配。
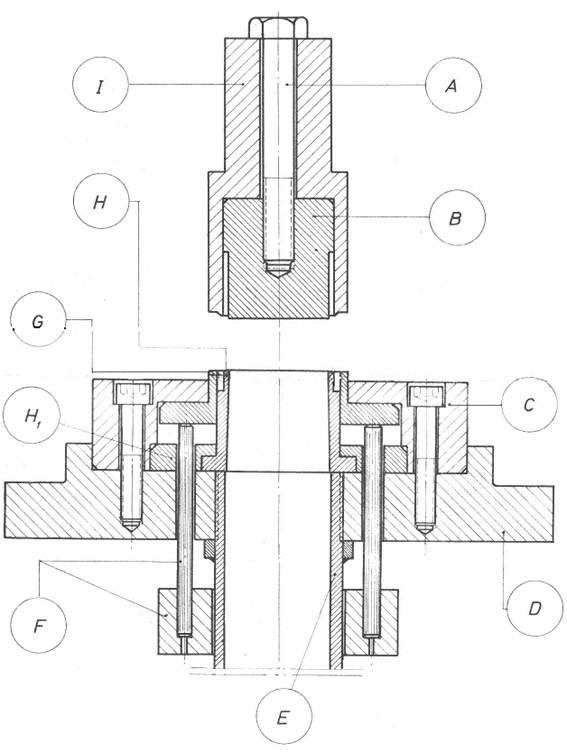
图nº3:金属颈部钻孔
下部由具有固定环H1,叶片环G,将组件保持在底座D上的部分C和低压系统的叶片H组成。
用来校准穿孔内金属的刀片H的外径值必须等于X减去盖帽金属厚度的两倍。 G形环柱塞的内径为X加5毫米。 其余措施的确定与所指示的措施成比例。
至于用于制造不同零件的材料,它将是具有高铬含量的不可变形的工具钢。 所有与马口铁接触的金属必须经过处理,硬度达到60-62 HRc左右,但冲头会稍软一些。 其余的可以用便宜的钢材制成。
质量检查
穿孔必须经常用适当的方法进行控制。 为此,将制定抽样控制计划,并使用两个量规来验证其直径和高度。
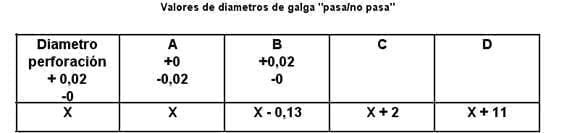
图4显示了一个简单的“通过/不通过”量规,对于检查孔的外径X非常有效。
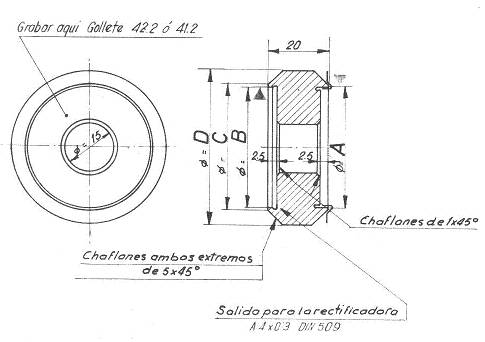
图nº4:用于控制钻孔直径的量规
要相对于要验证的X值确定大小,可以使用下表中反映的值:
 为了控制穿孔裙的高度及其相对于盖板的不平度,可以使用压力表,如图5所示。
为了控制穿孔裙的高度及其相对于盖板的不平度,可以使用压力表,如图5所示。
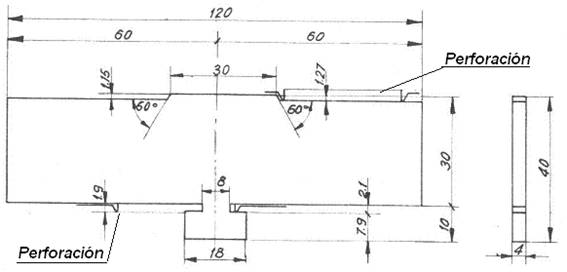
图5:钻孔高度控制表
评论
通过相应的修改,可以将类似于所述工具的工具用于旨在容纳塑料颈部/倒孔的孔。
该网站上还有其他关于塑料项圈的作品。














0条评论