如何改进罐子的双缝?
为了改进制罐过程中的双缝工艺,可以根据所提供的信息从几个方面进行考虑: 闭合力控制:正确设置闭合力非常重要,以避免密封太紧而损坏清漆或将密封橡胶挤出密封圈。 如果发现合闸力过大,必须通过调整弹簧的预紧力来减小合闸力。 材料质量:检查所用清漆的质量和附着力,以及密封件的磨损情况。 如果发现密封环磨损,则必须更换。...
为了改进制罐过程中的双缝工艺,可以根据所提供的信息从几个方面进行考虑: 闭合力控制:正确设置闭合力非常重要,以避免密封太紧而损坏清漆或将密封橡胶挤出密封圈。 如果发现合闸力过大,必须通过调整弹簧的预紧力来减小合闸力。 材料质量:检查所用清漆的质量和附着力,以及密封件的磨损情况。 如果发现密封环磨损,则必须更换。...

要计算心轴边缘底部与底板之间的正确高度,可以按照以下步骤进行: 首先以毫米为单位计算法兰罐(仅罐身)的高度。 例如,假设它是 116.4 毫米。 从法兰罐的高度中减去心轴唇的厚度。 心轴唇的厚度可能因盖的沉孔深度而异。 假设是 3.20 毫米。 因此,116.4 毫米 - 3.20 毫米 = 113.2 毫米。 将弹簧变形量与结果相加。...
要检查金属容器的接缝,请按照以下步骤操作: 目视检查:对整个包装进行仔细的目视检查,尤其要注意接缝处。 查找缺陷,如边缘、凹痕、边缘凹陷、峰值、褶皱、突出的凸缘和重叠缺陷。 还要注意其他不太明显的缺陷,如马口铁上的瑕疵或侧缝焊接处的小孔。 确定缺陷的来源:在目测过程中,尽量确定缺陷是由于运输过程中造成的损坏,还是在加工厂发生的。 记录所有观察结果。...

如果发现双罐接缝的折痕,可以考虑做以下调整: 检查锁定辊或首次运行辊,确保它们不会太松。 如有必要,可将其拧紧。 检查滚筒是否磨损,如有磨损应更换。 3.确保二次操作辊不要太紧,否则会加剧折痕或皱褶。 据此进行调整。 检查罐盖设计,必要时进行改进。 5.查看最后卷曲处是否有残留折痕,并加以修整。...
对三件式容器(如铁罐)封口的验证包括检查连接罐身、罐盖和罐底的双缝。 以下是一些可用于验证封闭性的措施: 接缝高度:双线接缝上下之间的距离。 应使用卡尺或千分尺进行测量,以确保其符合制造商建议的规格。 接缝厚度:这是罐身厚度与罐盖和罐底双接缝处厚度的总和。 应使用千分尺进行测量,并与建议的规格进行比较。...
要消除或减少双拉链上的褶皱,您可以遵循以下提示: 调整辊子压力:确保正确设置辊子压力,以便在闭合操作中均匀折叠材料。 增加第一道工序的旋转次数:使用辊筒式缝罐机,第一道工序通常要旋转 7 次,第二道工序通常要旋转 4 次。 在第一道工序中多加扭转,可以使拾取更顺畅,从而减少褶皱的形成。 调整机器速度:有时速度过快或过慢都会导致双拉链起皱。...

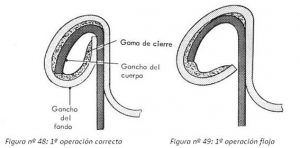
纹路是指由于盖子的钩子和身体之间的重叠不够或没有重叠,导致双缝的不规则。 它们以 "V "字形出现在盖子钩半径的下边缘。 导致睑板钩静脉形成的一些原因是: 第一手术缝松动:拧紧第一手术缝通常可以消除静脉。 第1次操作的缝制辊的槽型太宽:这会导致盖板和机身钩之间的重叠不足。 磨损的第一操作接缝辊:磨损的第一操作接缝辊会导致双缝的不规则。...
SEFEL瓶盖的尺寸对于确保轻金属包装的质量和安全非常重要。 以下是SEFEL紧固件的尺寸,根据不同类型的紧固件: OIII型:主体钩长(毫米)1,70;覆盖钩长(毫米)1,60;最小重叠(毫米)0,90。 OII型:主体钩长(毫米)1,75;覆盖钩长(毫米)1,70;最小重叠(毫米)0,90。...
在封罐过程中,用短钩子进行双缝会带来一些风险。 这些风险中的一些是: 泄漏:钩子过短可能无法正确密封罐子,这可能导致液体或气体泄漏。 氧化:如果短钩没有正确密封罐子,内容物可能暴露在空气中并氧化,这可能影响产品的质量。 污染:如果罐头没有适当密封,就会使微生物和其他污染物进入,从而影响产品的食品安全。...

无论是有还是没有钛涂层的双锁定工具,其寿命都可能因几个因素而不同,如工具材料、制造质量、维护和使用条件。 这里详细介绍了带钛涂层和不带钛涂层的双锁扣工具的区别: 非钛涂层双缝模具:传统的非钛涂层双缝模具由于摩擦和与罐头材料的接触,更容易受到磨损和腐蚀。...
罐头盖的重叠部分计算公式如下: 重叠 = LGc + LGf + 1.1 Gf - Lc 哪里: LGc: 钩体的长度 LGf: 底钩或盖子的长度 Gf: 底部或盖子材料的厚度 Lc: 关闭的长度 这个公式可以让你估计出闭合处的重叠度,不过应该注意的是,用闭合投影仪直接测量通常更准确。...
要拆开并分析罐子的双重密封,可以按照以下步骤进行: 切割和拆除中央底板:使用开罐器或类似工具,从罐子底部切割和拆除中央底板。 切割扣件的两个相对部分:用弧形金属剪或合适的工具切割扣件的两个相对部分。 然后你可以选择两种不同的方法来分析关闭: 方法1:拆解调查 3a. 撕下面板的其余部分进行拆除:小心地拆除面板的其余部分,以免损坏紧固件。...
介绍 金属容器由于其保存和抵抗的特性,被广泛用于食品和饮料行业。 这些包装质量的一个关键方面是双重密封的完整性,它保证了内容物的密封性和保护。 双层密封的常见缺陷之一是接缝颠簸,这可能会影响包装及其内容物的质量。 本白皮书详细讨论了接缝凸起缺陷、其原因和可能的解决方案。 接缝凸起缺陷的定义 接缝凸起是一种缺陷,表现为金属容器接缝处的内部突起。...

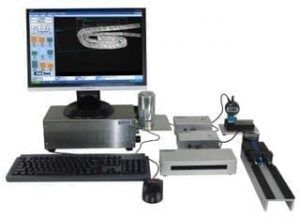
介绍 金属封罐机是包装行业中必不可少的机器,因为它们确保了罐装产品的完整性和保存。 在这篇文章中,我们将探讨这些机器如何工作,如何调节它们,以及适当维护的重要性。 金属罐缝合机的操作 运输方式:金属容器通过电缆或链条运输系统沿着接缝机移动。 主轴将容器送入机器,在整个过程中,星轮运送容器和盖子。...
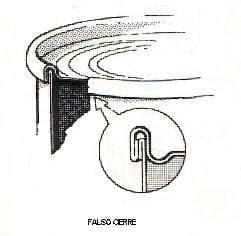
假性闭合可能是由许多因素造成的。 要解决这个问题,首先需要确定问题的原因,然后应用适当的解决方案。 以下是一些常见的原因和可能的解决方案: 损坏、擦伤或压坏的车身标签:检查车身标签的状况,如有必要,更换或修理损坏的部分。 眨眼 "的车身法兰:这可能是由于眨眼器的调整不良或眨眼器工具的不良状况造成的。...

导致3件式包装泄漏的原因可能是多种多样的。 一些可能导致这些容器泄漏的常见问题包括: 封口问题:在3件套的包装中,有两个封口,一个在顶部,一个在底部。 如果这些密封圈中的任何一个没有被正确密封,可能会发生泄漏。 取消深冲容器的底部封口,可以减少50%的泄漏风险。 这也有助于: 通过去除密封圈来减少微生物污染的风险。 通过取消一项操作来简化生产。...
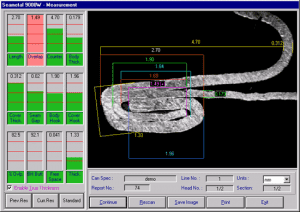
双层封口的关键参数是保证金属容器上封口质量和密封性的基本方面。 其中一些关键参数详见下文: 波纹的百分比: 密封件中的波纹会影响密封的完整性。 重要的是要控制好这个比例,以确保严密、优质的密封。 Overlap / %Overlap: Overlap指的是在拉链中重叠的材料数量。 适当的重叠确保了密封性和抗压性。...
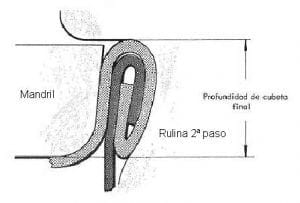
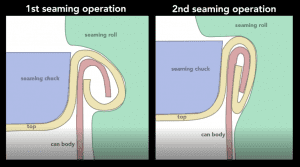
介绍 滚筒:是封口机的一部分,执行金属变形操作,以配置顶盖和车身挂钩以及它们之间的链接,从而导致闭合。 有两种类型,第一种操作形成钩子并将它们链接起来,第二种操作将钩子压在一起。 它还收到其他名称,例如:独轮车,封闭轮,车轮,封闭滚轮 滚筒第二次操作:就像我们说过的,这是将车身挂钩和封闭盖压在一起的。...

介绍 滚筒:是封口机的一部分,执行金属变形操作,以配置顶盖和车身挂钩以及它们之间的链接,从而导致闭合。 有两种类型,第一种操作形成钩子并将它们链接起来,第二种操作将钩子压在一起。 它还收到其他名称,例如:独轮车,封闭轮,车轮,封闭滚轮... 滚筒第一操作:正如我们已经说过的,它是构成封闭件的钩子的那一部分。...
单击此处查看第 1 部分 单击此处查看第 2 部分 单击此处查看第 3 部分 第四期结束理论 13º.- 闭包分析 必须根据在监控封口机工作中获得的定期数据实施分析系统。 如果封口机经过完美调整,接缝质量的任何显着变化很可能是由于主体或底部而不是机器本身造成的。 目前使用许多不同类型的封口机,从具有简单封口头的封口机到具有 16...
- 通过点击这里你可以访问这项工作的第一部分 - 点击这里你可以访问这个作品的第二部分 第三期结束理论 6º.- 封闭的可接受性(关键参数) 双接缝的完整性至关重要,不规则罐和圆柱罐的最低可接受水平基本相同。 关注前面所说的,封闭结构有两个方面,它们产生气密密封。...

回到 - 通过点击这里你可以访问这项工作的第一部分 5º.- 关闭评估 关闭评估是用来判断其可接受性的方法。 因此,它与制造商指示的规格和要求有关。 这些因容器的每种格式和类型而异。 因此,为了处理闭包的评估,首先必须有它必须遵守的完整规范表。 ...

这里开始了关于闭包理论的工作,它分为四个部分或章节。 第 1 部分:索引 1º.- 简介 2º.- 术语 A.- 容器主体 B.- 容器底部 C.- 闭包本身的术语 D.- 封口机工具 3º.- 关闭生成: - 鲁利纳斯 - 压缩, - 第一次手术, - 第二次手术, - 封闭的密封 - 关键参数。...

简而言之,要遵循的指导原则是正确使用封口机的压板的指示。 该元素对于获得良好的结账至关重要,有时却没有得到应有的重视。 此处处理的数据为: -板簧的挠度,以千分之一英寸为单位。 -弹簧产生的板压缩力,以磅为单位。 压板稳定性 下图表示使用测力计设置压板的操作: 为了使调整正确,必须考虑以下几点:...
为了改进制罐过程中的双缝工艺,可以根据所提供的信息从几个方面进行考虑: 闭合力控制:正确设置闭合力非常重要,以避免密封太紧而损坏清漆或将密封橡胶挤出密封圈。 如果发现合闸力过大,必须通过调整弹簧的预紧力来减小合闸力。 材料质量:检查所用清漆的质量和附着力,以及密封件的磨损情况。 如果发现密封环磨损,则必须更换。...
要计算心轴边缘底部与底板之间的正确高度,可以按照以下步骤进行: 首先以毫米为单位计算法兰罐(仅罐身)的高度。 例如,假设它是 116.4 毫米。 从法兰罐的高度中减去心轴唇的厚度。 心轴唇的厚度可能因盖的沉孔深度而异。 假设是 3.20 毫米。 因此,116.4 毫米 - 3.20 毫米 = 113.2 毫米。 将弹簧变形量与结果相加。...
以下公式用于计算双层密封的厚度: 双层密封厚度 = 2 * 本体厚度 + 3 * 盖板厚度 + 0.14 mm 这个公式考虑了罐身的厚度、罐盖的厚度以及密封材料 0.14 毫米的附加值。...
要检查金属容器的接缝,请按照以下步骤操作: 目视检查:对整个包装进行仔细的目视检查,尤其要注意接缝处。 查找缺陷,如边缘、凹痕、边缘凹陷、峰值、褶皱、突出的凸缘和重叠缺陷。 还要注意其他不太明显的缺陷,如马口铁上的瑕疵或侧缝焊接处的小孔。 确定缺陷的来源:在目测过程中,尽量确定缺陷是由于运输过程中造成的损坏,还是在加工厂发生的。 记录所有观察结果。...
如果发现双罐接缝的折痕,可以考虑做以下调整: 检查锁定辊或首次运行辊,确保它们不会太松。 如有必要,可将其拧紧。 检查滚筒是否磨损,如有磨损应更换。 3.确保二次操作辊不要太紧,否则会加剧折痕或皱褶。 据此进行调整。 检查罐盖设计,必要时进行改进。 5.查看最后卷曲处是否有残留折痕,并加以修整。...
对三件式容器(如铁罐)封口的验证包括检查连接罐身、罐盖和罐底的双缝。 以下是一些可用于验证封闭性的措施: 接缝高度:双线接缝上下之间的距离。 应使用卡尺或千分尺进行测量,以确保其符合制造商建议的规格。 接缝厚度:这是罐身厚度与罐盖和罐底双接缝处厚度的总和。 应使用千分尺进行测量,并与建议的规格进行比较。...
要消除或减少双拉链上的褶皱,您可以遵循以下提示: 调整辊子压力:确保正确设置辊子压力,以便在闭合操作中均匀折叠材料。 增加第一道工序的旋转次数:使用辊筒式缝罐机,第一道工序通常要旋转 7 次,第二道工序通常要旋转 4 次。 在第一道工序中多加扭转,可以使拾取更顺畅,从而减少褶皱的形成。 调整机器速度:有时速度过快或过慢都会导致双拉链起皱。...
为了解决双缝皱纹,你可以根据可能的原因采取这些补救措施: 钳工或第一操作辊设置得太松: 重新调整第一次操作的辊子到正确的紧度。 磨损的卷轴: 将磨损的第一或第二操作辊换成新的。 第二个操作的滚筒太紧了: 重新调整第二个操作辊至正确的松紧度。 封面设计不佳: 与罐子制造商协商以改进设计。 沿着最后的卷曲有残留的折痕:...
要消除双拉链中的反向皱纹,可以按照以下步骤进行: 调整第一操作辊:倒置的折痕通常是由于第一操作辊太紧造成的。 检查松紧度并进行相应调整,以确保在关闭过程中施加适当的压力。 检查盖子的卷曲:检查从制造商那里收到的盖子,看是否有任何缺陷或卷曲的皱纹。 如果您遇到任何问题,请与轮胎制造商讨论,以便他们对所提供轮胎的质量加以关注。...
纹路是指由于盖子的钩子和身体之间的重叠不够或没有重叠,导致双缝的不规则。 它们以 "V "字形出现在盖子钩半径的下边缘。 导致睑板钩静脉形成的一些原因是: 第一手术缝松动:拧紧第一手术缝通常可以消除静脉。 第1次操作的缝制辊的槽型太宽:这会导致盖板和机身钩之间的重叠不足。 磨损的第一操作接缝辊:磨损的第一操作接缝辊会导致双缝的不规则。...
SEFEL瓶盖的尺寸对于确保轻金属包装的质量和安全非常重要。 以下是SEFEL紧固件的尺寸,根据不同类型的紧固件: OIII型:主体钩长(毫米)1,70;覆盖钩长(毫米)1,60;最小重叠(毫米)0,90。 OII型:主体钩长(毫米)1,75;覆盖钩长(毫米)1,70;最小重叠(毫米)0,90。...
在封罐过程中,用短钩子进行双缝会带来一些风险。 这些风险中的一些是: 泄漏:钩子过短可能无法正确密封罐子,这可能导致液体或气体泄漏。 氧化:如果短钩没有正确密封罐子,内容物可能暴露在空气中并氧化,这可能影响产品的质量。 污染:如果罐头没有适当密封,就会使微生物和其他污染物进入,从而影响产品的食品安全。...
无论是有还是没有钛涂层的双锁定工具,其寿命都可能因几个因素而不同,如工具材料、制造质量、维护和使用条件。 这里详细介绍了带钛涂层和不带钛涂层的双锁扣工具的区别: 非钛涂层双缝模具:传统的非钛涂层双缝模具由于摩擦和与罐头材料的接触,更容易受到磨损和腐蚀。...
罐头盖的重叠部分计算公式如下: 重叠 = LGc + LGf + 1.1 Gf - Lc 哪里: LGc: 钩体的长度 LGf: 底钩或盖子的长度 Gf: 底部或盖子材料的厚度 Lc: 关闭的长度 这个公式可以让你估计出闭合处的重叠度,不过应该注意的是,用闭合投影仪直接测量通常更准确。...
要拆开并分析罐子的双重密封,可以按照以下步骤进行: 切割和拆除中央底板:使用开罐器或类似工具,从罐子底部切割和拆除中央底板。 切割扣件的两个相对部分:用弧形金属剪或合适的工具切割扣件的两个相对部分。 然后你可以选择两种不同的方法来分析关闭: 方法1:拆解调查 3a. 撕下面板的其余部分进行拆除:小心地拆除面板的其余部分,以免损坏紧固件。...
介绍 金属容器由于其保存和抵抗的特性,被广泛用于食品和饮料行业。 这些包装质量的一个关键方面是双重密封的完整性,它保证了内容物的密封性和保护。 双层密封的常见缺陷之一是接缝颠簸,这可能会影响包装及其内容物的质量。 本白皮书详细讨论了接缝凸起缺陷、其原因和可能的解决方案。 接缝凸起缺陷的定义 接缝凸起是一种缺陷,表现为金属容器接缝处的内部突起。...
介绍 金属封罐机是包装行业中必不可少的机器,因为它们确保了罐装产品的完整性和保存。 在这篇文章中,我们将探讨这些机器如何工作,如何调节它们,以及适当维护的重要性。 金属罐缝合机的操作 运输方式:金属容器通过电缆或链条运输系统沿着接缝机移动。 主轴将容器送入机器,在整个过程中,星轮运送容器和盖子。...
假性闭合可能是由许多因素造成的。 要解决这个问题,首先需要确定问题的原因,然后应用适当的解决方案。 以下是一些常见的原因和可能的解决方案: 损坏、擦伤或压坏的车身标签:检查车身标签的状况,如有必要,更换或修理损坏的部分。 眨眼 "的车身法兰:这可能是由于眨眼器的调整不良或眨眼器工具的不良状况造成的。...
导致3件式包装泄漏的原因可能是多种多样的。 一些可能导致这些容器泄漏的常见问题包括: 封口问题:在3件套的包装中,有两个封口,一个在顶部,一个在底部。 如果这些密封圈中的任何一个没有被正确密封,可能会发生泄漏。 取消深冲容器的底部封口,可以减少50%的泄漏风险。 这也有助于: 通过去除密封圈来减少微生物污染的风险。 通过取消一项操作来简化生产。...
双层封口的关键参数是保证金属容器上封口质量和密封性的基本方面。 其中一些关键参数详见下文: 波纹的百分比: 密封件中的波纹会影响密封的完整性。 重要的是要控制好这个比例,以确保严密、优质的密封。 Overlap / %Overlap: Overlap指的是在拉链中重叠的材料数量。 适当的重叠确保了密封性和抗压性。...
介绍 滚筒:是封口机的一部分,执行金属变形操作,以配置顶盖和车身挂钩以及它们之间的链接,从而导致闭合。 有两种类型,第一种操作形成钩子并将它们链接起来,第二种操作将钩子压在一起。 它还收到其他名称,例如:独轮车,封闭轮,车轮,封闭滚轮 滚筒第二次操作:就像我们说过的,这是将车身挂钩和封闭盖压在一起的。...
介绍 滚筒:是封口机的一部分,执行金属变形操作,以配置顶盖和车身挂钩以及它们之间的链接,从而导致闭合。 有两种类型,第一种操作形成钩子并将它们链接起来,第二种操作将钩子压在一起。 它还收到其他名称,例如:独轮车,封闭轮,车轮,封闭滚轮... 滚筒第一操作:正如我们已经说过的,它是构成封闭件的钩子的那一部分。...
单击此处查看第 1 部分 单击此处查看第 2 部分 单击此处查看第 3 部分 第四期结束理论 13º.- 闭包分析 必须根据在监控封口机工作中获得的定期数据实施分析系统。 如果封口机经过完美调整,接缝质量的任何显着变化很可能是由于主体或底部而不是机器本身造成的。 目前使用许多不同类型的封口机,从具有简单封口头的封口机到具有 16...
- 通过点击这里你可以访问这项工作的第一部分 - 点击这里你可以访问这个作品的第二部分 第三期结束理论 6º.- 封闭的可接受性(关键参数) 双接缝的完整性至关重要,不规则罐和圆柱罐的最低可接受水平基本相同。 关注前面所说的,封闭结构有两个方面,它们产生气密密封。...
回到 - 通过点击这里你可以访问这项工作的第一部分 5º.- 关闭评估 关闭评估是用来判断其可接受性的方法。 因此,它与制造商指示的规格和要求有关。 这些因容器的每种格式和类型而异。 因此,为了处理闭包的评估,首先必须有它必须遵守的完整规范表。 ...
这里开始了关于闭包理论的工作,它分为四个部分或章节。 第 1 部分:索引 1º.- 简介 2º.- 术语 A.- 容器主体 B.- 容器底部 C.- 闭包本身的术语 D.- 封口机工具 3º.- 关闭生成: - 鲁利纳斯 - 压缩, - 第一次手术, - 第二次手术, - 封闭的密封 - 关键参数。...
l 总结 矩形容器中的关闭操作具有使其不同于圆形容器的特征,因为它具有更高的复杂性。 以下研究解释了这种并发症并提供了解决方案。 背景 关闭操作包括将底部或盖子与容器的主体牢固连接。 这是通过将盖子的边缘(称为“机翼”)与主体的边缘(称为“法兰”)进行接缝来实现的。 关闭的基本工具是: --卡盘:板放在盖托盘中,并为操作提供牢固的支撑。...
简而言之,要遵循的指导原则是正确使用封口机的压板的指示。 该元素对于获得良好的结账至关重要,有时却没有得到应有的重视。 此处处理的数据为: -板簧的挠度,以千分之一英寸为单位。 -弹簧产生的板压缩力,以磅为单位。 压板稳定性 下图表示使用测力计设置压板的操作: 为了使调整正确,必须考虑以下几点:...
它描述了在封缝机工具中用氮化钛进行处理的内容以及它提供的优点 介绍 集装箱封箱机越来越复杂。 在诸如软饮料和碳酸饮料的灌装等行业中,关闭速度非常快,因此需要高质量的操作。 近年来,其制造商进行的改进包括使用锁紧芯棒和经过氮化钛处理的滚轮(或手推车)。 传统上,闭合工具是使用高铬含量的不可变形工具类型的钢制造的。...



