在大多数情况下,这种情况是任何罐头制造商都不想在他们的装饰器上看到的。
几乎每个罐头制造商都有不同的方法,但很可能他们都在做同样的事情来避免这个常见问题。
大家都喜欢加大印刷压力,把罐子印好就印好。 但有时这种高而过大的印刷压力会造成一些严重的损坏。 取决于所用装饰器的类型会影响这种高印刷压力。
卢瑟福将承受这种过大的印刷压力,直至卢瑟福无法再承受压力。
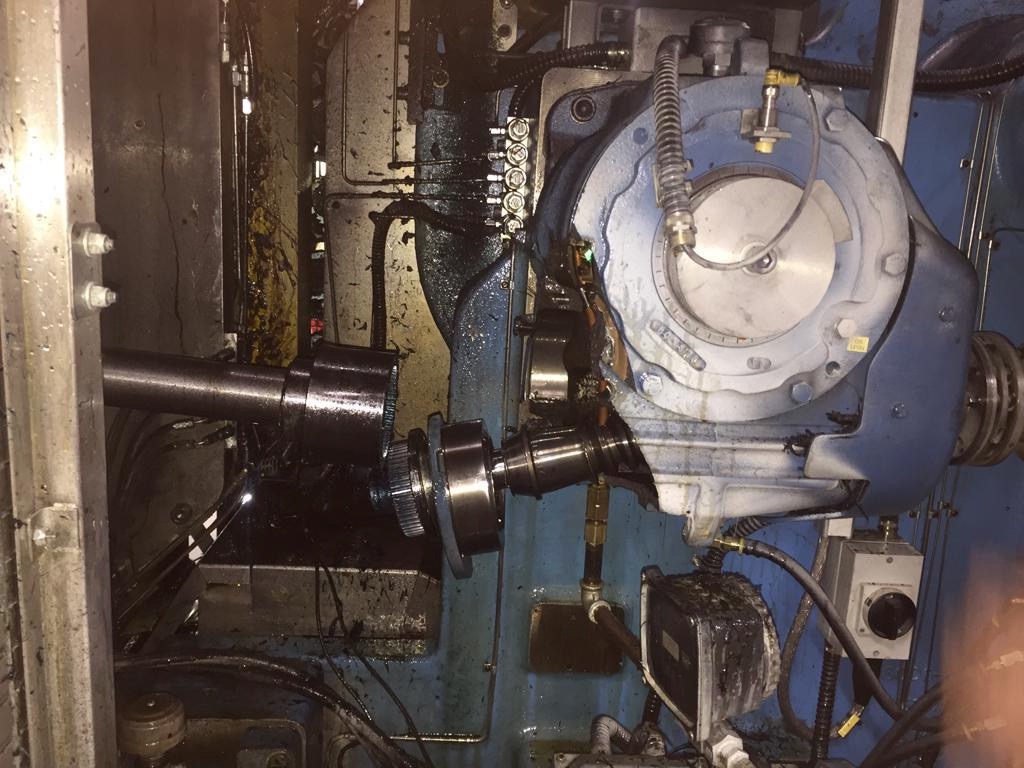
如下图所示,如果卢瑟福中的压力过高会发生什么。

由于这种过大的压力,后部的齿轮箱被损坏,主轴卡住并损坏 Mastercam,并导致再次维修成本很高。
现在看一下失败的原因,为什么会发生这种情况,以及可以采取哪些措施来避免这种情况。
我们知道Rutherford 是比Concord 更具刚性设计的机器,这两款机器的关键点在于卡盘圆度和平行度。
在 Rutherford 上一个好的卡盘圈可以减少印刷压力,在 Concord 上有两个因素很重要。
第一个是卡盘的圆度,第二个是卡盘臂的平行度。
现在我们可以看到我们如何检查这个以及需要做什么来确保印刷压力尽可能低。
在机器运行第一年后检查卡盘臂组件是否松动,此后每六个月检查一次。
如果使用高印刷压力(0.05 裸橡皮布段到裸心轴),应每 3 个月或在罐头印刷中开始出现空隙时进行检查
- 从卡盘上取下手臂之前:
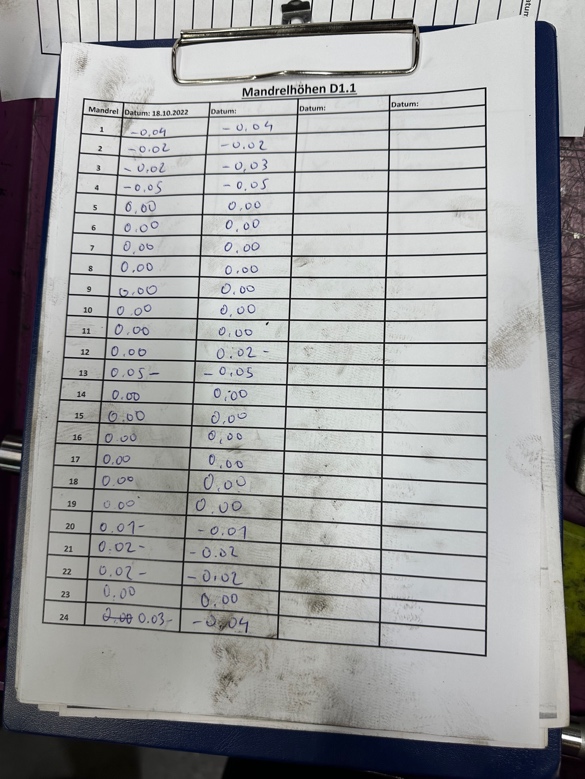
将两 (2) 个 0.001 指示器放在 #1 心轴上方,一个在罐头区域的开口端,一个靠近圆顶末端。 将两个指示器设置在卡盘的高点。 - 旋转卡盘转塔,同时观察和记录每个卡盘上的指示器读数。
这称为检查心轴的平行度。 如果任一卡盘的平行偏差超过 0.004 英寸,则可能会受到怀疑。
A. 击发臂轴或衬套/轴承区域磨损或损坏。
B.支撑臂轴或轴承磨损或损坏。
C. 卡盘、卡盘轴、卡盘轴承磨损或损坏,或
心轴臂。 - 如果卡盘不平行超过 0.004 英寸,并且已知卡盘臂衬套/轴承已损坏;需要更换卡盘臂。
注意:可以在花岗岩表面的工作台上检查夹头臂的平行度,将支撑臂轴插入夹头臂并用合适的调整块支撑。
通过适当的检查,可以使用卡盘臂支撑轴作为参考点在两个平面中检查卡盘固定情况。
这比检查炮塔轮更困难,功能读数也不会那么准确。 - 卡盘臂组件的拆卸。
A. 分别拆下两个止推垫圈 211245。
B. 拆下卡盘轴凸耳螺母后压出卡盘轴。
C. 压出凸轮从动轴。 (凸轮从动件允许轴向游隙。重拨跳动限制为 0.001)。
D. 移除假禁令密封外壳和假禁令密封。
E. 从支撑臂轴上压出盖子。
F. 压出支撑臂轴承。
注意:切勿通过卡盘臂梁施加力。 一直支持
在要拆卸的轴承的孔下并压出
轴承。 推动卡盘臂梁会造成损坏。
重要的:
不要从夹头轴或凸轮从动轴上拆下钢衬套
夹头的手臂。 如果这些衬套损坏,则必须报废卡盘臂。
G. 拆下卡盘臂止动螺栓。
H. 清洁重新组装手臂时可以使用的所有零件。 所有通道都必须没有墨水、清漆和碎屑。
此过程仅在操作 Concord Decorator 时,
卢瑟福只需要一个心轴圈,仅此而已。
在这两款机器上同样重要的是毯子部分的轮子,Concord 有一个可拆卸的铝制轮子。
卢瑟福有一个由铸铁制成的一体式。
万一卢瑟福的分段轮出现问题,则更少
修复问题的选项。
至于设计,修复损坏的部分是一个有限的选择,如您所见
以下。
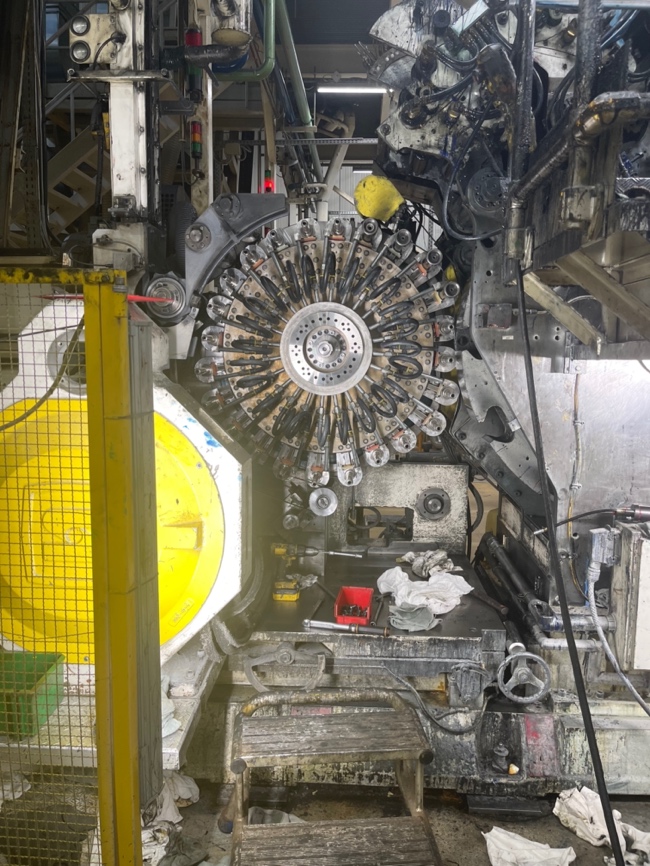
由于扇形轮是一个大件,有 12 个扇形

Concord 设计有一个不同的分段轮,它由可拆卸的铝制分段制成,如下所示。- 如果出现问题,可以快速更换,问题将很快得到解决。
图像
机器运行 5 年以上后,建议切割毛毯轮以确保一切完好。
现在看看我们如何在 Concord Decorator 上进行切割。
绝对有必要事先移除旧段,确定它们是否可重复使用,清洁并去除毛刺。 如果这些段超过 4 年并且
如果这些段的使用年限超过 4 年并且在其下方有 0.040 英寸的垫片,则应谨慎地认为它们已经过了使用寿命。 清洁和去毛刺部件位于橡皮布轮上的区域也应同样小心。 如果留下墨水痕迹,或者如果留下墨水痕迹或毛刺,这些部分将过早沉降并且打印质量将是不可接受的。 确保垫片已去毛刺(pn.302293 -.020 in.,pn.301710 -.010 in.)并将它们安装在橡皮布段下方。 将毯子段拧紧至 30 英尺。 磅。
此清洁所需的平均时间为 4 至 6 小时。 将橡皮布轮转动到制罐厂规格所需的平均时间为 4 小时。 完成此操作至少需要 8 小时的停机时间。
挡住机器的力量!
断开墨水驱动器并用塑料或纸板覆盖墨水。 从 3 号着墨器上拆下着墨辊。
拆下涂漆的齿轮组件、橡皮布轮、门护板和立柱。
使用第 3 站的圆周手轮,定位压板滚筒驱动齿轮的钢部分,使其与小轮大齿轮啮合。 (注意:nylatron 齿隙齿轮不得与环面齿轮啮合。)
通过使用印版滚筒齿轮上的指示器并调整 #3 印版滚筒上的印版压力止动螺栓,将环形齿轮和印版滚筒齿轮之间的齿隙设置为 0.008。 调整间隙后,确保所有印版滚筒驱动齿轮与环面齿轮啮合,以紧密模拟印刷模式。 此时 nylatron 齿轮应与环面齿轮啮合。
在干净的印版滚筒轴上安装干净的印版滚筒。
(无磁性)
为此,将切割装置安装在底板上提供的孔中。 在旧机器中没有孔。
在这种情况下,需要使用磁底钻从底板右端钻出 2 5/8-11 x 1 英寸深的孔,分别为 55 ¾ 英寸和 59 ¾ 英寸。 底板与操作员一侧的距离为 2 ½ 英寸。 仅在锁紧垫圈此时开始压扁之前拧紧安装螺栓。
注意:切割附件必须小心地摆正并安装到橡皮布段上。 这是通过在设备的切割区域安装一个指示器并将其穿过该段的打印面来完成的。 用靠近底座的操作员侧的螺钉调整夹具,直到该段从后到前指示“0”。 拧紧设备安装螺丝并重新检查。 在此之后,锥度配合应平行于分段的前缘。 对段前缘的指示器执行相同的步骤。 切割装置操作员侧的顶部和底部有两个顶紧螺钉。 操纵这些升降螺钉,直到设备位于前缘的“0”处。 重新检查打印面的读数。 必要时更正。
将切割工具安装在夹具中并将其拉向橡皮布部分。 应调整工具以进行最小切割,大约:0.001 英寸。 这将允许您重新调整适合该段的锥度(靠近板的气缸操作员侧)。 用塞尺测量印版滚筒和橡皮布的一部分,以确定正确的锥度。
警告:您将在未经校准的区域工作,请格外小心
现在可以恢复供电,装饰机以 800 或 1000 cpm 的速度运行,使用以下公式将毛毯段切割成制罐厂规格:
图像上的板厚 0.032
橡皮布厚度 + .077
.109
在橡皮布上打印图像 – .004
成品间隙 .105
此示例表明,通过切割橡皮布段和裸印版滚筒之间应获得 0.105 英寸。
最高质量的印刷需要尽可能精确地控制印版图像的厚度,并且只使用最高质量的橡皮布。
注意:下一步将使此过程增加 3-4 小时。
如果要切割替换段,请以 180 度移除两个已完成切割的段,并在它们被移除的确切位置标记要安装的段。
在要切割的两段下方安装 0.015 英寸垫片作为备件。 使用上面的示例,替换段将被切割成 0.100 英寸。橡皮布轮和印版滚筒之间的间隙,操作员端的内束为 0.0005 英寸。 拆下替换环和垫片并重新安装原来的环。
使用替换段时,需要用大约 0.010 英寸的垫片对它们进行垫片和调平。
去除所有橡皮布部分的锋利边缘。
转动夹具 – 转动夹具
这现在向我们展示了 Rutherford 和 Concord Decorator 之间的区别。






0 Comments