
关于这些-或任何其他产品-您可以担任多个职位:
到)充满信心-无需进一步查询-所提供包装的质量,认为足以满足其预期目的。 因此,它不会建立任何类型的控制,只有在填充过程中或之后出现问题时,才向供应商提出适当的索赔要求。 这可能在几种情况下出现:
- 当您不想招致任何费用时。
- 供应商应得到的充分保证。
- 由于要包装的产品类型不同,风险很小。
b)安装接收控件。 为此,有必要建立规则,与供应商同意或不同意,以充分确定要遵循的程序并评估可预见的缺陷。 稍后我们将返回至此。
C)建立质量体系与供应商达成一致,谈判和完美定义。 为此,确定了容器制造商承担绝对安全的服务质量水平。 在这种情况下,不需要对其进行连续监视,而是需要进行零星审核以确认该协议已得到充分履行。
d)根据需要定义自己的系统。 这里有多种解决方案,例如现场采样,废物控制, ISO标准, 等等…
标准a)的使用越来越少,只有小型公司才能使用。 如今,任何担心产品质量的公司都会选择 b), c)或 d)。
例如,我们更详细地研究了可能性b),即建立“锡罐的接收标准”由一个包装工。 为此,我们描述了这些标准的草案。
在草拟该草案之前,需要指出以下几点:
—其中的数据应作为指导。 因此,AQL,批量大小,抽样计划等的值。它们仅是指示性的。 必须根据每种情况的具体需求进行调整。
-同样适用于缺陷分类列表。 也可以根据每个过程的具体情况来扩展或减少它们。
橡皮的接收规则锡罐
一,目的和应用领域
这些标准的目的是确定____________________________________________________________________________________________________________________________公司提供的锡罐必须满足的技术条件。
这些标准中指示的特性是最终的,并接受每种情况下指定的公差。
II。-基本材料:
II.1.-锡:碳含量低的扁钢产品,两面镀锡,通过电沉积涂覆。
II.2.-清漆:有机溶胶,乙烯基,环氧酚醛类或同等有机食品涂料。
II.3.-密封剂:一种特殊的水性橡胶和树脂进料溶液,用于在干燥后产生气密密封。 它必须承受容器的灭菌过程。
III.-缺陷的分类和描述
III.1.-缺陷的定义
III.1.1.- A类缺陷(严重):可接受的质量水平NCA = 0.40%(根据“军事标准”表-军事标准)
导致容器无法正常使用或影响产品或包装质量的缺陷。 它们包括所有影响密封性或阻止容器包装的物质。
III.1.2.- B级缺陷(严重):AQL = 4.0%
瑕疵会给存放它们的容器带来一定的风险,但在正常情况下不会阻止其本身使用。
III.1.3.- C类缺陷(次要):AQL = 6.5%
在不损害生产线生产过程或产品质量的前提下,影响容器外观的缺陷。
注意:不考虑由于处理或不利的运输条件(在卸货前,在工厂收到等之后)造成的明显缺陷。
III.2.-视觉缺陷的描述
III.2.1.-“ A”类缺陷
III.2.1.1.-包装
A.1 防漏容器(1)
A2 金属破损或穿孔
A-3错误关闭
A.4 法兰的重要变形使得无法封闭。
A-5完全没有内部清漆
A-6装饰错误,丢失或模糊不清
A-7室内装饰
A-8混装修
A-9内部附着的污垢
III.2.1.2.- TAPAS /资金
A.1 金属钻孔
A-2卷发明显变形,无法闭合
A.3 整个外围或部分外围都没有化合物。
A.4 内部附着的污垢
至5 室内装饰
A-6裂铆钉(易拉帽)
A-7切口破裂(易开盖)
A-8不带盖的盖子(易于打开的盖子)
III.2.2.-“ B”类缺陷
III.2.2.1.-包装
B.1 容器高度超出公差范围(2)
B.2 法兰轻微变形
B.3 外包装生锈
B.4 条纹内部清漆
B.5 在消毒之前或之后拆卸内部清漆。
B.6 内部缺少部分清漆
B.7 完全没有一种用于装饰的油墨。
B.8 装饰不良或偏心
B.9 内部污垢
III.2.2.2.- TAPAS /基金
B.1 卷曲受损
B.2 卷边外径超出公差(2)
B.3 卷毛高度超出公差范围(2)
B.4 变形或凹痕会导致生产线中断,但不会影响封闭效果。
B.5 内部清漆划痕或故障
B.6 外部氧化
B.7 变形的铆钉(易于打开的盖子)
III.2.3 .-“ C”类缺陷
III.2.3.1.-包装
C.1 身体损坏或殴打
C.2 底板变形
C.3 弱警戒线
C.4 皱纹的睫毛
C.5 颜色色调变化
C.6 染色的装饰
C.7 光刻吸水
C.8 装饰上的小划痕
C.9 部分缺少用于装饰的油墨之一
C.10 外部污垢
III.2.3.2.- TAPAS /资金
C.1 波浪卷发
C.2 复合重量超出公差
C.3 音调的严重变化
C.4 光刻吸水
C.5 装饰上的小划痕
C.6 部分缺少装饰用墨水之一。
C.7 外部污垢
等级
(1):通过使容器承受最小压力1 kg / cm2来控制密封性
(2):用游标卡尺控制的尺寸。
IV.-接收控制程序
IV.1.-批次定义
卡车中容纳的集装箱和/或盖的数量是照此计算的。
IV.2.-应用
它可以通过军事标准MIL-STD-105D(按属性检查的表和抽样程序)确定的统计抽样计划应用于每个批次。
IV.3.-抽样计划
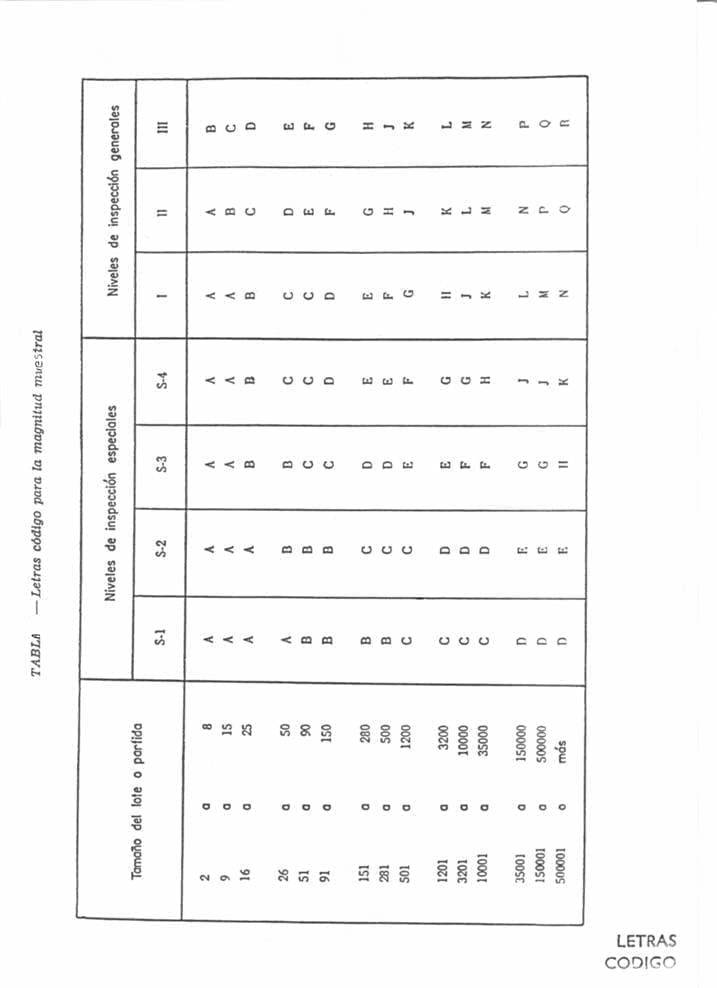
已知批量,抽样计划由检验级别I和正常检验的简单抽样确定。 (“常规检查级别”)。 请参见下表“样本量的代号”。 知道批次大小和检查水平,此表定义了确定大小或样本大小所必需的相应“代码字母”。
IV.4.-可接受的质量水平(AQL)
定义为货物中有缺陷的设备的最大百分比,这是根据所检查缺陷的严重程度事先在本法规第III节中确定的。
IV.5 样品定义
从随机游戏中抽出的一组单位进行检查。
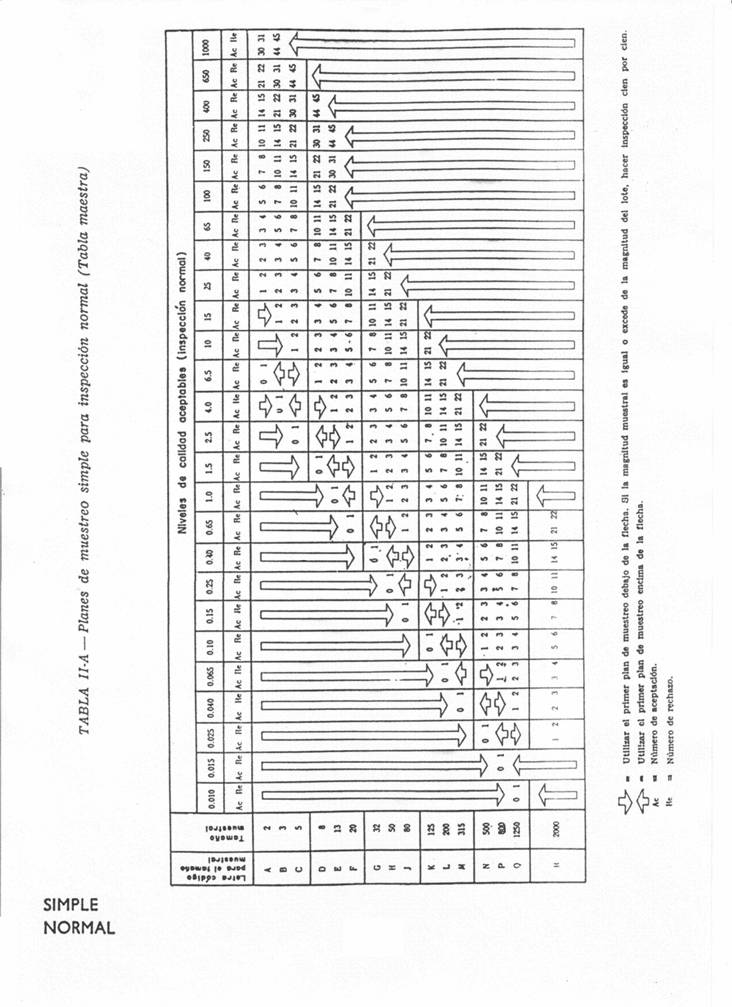
样本中包含的单位数称为SAMPLE SIZE。 其值通过附表II-A确定。 为此,有必要知道AQL(基于缺陷的类型在上面定义)以及我们已经基于“批或批的大小”(例如卡车)和级别确定的代码字母。第IV.3节所述的检查(I级) 抽样计划
表II-A根据AQL定义了决定该批货物是否合格的有缺陷样品的数量。
IV.6.-样本采集
了解组成批次的托盘数量 (B)并且一旦确定了样本大小 (C),将应用以下公式
A = 3C / B;其中A =每个托盘要取的单位数。
这意味着每3个托盘将被采样一次(第3、6、9 …)
如果小数分别较高或较低,则数字A将四舍五入为较高或较低的整数。
缺少完成样本数量的单位将从最后一个托盘中获取。
等级:
-为了尺寸测试,或具有破坏性,您可以从上表中选择“特殊检查级别”之一,例如S-1级
-必须用相应的容器和盖子技术表以及相应的军用表表来填写标准。 后者附在下面(仅在本草案中提及)。












0 Comments