
金属容器的物理阻力
从本质上出于经济原因,从开始使用马口铁和双还原钢开始,就对容器的物理特性进行研究就显得尤为重要,尽管钢铁公司的特殊利益也已介入其中,目的是使其标准化。这类包装用钢的生产过程中的改进过程。
考虑到不可能在由产品格式过程形成的集合与必要容器的厚度之间建立关系的情况,我们必须定义不同于该容器的另一种容器概念,但该概念将厚度,几何设计结合在一起以及钢的机械特性,只要我们的要求不超出正常使用范围,我们就可以在任何情况下确保容器的加工和处理的完整性。 即,评估容器的物理阻力。
因此,我们将定义容器所需的物理阻力,使其在任何产品制造后直至其估计的半衰期结束后的正常加工和处理条件下,保持不变形的状态。或直到将其打开以食用腌制产品。
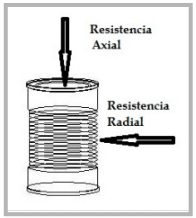
容器的物理阻力取决于容器抵抗径向和轴向力变形的能力,因此它们均不能引起其永久性破裂或变形。 这样,我们将定义两个干预物理阻力形成的组件:
1径向电阻(Rr)
它是沿着圆柱体的半径方向或在容器主体的壁上(横向于其通常的支撑位置)测量的,并确定在灭菌,冷却,贴标签和后续处理过程中要承受的压力。
2轴向电阻(Ra)
它根据圆柱体的轴线(在容器的高度方向上)进行赋值,并确定在存储和运输过程中要承受的应力。
容器设计具有三个固有的因素,它们直接干预测量克服两个阻力所需的努力所获得的结果:
- 材料厚度。
- 钢的机械特性(回火和弹性极限)
- 容器主体的设计(卷边的轮廓)。
这些参数中的每一个都或多或少地影响了两个阻力的实现,但从根本上讲,是珠的设计以较大百分比的方式干预了容器的阻力,因此其他任何因素的任何变化,这可能立即暗示容器的包带特性发生变化。
径向阻力
容器的径向阻力取决于以巴为单位的压力(1 Atm = 1,033 bar),该压力是指在不对主体进行镶板处理的情况下,即在不发生爆裂的情况下,容器在容器的法向轮廓上形成或多或少的平坦或凹陷的压力容器的主体。
容器所需的径向阻力,除其后续处理方式外,还取决于将要经历的过程。
在此过程中,必须考虑直接干预径向阻力的减小或增加的那些因素。 这些因素是:
- 封闭温度。
- 头部空间
- 灭菌和冷却过程(冷却背压)
- 操作(打击)。
这些因素中的每一个都以不同的方式干预容器的径向阻力。 我们继续解释它们各自对径向阻力变化的影响。
封闭温度会影响,因为在较高的封闭温度下,由于包装产品随温度的膨胀,会在容器中产生更大的真空。
顶空(产品和盖子之间的空气所占据的空间)的影响与上一个相反。 顶部空间越大,允许的扩展就越大,但是该空间受到净重(声明产品的重量)和法规的限制,并且必须小于容器高度的10%(2月订购) (1984年13月13日)。 (1 )
灭菌和冷却是必不可少的,因为必须通过适当的反压来控制这些过程,以避免由于缺陷(鼓起)或过大(拼板)而导致容器发生不可逆的变形。
最后,装满容器,清空篮子,堆垛,贴标签时必须小心,以免撞到容器壁。 使接缝变形的隆起充分地降低了容器的径向强度,并且一旦达到室温就可能被遮盖。
容器在不发生变形的情况下正确处理所应具有的最小径向阻力应至少比装满的容器的内部真空度高1 bar。 因此,在处理和关闭后,容器的内部真空度为例如0.2 bar,空容器的电阻应至少为1.2 bar。
轴向阻力
轴向阻力是由Kg-f决定的,即容器能够沿圆柱轴线方向支撑而不屈服。 它是衡量容器在存储(堆放)和运输过程中的阻力的量度。
考虑到正常的存储过程,我们将估计容器需要的轴向阻力。
例如,以正常的容器存储过程为例,在该过程中,我们堆叠了3个完整的½Kg罐的托盘,这些托盘为RO 425/73规格,其直径为73毫米直径,容量为420毫升,密闭高度为109.5毫米,包含每个托盘2880罐(10层,每个288罐)。
每个货盘的重量约为1440 Kg,三个货盘堆叠在一个仓库中,一个接一个地堆叠,总重量约为4320 Kg。
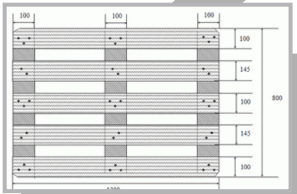
放置容器的托盘的设计较差(但不幸的是很常见),其下部支撑板的厚度在某些情况下不足,并且通常不能完全覆盖其表面,这使得其支撑在最坏的情况下,其表面仅限于所述板的九个支撑块的表面,而在其他情况下,它会由于轴向阻力而使容器部分支撑。
在最不利的情况下,如果我们估计每个木块的表面积是我们正在考虑的容器盖的两倍,则上述三个托盘的重量(总重量)将由最小18个容器,因此每个容器将具有我们可以估算为的重量:
4320/18 = 240公斤
虽然在其他情况下(例如在托盘车上运输)可能会在不均匀的地板上进行估计,但在其他情况下(可能需要使用集装箱),在存储条件下,每个集装箱240公斤的结果却被认为是最不利的情况。 ,更高的电阻。
另一方面,如果使用更多数量的支撑板来改善重量分布(并且具有足够的厚度,以使它们不会屈服于重量),则结果会更好,或者如果双头螺栓的表面变差,则结果可能会更糟。很小,不能完全容纳包装。
对于容器而言,最有利的假设情况是重量分布完全均匀,因此每个容器仅会承受紧接其上方的容器的重量,即30 x 0.5 = 15 Kg。 (4320公斤。在较低的288个层中总计)。
与前面的情况一样,我们必须考虑可能影响轴向阻力的各种因素,从而影响容器的最终性能。
首先,通过其制造中所用金属的特性来改善轴向阻力。 更大的厚度和更大的硬度(或弹性极限),使容器更坚固,但也使它更昂贵,尤其是厚度。
其次,轴向阻力会随着大头钉的形成而恶化(用于改善径向阻力)。
由于当前的趋势是用更薄的马口铁来制造容器(部分地将厚度的电阻替换为硬度的电阻),因此有必要优化平头钉的设计,以便将两种电阻有利地组合在一起,也就是说,他们说,它们改善了容器的径向阻力,并尽可能减小了轴向阻力。



0 Comments