
过去装饰机速度在 600cpm-1300cpm 之间,平均换标时间在 30min-45min 之间。
但随着罐头市场和需求的增加,生产速度不足以以较低的速度生产罐头,因此整个过程处于创新过程中。
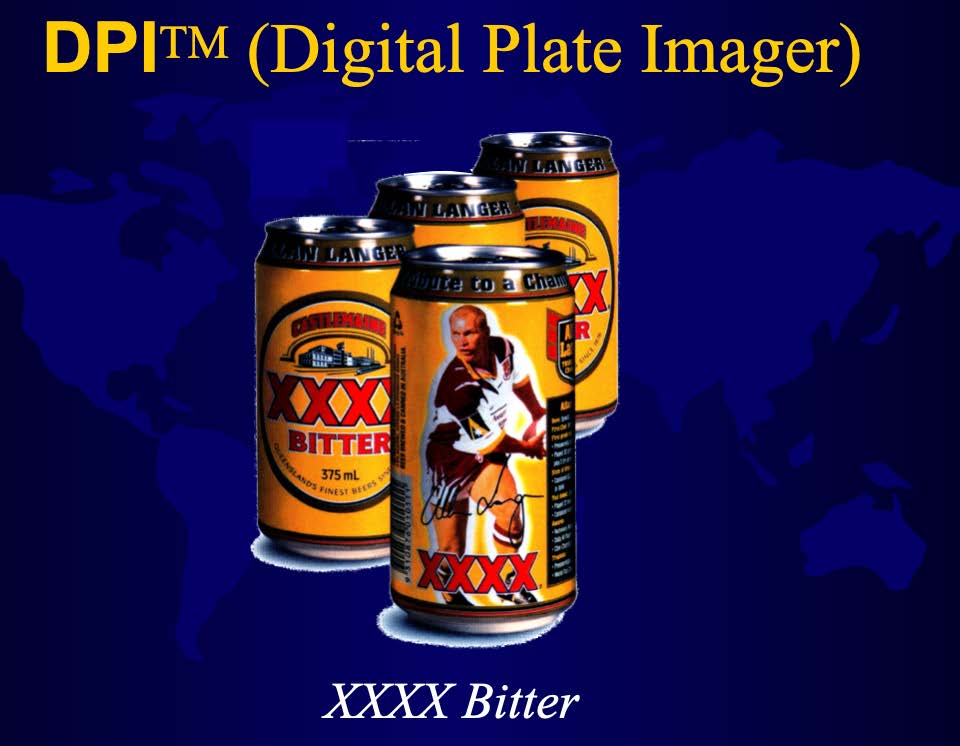
过去,标签只有4种颜色,设计没有现在那么复杂。 在 1970 年代初期,标签设计的灵活性极低,在 400cpm 时有 2 到 4 种颜色。 然后在 1980 年发生了很大的变化,因为您可以拥有超过 4 种颜色。
最多可以有 6 种颜色和 85 行/英寸的丝网印刷。 1990 年,印刷行业又向前迈进了一步,在罐头上进行了 6 色甚至 8 色印刷。 在这个阶段,设计变得越来越重要,可以以更高的速度将照片质量的图像打印在罐上。 从 2000 年开始,8 色印刷成为市场上许多不同设计和许多不同上光可能性的标准。
现在有了一项创新,即 DPI 技术。

这种新的发展现在允许每英寸有更多的线,在七十年代初期它只有 85 线/英寸,但现在有了这项新技术,每英寸的线数是 200 线/英寸。 现在,这个 200/英寸甚至更高的速度允许制罐机使用 1 磅 (.0014″) 字体以最小的正面印刷品印刷半色调。 但现在对罐头制造商的最大影响是更快的标签更换、复杂标签的速度提高以及利润潜力的增加。
– – 照片 – –
此外,板的成本降低了,现在可以及时制造板。 墨水库存减少,橡皮布和压印辊的寿命增加,最后印刷压力降低。 DPI 原理是印版在一个区域吸引墨水并在另一个区域排斥墨水的能力。 排斥墨水的表面和吸引墨水的表面。
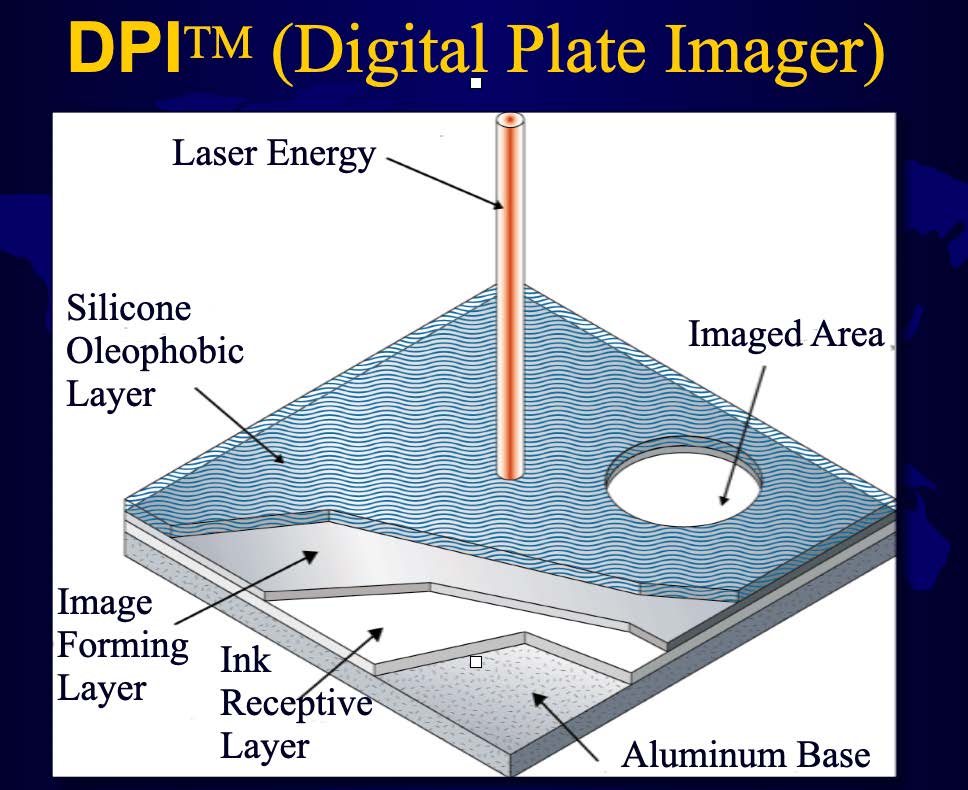
激光能量——激光能量
成像区域 – 图像区域
有机硅疏油层 – 有机硅疏油层
图像形成层 – 图像形成层
吸墨层 — 吸墨层
铝制底座 – 铝制底座
使用高功率半导体激光二极管会蒸发成像层,释放有机硅并暴露出吸墨表面。 印版实际上是平的,只有几微米将图像区域与非图像区域分开。 图像直接从计算机到印版,消除了许多可能引入缺陷的步骤,减少了重复次数。
数码、色彩打样——数码色彩测试
PEARL server with PEARL rip – PEARL server with PEARL rip
PEARL setter 成像模块 – PEARL setter Image Module
印前:图像输入、插图、页面布局 – 印前:图像输入、插图、页面布局
PEARL setter 成像控制台 – PEARL setter 成像控制台
—-
在此过程之后,它可以直接进入要安装的印版滚筒。
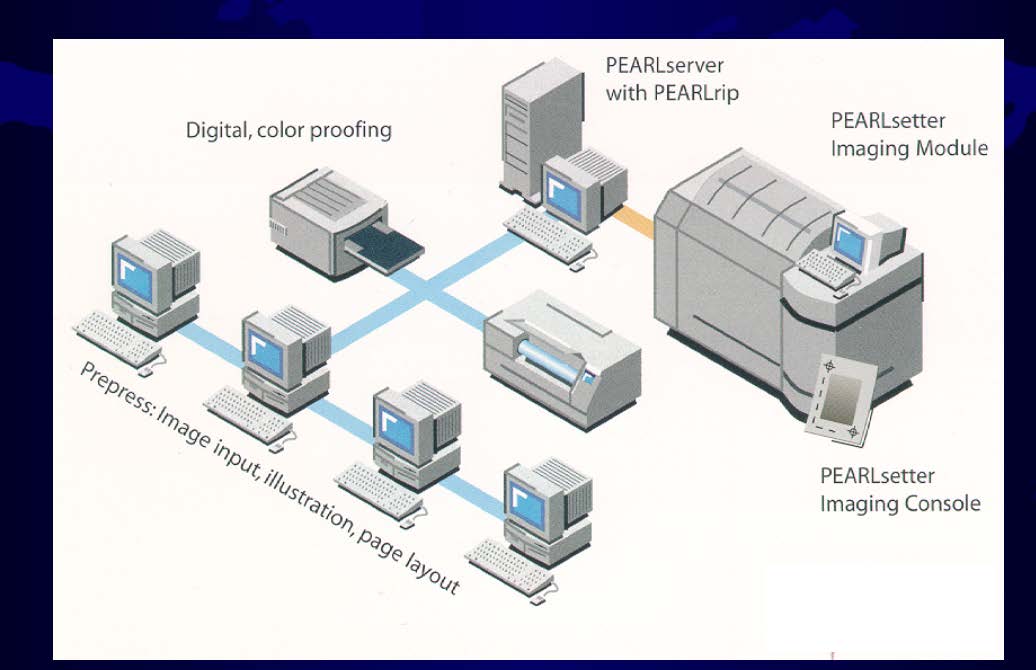
印版可以在 4 分半钟内完成,然后印版上印有图像的印版滚筒进入两片罐装饰机。
然后图像板将图像转移到橡皮布上。
Concord Decorator 上的所有印版都非常接近,因此使用 DPI 技术制作印版非常重要。
在当今的高质量印刷过程中,同样重要的是要使机器尽可能地无振动。
因为振动会导致网点增大和印刷压力过高,从而导致胶辊温度升高以及颜色转移污染和最后但并非最不重要的套准问题。
振动的效果是什么样的:

振动的影响 – 振动的影响。
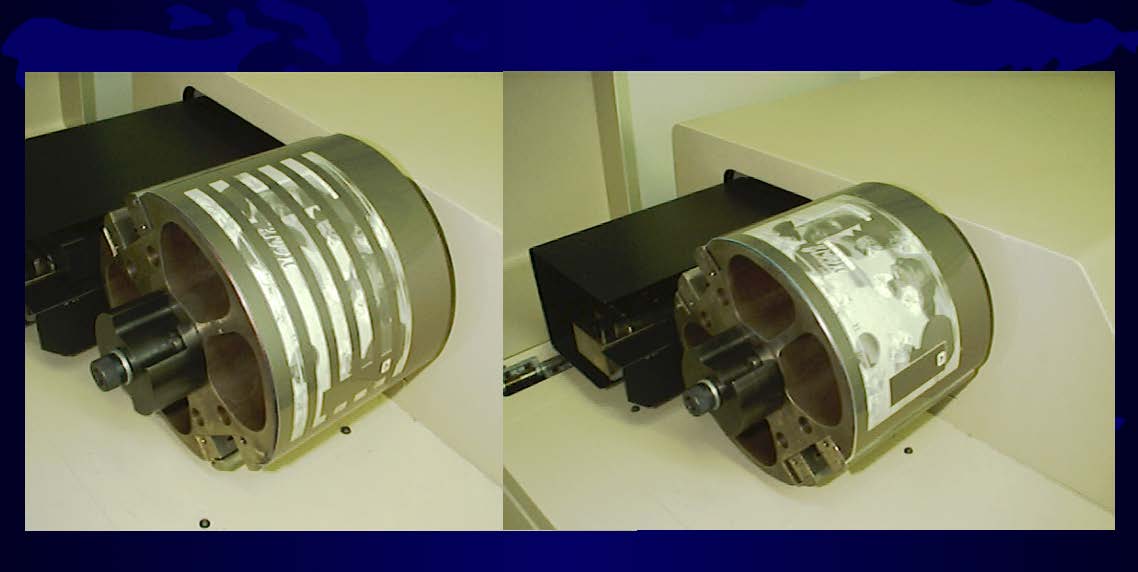
Rutherford 上的振动影响比 Concord 上更明显,因为有重 2.5 公斤的卡盘,Rutherford 移动重达 14 吨的整个车厢。 Rutherford 移动重达 14 吨的整个马车,因此 Concord 的打印比 Rutherford 更顺畅。
振动对印刷的影响——振动印刷对印刷的影响
清晰度 – 清晰度

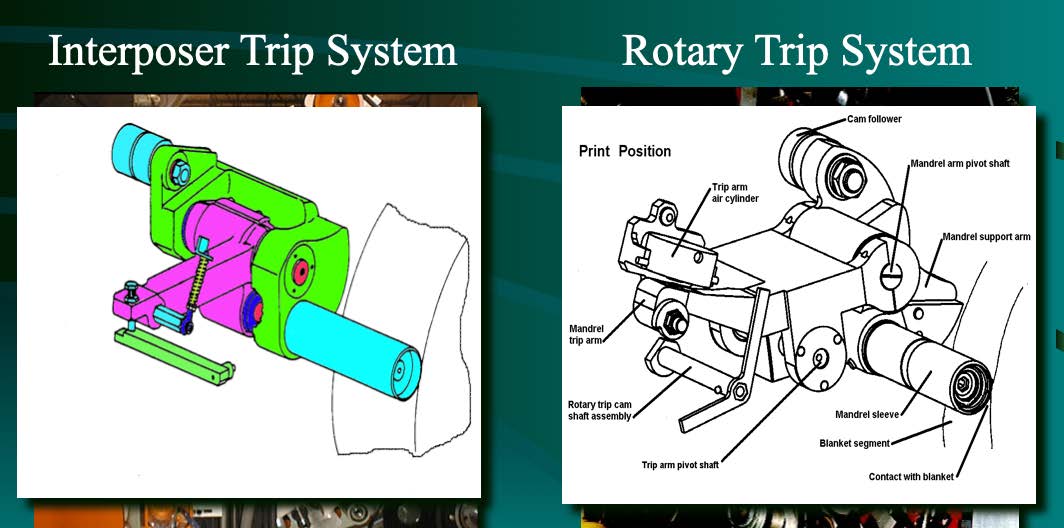
插入器跳闸系统 – 插入运动系统
旋转跳闸系统 – 旋转运动系统
- 打印位置 – 打印位置
- 凸轮从动件 – 凸轮从动件
- 心轴臂枢轴 – 心轴臂枢轴
- 心轴支撑臂 – 心轴支撑臂
- 心轴套——心轴套
- 毯子段——毯子段
- 接触毯子 接触毯子
- 跳闸臂枢轴 – 运动臂枢轴
- 旋转行程凸轮轴组件 – 旋转凸轮的旋转运动
- 心轴行程臂 – 心轴运动臂
- 行程臂气缸 – 运动臂气缸
此图显示了运动系统,其中只有运动臂向前移动以打印罐头,因此振动小于卢瑟福。
卢瑟福移动整个马车以达到相同的效果,但有一个很大的不同。
这张照片只显示了没有任何东西的推车,将安装更多零件,最终重量将在 14 吨左右进出,这就是振动的原因。
然而,最大的影响是印刷压力过大引起的网点扩大。

这种高印刷压力还可能导致压印橡皮布和成型辊压花。

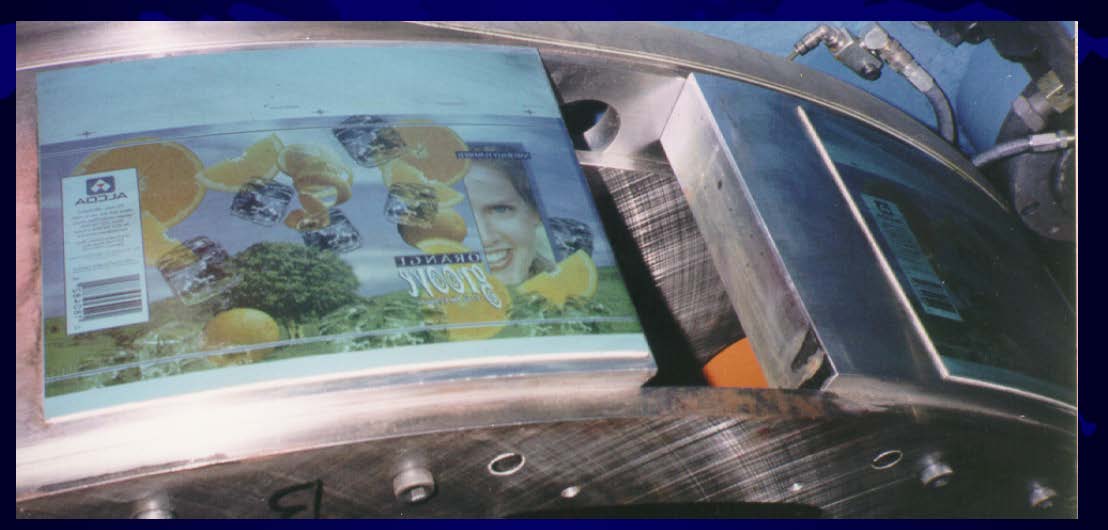
印刷压力的另一个副作用是图像拉伸,因为印版很长。
罐子的周长约为 8.1875″,图像的长度为 8.125″ 到 8.250″。
这在卢瑟福上略有不同,因为它们只使用一个板而不是圆柱体中的两个板。
卢瑟福夫妇更喜欢尺寸而不是规格,以实现正确的图像长度。
GEAR CONTACT: – 安装印版的压印滚筒的直径是否为 5.000″?
毯子规格是否为 0.076″ 至 0.077″ (1.95mm)? 如果任一较大,则齿轮接触将减少。 如果其中任何一个不符合规格,则橡皮布速度将不同于印版速度。 这可能表现为纯色和其他颜色之间的印版不匹配。 过大的印刷压力会改变纯色的印刷长度,根据您的规格向前或向后推动橡皮布。
尺寸必须为:最大 5.243 (133.172mm)
最小 5,240 (133,096 毫米)
超出此公差的任何尺寸读数都将归因于不符合规格的齿轮驱动印版滚筒的压印长度的变化。
以及印版滚筒的速度和橡皮布轮的速度之间的滑差必须相同,否则图像会出现斑点。
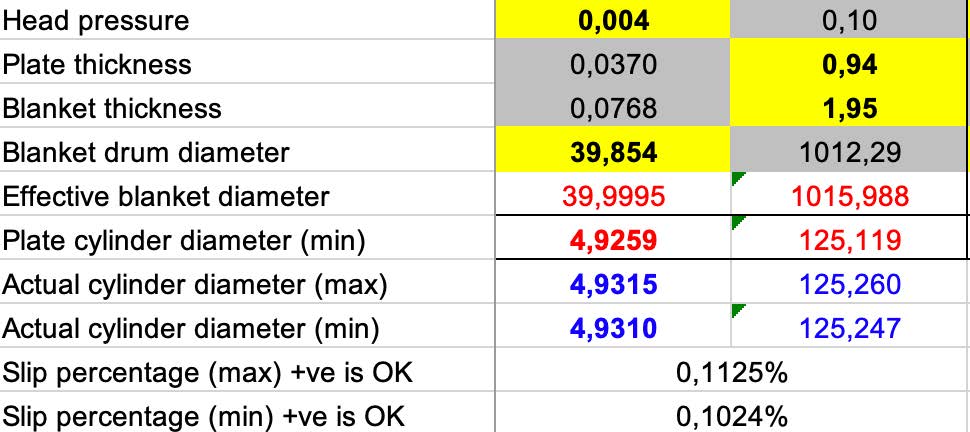
头部压力 – 头部压力
板厚——板厚
毯子厚度——毯子的厚度
橡皮布滚筒直径 – 橡皮布滚筒的直径
有效橡皮布直径 – 有效橡皮布直径
印版滚筒直径 (min) – 印版滚筒直径 (min)
实际气缸直径(最大)- 实际气缸直径(最大)
实际圆柱直径 (min) – 实际圆柱直径 (min)
滑动百分比(最大值)+ve 正常 – 滑动百分比(最大值)+vo 正常
滑动百分比 (min) +ve 可以 – 滑动百分比 (min) +vo 可以
目标是保持印版滚筒直径与印版接近 5,000″








0条评论