
介绍
在金属工业中,经常购买或更换已经制造的组件(电话,易打开的盖子,气雾罩等)。 这可能发生在容器制造商之间,因为其中一些容器制造商专门研究组件,或者发生在金相学家和包装工人之间。 对于这些情况,以及简单地在罐装行业中正常供应带有松盖的罐子,有时最好为这些已经制造的组件建立质量控制系统。
这个主题已经在工作中涉及了,
,发布在本网站的“技术信息”部分的“控制”部分。 现在,我们打算对监控顶部/底部的尺寸质量的特定问题进行更深入的研究。 此处描述的内容甚至对于将控件直接安装在金属车间制造车间中也是有效的。
由于上述工作已经解决了这些问题,因此我们将不讨论缺陷的定义,抽样计划,质量水平等。 出于相同的原因,我们也不会处理资金可能存在的视觉缺陷。 我们将专注于可以通过特定测量来控制的参数,提供尽可能简单地进行这些测量的方法。
当前有非常复杂的控制手段,可以使基金的主要水平实际上被自动衡量。 由于这些设备的高昂成本,只有在工作量很大时才有理由使用它们。 这意味着对于小公司而言,收购它没有多大意义。 此处说明的过程使用简单且便宜的工具,并且是针对后一种类型的公司设计的。
控制参数
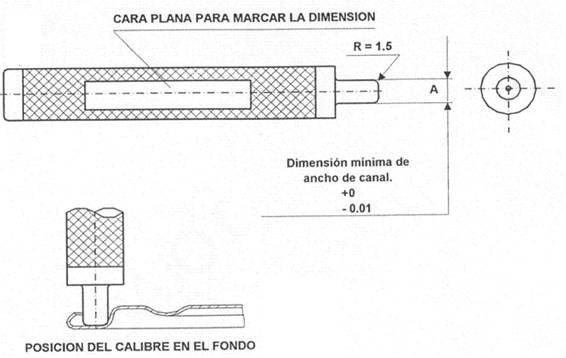
我们将分解哪些是必须控制的基金的基本措施。 为此,我们将依靠第1号图形
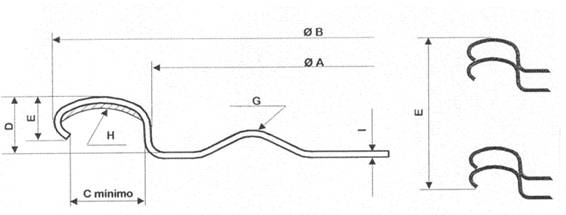
图1
下表总结: a)要采用的尺寸-用与图中相同的字母标记- b)他们反映的概念和 c)在这些测量中使用的正常公差。 关于马口铁的厚度和回火,我们参考现行的国际标准。 通道宽度没有公差,控制量规标记其最小值。 后面板的配置文件将是双方之间达成的协议。
|
COTA |
概念 |
公差范围 |
| –
– 到 乙 C d 和 G – |
马口铁厚度
锡硬度 碗直径 外直径 最小通道宽度 铲斗深度 2英寸(50.8毫米)的瓶盖数量 面板简介 复合重量 |
根据标准
” + 0.05毫米 + 0.20毫米 – + 0.15毫米 + 2个 – + 18.5% |
还有其他一些参数可以测量,但是我们不将其包括在内,因为它们要么更复杂,要么可以在已经在Web上发布的文章中遵循,例如:
-a。-镀锡。手表:
-b.-内部和外部清漆的装载。手表:
-c.-铲斗壁的半径。 尽管进行正确的测量很重要,但要进行准确的验证则需要复杂的方法。 如果背景的制造模具维护得当,则不应显示变化。
因此,让我们考虑我们已经有一个完整的表,其中包含要控制的参数的值。 如上所示,可以在公差列中添加每个尺寸的数量。 在他的带领下,我们可以开始控制。
厚度
目的:确保底部具有足够的机械阻力。
测量仪器:带有细或半球形点的千分尺,最好是数字的。
方法:直读
硬度
目的:确保底部具有足够的机械阻力
测量工具:配备了罗克韦尔HR 15T和HR 30T秤的硬度计。
方法:分别参见设备手册。
纸盘直径“ A”
目的:在关闭过程中,检查卡盘是否能正确安装在底部。
测量仪器:根据图号2:铲斗直径的“行进/行进”口径(卡盘调整):
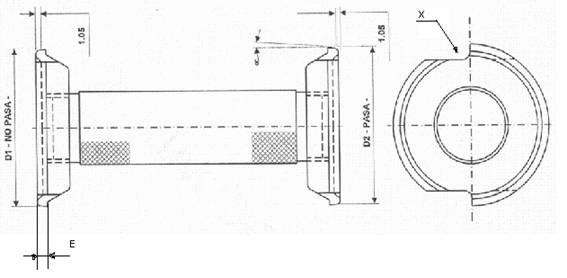
2号图
该量规由两个类似于两个心轴的板组成,直径不同。 它们中的每个都有两个相对的凹槽“ X”,这使得可以检查凹槽是否正确放置在盖子托盘的底部。 要计算其测量值,必须从相应的闭合心轴的值开始-见图nº3-并应用以下公式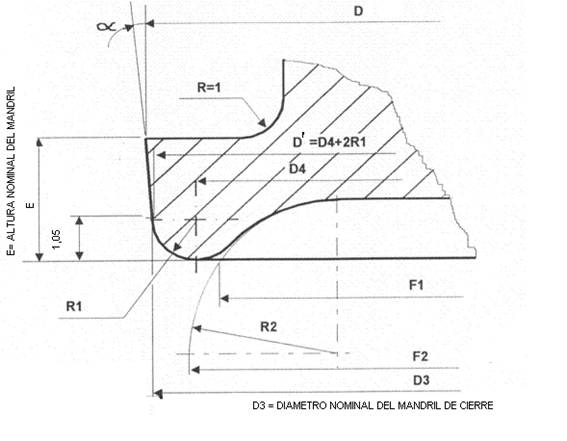
图3
D1(“不通过”直径)= D3(卡盘的公称直径)+ 0.03毫米。
D2(直径“通过”)= D3(卡盘的公称直径)-0.12毫米。
+0.02
直径D1和D2的公差为-0
量规的两块板的其余测量值与心轴的测量值相同。 甚至可以用破旧的卡盘来准备菜“合格”。
方法:
—口径“不及格”:检查盖子是否太大。 在平坦和水平的表面上,使量规倾斜于盖子托盘上凹槽的90°区域。 稍稍用力将其完全放在托盘上,然后通过凹槽检查仪表的半径是否正确地支撑在盖子托盘的半径上。 如果盖子掉落,则将其垂直抬高。
—口径“通过”:确定盖子是否太小。 以与上一个案例相同的方式放置仪表。 如果盖子掉落是可以接受的,如果用压力计将其升高,则将其在垂直位置升起太小。
外径“ B”
目的:防止在投入资金时出现问题。 如果其外径超出测量范围,则可能导致进纸器,导轨,星形等卡塞。
测量仪器:底部外径的“通过/不通过”量规。 参见图4:
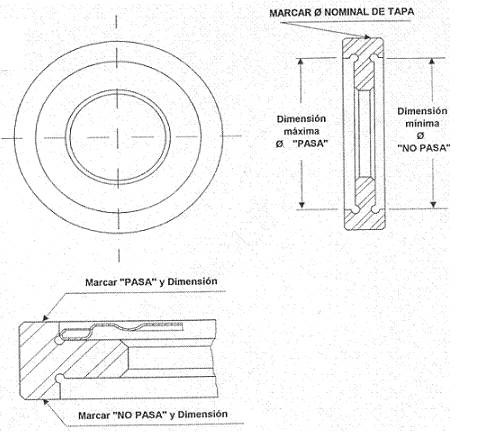
图4
它有两个外壳,直径和恐惧程度都比盖子外侧的外壳略大。 确定其值的公式为:
+0.02
最大直径“通过” =盖“ B”的外径+ 0.21 /公差-0
+0
最小直径“不通过” =盖子“ B”的外径-0.21 /公差-0.02
方法:呈现两个方向的每个面的已通过资金的“合格”,“不合格”。 资金不应在“不及格”侧进入住房,而应在“不及格”侧进入住房。
替代方法:通过卡尺直接测量。
最小通道宽度“ C”
目的:确保在关闭操作期间,阀体法兰位于盖翼内部,且不会干扰盖的卷曲
测量仪器:根据图5的最小通道宽度规
5号图
方法:
-如图5所示,将量规垂直插入卷发和盖子托盘壁之间。
-通道宽度必须足够大,以允许压力计在底部的整个周长上自由移动。
替代方法:通过游标卡尺直接测量。
托盘深度“ D”
目的: 查看
a。-闭合的心轴会正确地穿透盖子
b.-容器的容量将达到预期
测量仪器:在市场上获得或准备量规,如图6所示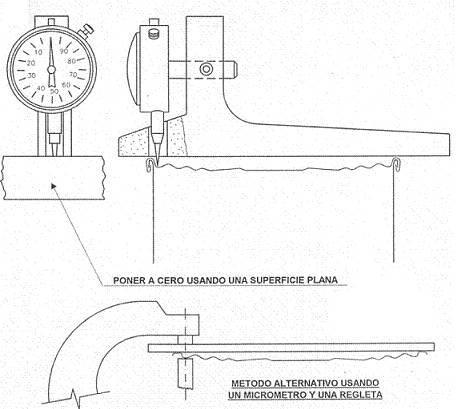
方法:
-将千分表在平坦的表面上设置为零
-检查从量表上取下量规后,探头的路径是否允许其达到大于要测量的托盘深度的值。
-将量规的底座或支撑尺放在底部法兰上,尝试将其沿直径方向放置,并使探头与铲斗区域的底座接触。
-稍微移动量规,直到找到刻度盘上的最大读数点。 至此,我们将获得所需的措施。
触控笔应打细且足够长。 为了使要测量的底部具有稳定且牢固的位置,建议将其放在具有相同直径的法兰主体上。
替代方法:如图6所示,用千分尺和试纸条进行测量。 读数必须扣除带材的厚度和锡的厚度。
2英寸(50.8毫米)“ E”中的帽盖数
目的:间接确定盖的卷曲高度是否符合规定。 这样可以确保资金顺利通过封口机并正确关闭。
测量仪器:控制盖规的数量为50.8 mm,如图7所示。
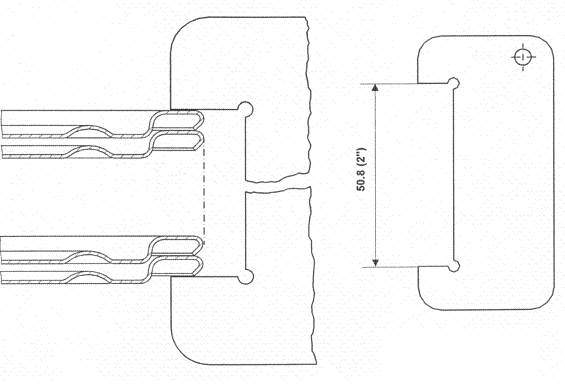
7号图
方法:
-插入足够数量的盖子,以无压力或无间隙地填充量规槽。
-计算适合的资金数量
替代方法:在卡尺上将测量值设置为50.8 mm,并将其自身用作量规。
背景面板配置文件“ G”
目的:在使用容器时,请确保底部的适当性能。
测量仪器: 视觉的
方法:直接观察
复合重量
目的:验证底部机翼中所含化合物的重量是否符合规定。 该复合物执行确保密封件密封性的重要任务,因此以适当的量存在是至关重要的。
测量工具:具有mgrs精度的实验室天平。
耐热容器
热源
温度计(0至100ºC)
方法:
-原理:有无复合型基金的权重差异。
-示例:随机抽取四个背景。
-试剂:96º酒精的50%水溶液。
– 顺序:
-对资金进行编号,然后一一权衡。
-将它们浸入试剂约2或3分钟,保持浴温约2℃。 90度
-擦拭混合物直至其分离,以免损坏内部清漆。
-为了完全消除化合物,可能需要在钳子的帮助下将机翼平放并重复操作。
-一次又一次权衡资金。
-通过差异确定每个化合物的重量
-计算四个读数的算术平均值
评论
尽管在某些测试中通过直接测量指示了一种替代方法,但最好使用卡尺,因为具有以下优点:
-具有恒定的标准,并消除测量误差的可能性。
-易于执行。 非常简单的员工培训。






0 Comments