在本文件中,我们将继续介绍铝罐行业的关键绩效指标,重点是生产线上的废物控制。
示例中我们将使用上述出版物中介绍的 “标准生产线”。生产线包括 1 台 15 英寸拔罐机、10 台 400 立方米 BM 机、1 台清洗机、2 台 2000 立方米印刷机、10 台 400 立方米 I/Spray 机、1 台 3.400 立方米 Necker 机、1 台 4000 立方米码垛机。
我想谈的第一点是如何计算生产线上的浪费。
分母标准是批准的总罐数,即只批准销售的好罐,而不是总产量。
整条生产线当月的总损耗量将根据生产的杯子总数和批准生产的罐子总数计算如 下,即:每月损耗量 = (杯子总数)/ (批准生产的罐子总数)- 1。
如果一家工厂在月底生产了 1.03 亿个杯子,码垛机的产量为 1.01 亿个,批准销售的罐子数量为 1 亿个,HFI 为 100 万个:当月浪费 = 103/100 – 1 = 3%(计算出的当月浪费)。
在监督系统中,我们通常无法计算 HFI(待检罐),即由于某些不合格情况而被质量部扣留的罐子,通常在 MRP 系统(SAP、BPCS 等)中进行控制。因此,我们建议在监控系统中采用码垛机生产的总罐量作为分母。
为了掌握每个生产阶段损失的易拉罐总数,我们需要制定一些测量标准,我们将为每个阶段提出建议:
我们可以认为,丢杯总数等于一次冲程总数 x 冲压出杯数,因此,如果在所考虑的期间内,一台冲压机的操作员总共进行了 20 次冲程,那么在此过程中就会丢掉 300 个杯子。产量的计算方法是总冲程 x 总出模数。
罐身熨烫机 – 重新绘制和熨烫罐身壁。绝大多数 BM 都有进杯计数器,因此我们可以将进杯总数作为生产输入,将安装在修边机之后的罐身计数器传感器测量的总数作为输出,测量 BM + 修边机组的废料。理想情况下,还可以通过安装在落杯漏斗中的传感器来测量杯子的数量,该传感器安装在取杯门之前,因此在出现金属问题的情况下,可以计算出由于 HFI 线圈(短罐问题)而移除的杯子总数。如果您想知道因 HFI 线圈而丢弃的杯子数量,可以检查送入 BM 的杯子与传感器测量的杯子之间的差值。这些因 HFI 而损失的杯子可以在以下表格中显示
诊断 – 拔罐器。

对于每台机器,在 “卸料门堵塞 “门之后,每台修边机出口门上的易拉罐传感器可让系统计算总杯数与离开修边机的易拉罐总数之间的差值。每台机器的废料是废罐总数乘以修边机后离开机器的罐总数的结果,但在 “概览 “屏幕中,我们用 BM 的废罐总数乘以码垛机的总产量来衡量车身制造流程的废料。
由于修边机的性能高度依赖于其共轭 BM 生产的罐子的质量,因此 BM 之间出现废料差异是很常见的。因此,我建议在 “概览屏幕 “中提供每个 BM/切割机的基本数据,供主管查看。从本文件提供的屏幕示例中可以看出,平均值与 “概览 “中显示的值并无差别。
清洗机 – 易拉罐的表面喷漆准备在清洗机的生产过程中很难做到准确无误,俗话说得好,不测量者不控制,测量失误者会失控,因此我建议在返回清洗机入口之前,通过检查和清除损坏的易拉罐,对回收系统中的倾倒易拉罐和废弃易拉罐的总数进行监控。损坏的易拉罐被弹出后,将计入洗衣机的损耗量,而回收的易拉罐总数将用于跟踪是否存在问题。正常情况下,倾倒的易拉罐总数较少,每天少于 10,000 个。如果回收量超过这个数字,则可能是 BM 和清洗机入口之间的传送带出了问题。如果修边环卡在死板上,一个班次可能会损失超过两个托盘。
喷嘴位置不正确或堵塞也会造成巨大损失,以及质量问题,例如 ME,当过多的翻转罐进入或掉入清洗过程时就会出现这种问题。
如果在洗衣机中回收 10,000 个罐子,那么在运输过程中压碎 1,000 个罐子是很正常的。这种控制也很重要,因为罐口破损的易拉罐由于受到翻倒易拉罐的压力,会在打印机中产生多余的行程,从而在打印机中产生更多的废物。因此,对清洗机所列内容的控制非常重要。

印刷机 – 在易拉罐上贴标签和上光油我们建议使用易拉罐计数传感器测量进料和出料,1 个传感器位于印刷机进料口,1 个位于单通道启动料斗,另一个传感器位于传送轮之后,另一个传感器位于针式炉之后的剥离出口。应测量打印机和针式炉的损耗。
与 BM 一样,每台印刷机的输出都显示在 “概览 “屏幕上,而印刷机和针式烘箱的废料则分别由 “剥离 “输出计算得出。印刷过程中的废料将通过 “概览 “屏幕中显示的两台印刷机/针式烘箱的总和乘以码垛机的输出来计算。
每台印刷机的个性化设计使其更容易发现两台机器之间的差异–针链上的针弯曲或针尖损坏会导致许多罐子掉落!
内部喷涂(LSM’S)–内部喷漆 对于内部喷涂,建议在每台机器的输入料斗处安装一个罐数传感器,并在每台机器的输出料斗处安装一个罐数传感器,在 “卸料门堵塞 “窗口之后,让系统计算每台机器输入的罐总数与输出的罐总数之间的差值。每台机器的损耗量将是丢弃的易拉罐总数乘以离开机器的易拉罐总数。在 “概览 “屏幕上,我建议用所有机器报废的易拉罐总数除以码垛机的产量来衡量 I/Spray 过程的浪费。
I/Spray 设备之间存在较大差异的情况并不常见,因此我认为在 “概览 “屏幕上显示一组 I/Spray 设备的平均值就足够了,如果主管认为有必要对设备进行更详细的查询,他可以点击其中一台设备,并通过 “诊断 – 内部喷涂 “页面访问带有每台设备个性化数据的整体评估集。
NECKER – Necker 成型、法兰和电子质量检测在此示例中,我们认为 Necker 已完成,可生产 211×413-202 罐,L.Tester 和内部光学检测器安装在 Necker 内,以 3,400 c.p.m 的速度运行,这将是生产瓶颈,因此其 OEE 反映了生产线的 OEE。
我建议在单通道料斗中安装一个传感器(在示例屏幕中标注为 SF1S3),并在隧道出口车道的内克尔之后安装另一个传感器(V3S3),以监测入口产量。
检查员剔除的罐子总数由 Necker 的 PLC 控制,可以直接从其 PLC 中获取,操作员通常也可以从设备的人机界面上获取,因此输入和输出罐子计数器之间的差额,加上检查员的总和,都归因于工位之间的传送堵塞。如果主管点击 Necker,他将在 DIAGNOSTICS – NECKER 页面上访问 Necker、L.Tester 和内部检查器的所有详细数据,以及每个工位的传送卡纸情况。
最后是码垛机,虽然这也会造成浪费,但我们在 “概览 “屏幕上看到的将是来自标签验证系统的数据,该系统会弹出 922 个可能带有不同标签或与标签标准有显著差异的罐子。码垛过程中的任何损失都将是运输机的数量。
码垛机的生产是以生产层数为基础的,如果我们看一下码垛机中显示的生产数据,我们有 466 个托盘,但在表格中的生产值却有差异,因为我们有一个托盘还在加工中。在码垛机中只显示完整托盘的选择是,通常每天的生产目标是已批准生产的托盘数,而在汇总表中的实际生产是当天的数据。
接下来是 “概览 “屏幕,为轮班主管显示生产线的概览。
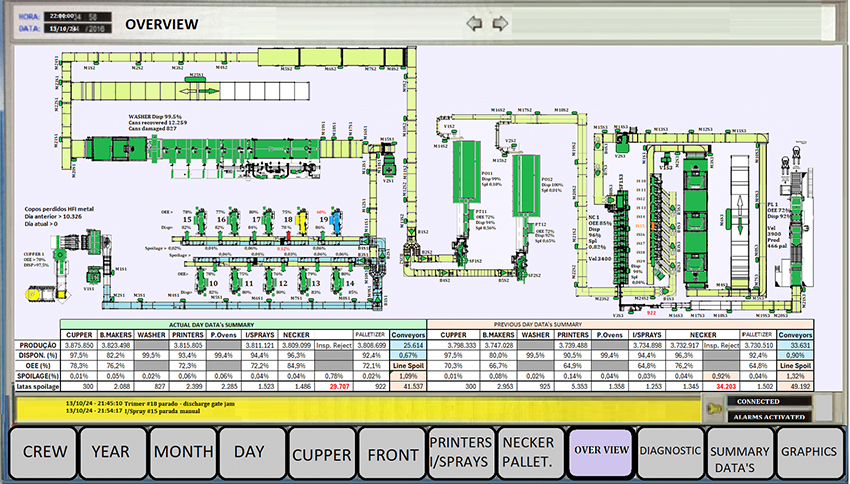
我们在 “概览 “中看到了所有设备的基本数据,以及生产线当天和前一天的数据汇总表。我们可以看到,如果将码垛机生产过程中损失的所有易拉罐加起来,与 “输送机 “中记录的拔罐机生产的易拉罐相比,还是有差别的。
当天的线路废物将限制在 CARRIERS + 线路废物的总和,这可以从前一天继承的罐子中获益。
CARRIERS “数据占当天的 0.67%,并不全是废弃物,但有相当一部分可能是倾倒的罐子,因为我们看到内克尔蓄能台几乎是空的,如果与前一天相比,”CARRIERS “的数量要高得多,这让我们相信它收到的蓄能台是满的,但也有大约 10K 个带线圈 HFI 的丢失的杯子,我们也可以看到这一点。
输送机的很大一部分是在 IBO 和输送机上倾倒的罐头,因此对这些数据进行测量和监控非常重要。 了解前一天和当天的宏观情况,对于采取必要行动改善当天的绩效非常重要。
从前一天的数据来看,车身制造机的性能较差,可能与金属问题有关,而印刷机的性能显著下降,可能与前一天受到更复杂标签的影响有关,尽管当天的 PT12 与 PT11 相比有一些差异,但总体性能符合预期。但是,车身制造部发生了一些情况,需要主管予以关注,因为全天都有一名车身制造 员在低速工作,现在正值下班时间,需要对车身制造员,特别是车身制造员 19 和修边员 18 进行更仔细的检查。正是这些积累起来的小问题和未解决的问题导致了当月生产的巨大损失和浪费。
重要的一点是数据验证。在创建这样一个系统时,必须将 PLC 内部的采集数据与存储在采集矩阵中的数据、生产线监控程序在屏幕上显示的逐项计算值(如这里介绍的理论示例)直接进行比较,从而验证数据。
当你努力控制浪费时,你也在努力提高生产线的绩效。 一条浪费少的生产线通常也是一条 OEE 高的生产线,这并不是因为生产线末端的产量更高,而是因为低浪费需要一个高效的维护系统、一个高效的测量系统和一个高效的质量系统。 浪费是所有这些的总和!
我们看到在屏幕上有需要分析的数据,我想强调一下关于这个拟议屏幕的几个要点。 在这里,我们提出了查看 “人体制造者 “的浪费和表现的设想。每个团队都应该有一个诊断屏幕,可以通过点击团队进入,也可以通过 “诊断 “菜单栏进入,每个团队或小组都有一个页面。
我们在角落里看到了冲杯机,因为它对 BM 有很大的影响,所以在分析 BM 诊断时最好能有冲杯机的宏观视图。在屏幕上,我们可以看到冲杯机的宏观数据,其中在卷材 Carr 旁边,我们可以看到由于卷材 HFI 质量问题而丢弃的杯子的控制数据,前一天的总数为 10 326 个,这表明前一天的金属卷材出现了问题。这肯定影响了车身制造厂的废品率和前一天的生产线表现。这个数字也会出现在输送机中,这也可以解释为什么与前一天的码垛机相比,杯数有所不同。
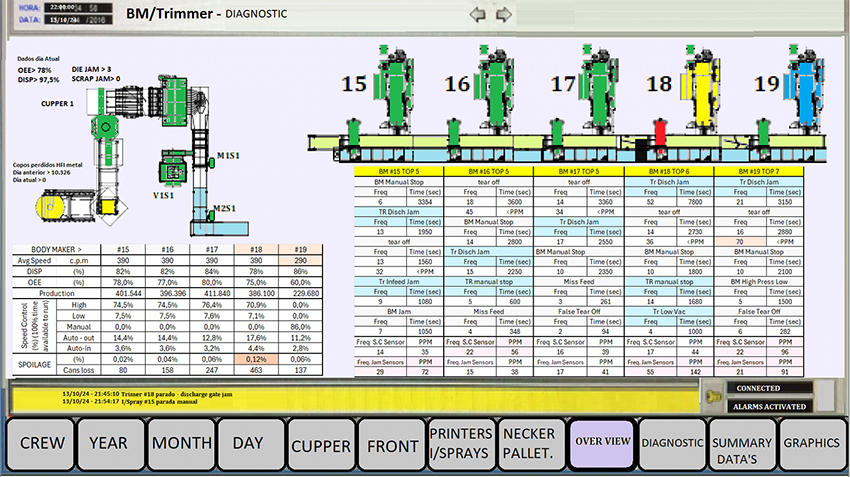
继 Cupper 之后,在 BM 的右侧是该组中每台 BM/修整机的宏观数据。在这些数据中,我会强调速度在可用时间内的分布情况;设备并未因维护/处理问题而停止。如果 “自动进入 “比预期的要高,这可能表明有一个 Cupper 性能问题影响了整个 BM 性能。 如果 “自动退出 “与每日平均值相比过高,则肯定是后部区域出现了问题,因为洗衣机的可用率为 99.5%。
主管可以选择进入图表区域,选择过去几天的指标,这将使我们能够更好地比较和评 估当前的情况,并可通过 “图表 “菜单栏进入。这样,他/她就可以比较他/她与平均水平的差距,特别是比较好的日子和表现不佳的日子。
在 “机构制造商 “下面是 “五大事件”,即影响停机时间最长的 5 个事件,按时间顺序排列,同时还报告了发生频率。
在前 5 名之后,总有 2 个我们认为对性能至关重要的点,即短罐传感器的 PPM,其中包括所有真实和虚假的 “撕裂 “停止(如果撕裂时间少于 60 秒,则可能是虚假撕裂–传感器校准不正确),以及卡纸的 PPM,其中包括在 BM 出料、修整器进料和修整器出料时的所有卡纸停止。例如,超过 55 PPM(每生产一百万罐,55 个事件)的值将被视为热点,并将在屏幕上突出显示,以引起观察者的注意。对于损耗,我们会将高于 0.06% 的值视为热点。
我们看到,18 号机器的损耗率为 0.12%,总卡纸率为 142 PPM,这提醒主管查找原因,可能是由于在 BM 中释放的罐子有问题,或修剪机头有问题,或其他一些问题。
我们看到,在 18 号停机坪的前 5 个停机原因中,造成停机时间最长的 5 个原因分别是出风口堵塞、手动关机和真空度低造成的修边机拆卸,应对此进行调查。BM 指标在预期范围内,因此这些指标促使我们查找修整器的问题。
19 号机器的废料量合理,但 BM 存在问题。由于高压系统压力过低、真假撕裂以及修边机排料口堵塞而导致的停机次数排在前五位。一个坏的罐子也会导致修边机堵塞,因此这台机器需要注意。
主管可以检查哪些设备更容易排除故障,并尝试一次解决一个问题,以便本班和下一班的生产线能够再次高水平运行。
前一天的数据让我们认为,前一天的数据受到了后部区域的影响,现在看来运行良好,前部是出现问题的 2 个 BM。
BM #15 和 #16 的总体堵塞或短罐等级略高于此等级,请排除上述两者的故障,以核实 #15 为何堵塞严重,这可能会降低其性能,而 #16 可能有假撕裂。
低浪费需要高生产率。您需要对问题进行日常监控和解决,以保持良好的结果,从而实现低浪费和高 OEE 的月度目标。
基本维护注意事项
如果一开始的质量就很好,生产线就会表现出色,也就是说,车身制造机的罐子好,一天结束时就会有好的结果,这就导致了低损耗。如果每 45 天停止一台车身制造机进行预防性维护,但在此期间保持该组设备的适当性能,并采取小规模的纠正措施,就能实现月度目标。生产线上有 10 台 BM,每次可以停一台机器。
为预防性干预而选择的机器不仅应基于与上次干预相关的时间,还应基于预测、性能和质量指标。
对于 BM/Trimmer 和 I/Spray 组来说,这是一个很好的方法。如果组内每个人的表现都差不多,那么就应该选择最早的预防日期,但永远不要停止做预防措施,这是保持中长期效果的关键。
至于印刷机和其他单元设备,需要一个防止生产线停机的方案,但由于这不是本 “文件 “的主题,我们就不详细介绍了,因为不仅生产设备取决于操作的结果,所有辅助系统,如可溶性油系统、压缩空气系统、真空系统、通风系统、冷水系统、去离子水系统等都取决于操作的结果。
单元设备的一个良好做法是每周 “中途停机”,即在生产线大停机(通常需要 12 个小时或更长时间)之间,每周安排停机 1 至 2 个小时,以解决一些小问题。中途停机避免了生产线预防性维护问题的积累。
良好的维护是通过以下方面的良好结合来实现的:
- 预防性停机,以部件的平均寿命和良好的检查清单为基础。如果能控制每台设备上更换的所有部件,掌握每次更换所需的平均时间,并了解每个部件的运行时间,那么这些信息就能为预防性停机期间的行动计划提供指导。MRP 系统(如 SAP)可以通过应用来跟踪备件库存,即每个 OEM 备件都有已知的消耗量和平均寿命。这与材料登记簿相关联。
最糟糕的故障总是出乎意料,因为随着一个部件寿命的结束而发生故障,其他几个部件也会因此受损,从而增加了紧急纠正维护的成本和时间。
- 通过振动分析、热成像、油分析、设备宏观关键绩效指标的演变以及质量数据的标准偏差和平均参数分析等数据进行预测。
- 纠正性,以当前设备性能的宏观指标为指导,通常以质量参数的适当性为指导,在整个生产日期间按计划停机。
该意见适用于整个团队,无论是单位还是小组。在计划停机时,一定要通过解决不同领域的几个小问题,使停机的效益最大化。整个团队都应获知预报,并借此机会解决他们知道的未决问题,例如在团队日志中记录未决问题。
维护良好的设备是减少浪费和提高性能的秘诀。
每个生产阶段都需要一些指标来指导主管每天做出果断的决定,而不是追求生产记录,而是追求较高的平均水平,在团队合作下,每个班级都努力使下一个班的业绩与你的一样好,甚至比你的更好。
我们决不能忘记质量系统,有时是参数的变化,例如,变形机头的倾斜度较低,这将确定要进行的干预,改变位置的工具组,但变化不大。 维护和质量始终是相辅相成的!
最后的考虑因素:
铝罐市场是一个竞争激烈的市场,其制造成本和盈利能力取决于产量。净利润率只有 5%甚至更低的情况并不少见。
考虑到预算中的损耗率为 2%,但由于控制不力,结果发现损耗率为 4%。废料的增加会增加生产成本,因为它降低了产量,损失了所有的原材料和劳动力,而且只能在罐子回收时收回部分金属价值。
假设预算生产成本总额为 45.00 美元/千美元,实际成本为 45.50 美元/千美元,即 2% 的废料成本为 0.50 美元/千美元。
对于我们的标准生产线来说,这些废料的年成本是多少?如果我们生产线的预期平均产量为 385 万罐/天,工厂的预算运营天数为 345 天,则每年的预期产量为 13.25 亿罐/年,由此产生的浪费成本为 662,500 美元/年。每 1%的浪费就意味着每年损失 350KU 美元,这就是控制浪费如此重要的原因。
希望这篇读后感对读者有所帮助,有助于他们分析自己的监测系统。
竞争力始于良好的监督监测系统和良好的质量控制体系。
等级:
- 所展示的屏幕并非来自真实的监控系统,而是根据我们编写这篇论文的逻辑生成的数据。
- 每个制罐商都有自己的监测标准,很可能与这里介绍的标准不同。我们的目的是展示可以指导或修改现有系统的概念,以提高性能和减少浪费。
- 在制罐业,竞争力体现为高 OEE 和低浪费,以及客户对质量的高认知度。维护良好的设备能生产出优质的罐子。
- 这似乎是一个非常基本的看法,但值得评论:
- 对 PLC 进行编程,使其能够在聚合块中收集基本数据,从而将信息和生产计数器传送到收集矩阵中,再由监控楼宇软件(如 Allen Bradley 的 Factory Talk)将信息显示在屏幕上。
- 不建议在设备的 PLC 内部进行 PPM、OEE 等计算,并将其传输到监控系统的数据库中。必须对系统进行编程,以便从 PLC 传输的基本数据中汇总信息。
- 废物成本的计算值只是一个参考值(一种量级),因为实际成本取决于每个地点的实际情况,在生产过程中可能会有所不同。





