资金或资金的多维控制
介绍 A 在金属加工行业,购买或交换现成部件(phonos、易拉盖、喷雾器圆顶等)的情况很普遍。 这可能发生在容器制造商之间,因为其中一些容器制造商专门研究组件,或者发生在金相学家和包装工人之间。 对于这些情况,以及简单地在罐装行业中正常供应带有松盖的罐子,有时最好为这些已经制造的组件建立质量控制系统。...

介绍 A 在金属加工行业,购买或交换现成部件(phonos、易拉盖、喷雾器圆顶等)的情况很普遍。 这可能发生在容器制造商之间,因为其中一些容器制造商专门研究组件,或者发生在金相学家和包装工人之间。 对于这些情况,以及简单地在罐装行业中正常供应带有松盖的罐子,有时最好为这些已经制造的组件建立质量控制系统。...




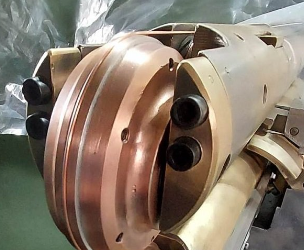
焊接砂轮的打磨是确保金属包装生产中焊接质量的关键维护程序。 Soudronic 建议在生产 100 万至 600 万个坯体后打磨焊轮轮廓,或至少每周打磨一次。 磨削过程包括从机器上拆下滑轮,在车床上进行磨削,以确保轮廓符合技术规格,然后将其重新装配到机器上。 焊轮的外轮廓也必须符合焊机手册中规定的规格。...

在食品罐头的焊接过程中,焊丝在焊缝上打滑的原因有以下几种。 焊丝在焊缝上打滑的原因可能包括焊接滑轮的对齐问题、测量冠的高度、不正确的焊丝宽度和轮廓、滑轮槽的状况、轨道之间的间隙过大、焊接力过大、锥度或重叠不足以及 Z 形棒尖端的位置。 此外,Z-bar 上的锡堆积、导线滑轮的污染和马口铁的污染(油、油脂、清漆、锈)等问题也会导致焊线在焊料上打滑。...

简介 在三片罐等金属容器的制造过程中,焊接在连接金属板边缘以形成容器主体方面起着至关重要的作用。 包装行业领先的机械制造商 Soudronic 开发了 DISCON 焊接轮,它是电阻焊接的重要组成部分。 DISCON 焊接辊描述 DISCON 焊接辊是用于 Soudronic 电阻焊接机的专用辊子,配有特殊的冷却系统。...
釉化是马口铁食品罐制造过程中出现的一种现象,特别是在热加工过程中。 这个问题表现为吸附或吸收成分(通常是水)到涂在马口铁上的清漆中。 本白皮书的重点是确定产生发红现象的原因、其对包装质量的影响以及缓解这一问题的可行解决方案。 脸红的定义和原因 褪色是一种缺陷,表现为涂在马口铁罐上的清漆表面出现白色褪色或乳白色外观。...
导言静电粉末是一种聚酯树脂,用于金属包装行业保护焊缝不受内部侵蚀。 涂敷和固化是确保焊缝涂层完整性和质量的关键工序。 静电粉末喷涂 静电粉末喷涂过程始于从新鲜粉末料斗中吸收粉末并将其储存在缓冲罐中。 然后,粉末流入第三个罐,再由该罐将粉末输送到喷涂臂。 在这里,负电压 d 对粒子进行静态充电,从而使粒子附着在容器上,在焊缝上形成一个完美的带状。...
要改进尺寸为 610x708 的集装箱的焊缝,必须根据所提供的信息考虑几个关键因素: 双冷冻滑轮的使用: 带有双冷冻滑轮的焊接机对于正确焊接至关重要。 防锈: 在焊接过程中使用氮气,以消除氧气的存在,防止铁的氧化,这对确保保护漆的良好附着至关重要。 焊接频率设置: 频率设置不正确会导致焊接不牢固。...

封罐机的弹簧压力可以调节,这对确保正确封罐非常重要。 所需的压力取决于容器的形式和容器体中马口铁的厚度,并可能因接缝器的类型、弹簧的状况等而有所不同。 为了计算弹簧压力,有必要考虑几个因素,如要密封的容器尺寸和封口机制造商提供的技术规格。 所提供的文件中提到,压力是通过调整卡盘和心轴在闭合处的垂直距离来调节的。...
为了在保护容器焊缝时产生良好的粉末固化效果,必须遵循一系列步骤并控制某些参数: 快速升温: 为了使粉末正常熔化并尽可能长时间地保持锡熔化,需要在熔炉中快速升温。 停留时间: 理想情况下,容器在温度高于 232 °C (锡的熔化温度)时的停留时间应至少为 8 秒。 这样可以确保粉末的正确熔化和粘合。...

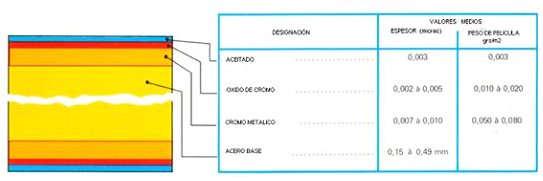
TFS(无锡钢板)容器又称铬钢板,由与马口铁类似的基体钢材制成,但没有镀锡,而是由铬和氧化铬涂层保护。 这种材料是作为马口铁的替代品推出的,以减少对锡及其价格波动的依赖。 TFS 容器适用于各种应用,包括深冲容器和盖子,也适用于侵蚀性不强的产品,因为 TFS 可以涂漆以提高其耐腐蚀性。...



罐头涂料的购物趋势 金属包装行业购买涂料的趋势表明,人们更倾向于购买符合 BPA-ni(无意双酚 A)法规的产品,这意味着涂料生产商必须提供证明符合这些法规的证书。 此外,涂料也在不断发展,以应对包装行业带来的挑战,例如需要包装更多样化的产品,包括酸性食品、含硫食品和碳酸饮料。 这就促使人们寻求新的包装设计和材料。...
要改进焊接中的静电粉末剂量,必须遵循一些准则: 确保粉末的粒度在几微米左右,且粉末中的颗粒不大于应用的平均厚度。 粒径越小,覆盖效果越好,流动性越强,静电粉末沿焊缝的分布也越均匀。 有必要对粉末进行冷却,以提高其在管道中的流动性。 供气温度必须低于 20 °C。 在喷粉前冷却焊缝也很重要。 这改进了工具的应用,延长了工具的使用寿命。...
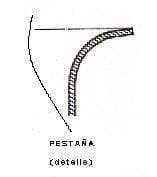
易拉罐的凸缘在双层接缝过程中起着关键作用,是确保接缝正确成型的措施。 在第一辊的缝合操作中,也就是形成良好接缝的最关键部分,盖板被穿到机身凸缘上,在完成的接缝上形成机身钩。 该操作由第一次操作的滚筒和底板的压力决定。 压力应足以将盖子直接压到卡盘上,并牢牢固定住罐子。 第一道工序中的任何缺陷都无法在第二道滚筒缝纫工序中得到纠正。...

马口铁有不同的硬化程度,这决定了它的性能和应用。 马口铁淬火的主要等级如下: T1 硬化:这是马口铁最软的硬化等级。 它具有很高的延展性和延展性,因此适用于对成型性要求较高的应用,如制造易拉盖。 T2 硬化:这是马口铁硬化的中级阶段。 它的硬度和强度都高于 T1 钢,因此适用于需要较高机械强度的应用,如油漆容器环的制造。 T3...

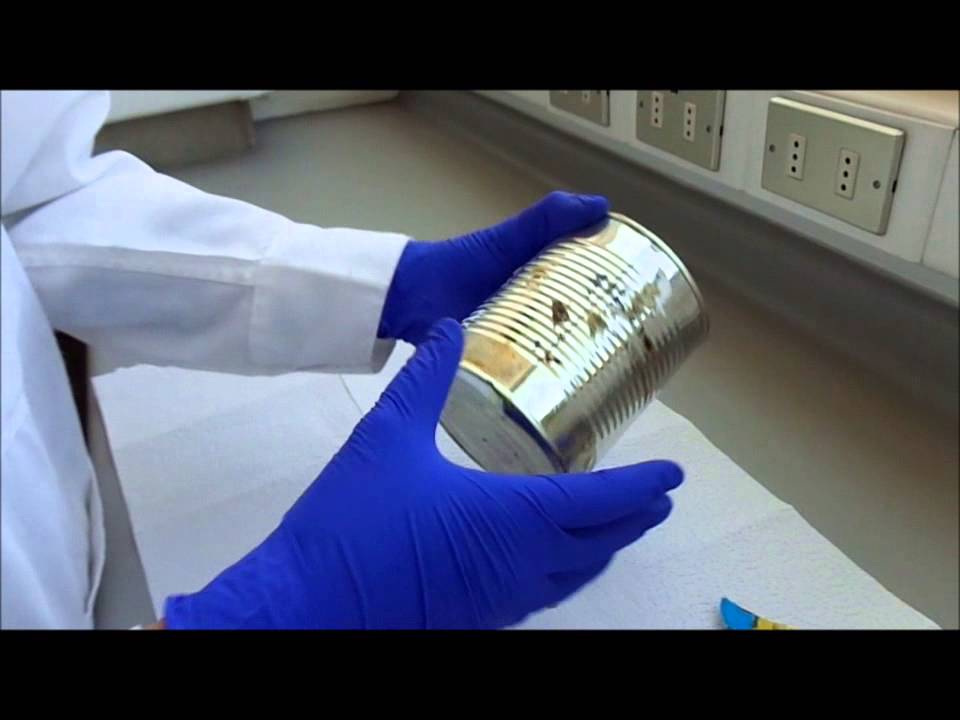
在某些情况下,使用金属钢容器装罐的工业流程会导致容器主体和盖子出现氧化现象,从而导致容器在商业上被拒收。 这些锈迹是由于消毒后的湿容器留下的,可以通过对容器进行化学处理来消除,化学处理的过程包括溶解已形成的锈迹,然后对未受保护的区域进行钝化处理,以防止在仓库中形成新的腐蚀。...

金属容器焊接过程中法兰开裂的原因有多种。 一些最常见的原因包括: 焊接参数不正确:如果焊接电流、机器速度或焊接辊压力设置不正确,可能导致焊片开裂。 机器部件磨损:Z 导轨顶端、测量冠或 Z 导轨上的机身 "休息 "区过度磨损会影响焊接质量并导致法兰开裂。 过热:容器焊缝上的过热可能会导致焊接区域的法兰破裂。...
马口铁食品容器的法兰会因多种因素而破裂: 使用薄而硬的材料:当使用薄而硬的材料时,棉条翻边技术可能会导致翻边边缘出现断裂或裂纹,尤其是在容器直径较小的情况下。 缺乏润滑或材料打蜡:翻边过程中润滑不足会增加摩擦,导致法兰出现裂纹。 磨损或不合适的工具:使用磨损或不合适的罐片,如非碳化钨制成的罐片,会增加罐片开裂的风险。...

起泡是金属罐中出现的一种现象,特别是在浇注薄弱的地方,由于酸的侵蚀会形成气泡。 这些气泡会破坏罐头的完整性,影响包装食品的质量和安全。 起泡的原因有很多,其中包括 在热处理过程中清漆中含有水分:如果罐中使用的清漆含有水分,在热处理过程中就会产生蒸汽,从而产生压力,并在镶板的薄弱部位形成气泡。...

制作易开马口铁盖的步骤如下: 对马口铁或铝卷进行初级涡卷分切。 对树叶进行上漆和石版印刷。 用剪子将盖子剪成圆形。 基本盖子的轮廓或形成。 盖子上的切口、模具、铆钉和环。 重新包扎切口,保护切口区域。 在盖子内侧涂上橡胶,以确保与罐子的正确密封。 上胶的干燥和固化。 检查和质量控制。 码垛,包括堆放和包装成品瓶盖,以便运输和储存。...

导言:食品罐头的焊接是包装行业的一项基本工艺。 其主要用途是连接三片罐体的侧缘,确保密封严实,保护罐内物品。 这篇技术文章详细介绍了食品罐的焊接工艺以及行业中使用的技术和工艺。 食品罐头密封的历史和发展 20 世纪 60 年代初,两种不同的无合金焊接工艺被开发用于商业目的。...

导言在食品罐头上使用涂料对于确保包装产品的质量、安全和耐用性至关重要。 清漆可保护金属表面免受腐蚀,提高耐化学性,并在容器内装物和金属之间形成一道屏障。 本白皮书详细讨论了食品罐涂层技术及其应用和行业发展趋势。 ⦁食品罐头中的清漆技术1.1. 清漆类型用于食品罐的涂料可分为两大类:溶剂型涂料和水基涂料。...
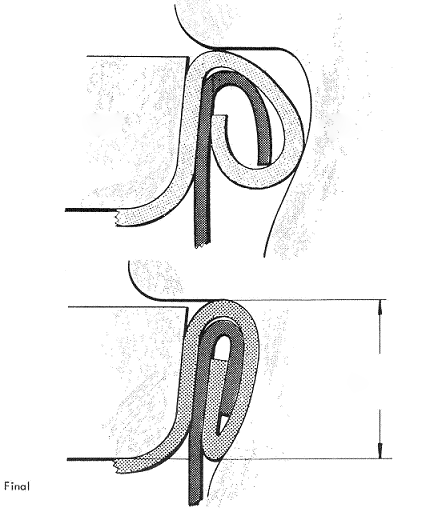
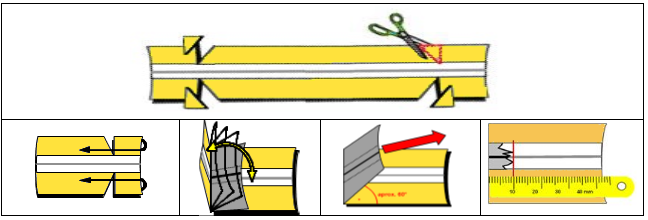
导言金属容器因其防腐和耐腐蚀性能而被广泛应用于食品和饮料行业。 这些包装质量的一个关键方面是双重密封的完整性,它保证了内容物的密封性和保护。 双层密封的常见缺陷之一是接缝颠簸,这可能会影响包装及其内容物的质量。 本白皮书详细讨论了接缝凸起缺陷、其原因和可能的解决方案。 缺陷定义 接缝凸起 接缝凸起是金属容器接缝处出现的内部突起缺陷。...
介绍 A 在金属加工行业,购买或交换现成部件(phonos、易拉盖、喷雾器圆顶等)的情况很普遍。 这可能发生在容器制造商之间,因为其中一些容器制造商专门研究组件,或者发生在金相学家和包装工人之间。 对于这些情况,以及简单地在罐装行业中正常供应带有松盖的罐子,有时最好为这些已经制造的组件建立质量控制系统。...
在所提供的资料中,并没有明确详细地说明制造传统瓶盖的技术流程。 不过,我可以根据有关易拉盖和剥离式盖子的信息,推断出金属盖子制造工艺的一些一般方面。 传统盖子的制造过程一般包括以下步骤: 切圆:用剪子将金属圆片切成适合盖子的大小。 基本盖子的形成:切割好的圆片被模压成盖子的轮廓,包括中央面板和凸缘或裙边,以便与容器主体闭合。...
剥离式闭合器是一种用于金属容器的闭合器,无需使用其他工具就能完全、简单地打开容器。 从技术上讲,它具有以下制造步骤: 圆形切割机:切割圆形金属片作为盖子的底座。 基本盖:预先切割好的圆片的加工方法与易拉盖类似。 这包括赋予其必要的形状和特征,使其成为基本盖。...
钢铁生产马口铁的生产过程始于高炉和锡冶炼厂,但在实践中,人们认为它始于基钢的生产。 基钢的制造基钢是马口铁的主体和精髓,决定着马口铁的最终性能。 基础炼钢是一种首先从两种基本工艺中获得液态粗钢的工艺:使用铁矿石或回收废钢。A.铁矿石熔炼法:在这种方法中,铁矿石经过熔炼过程,以获得液态钢。...
马口铁罐上的焊接 简介 简要说明焊接在制罐过程中的重要性。 提及罐头的种类(两三种)及其与罐头工业的相关性。 焊接是罐头制造过程中必不可少的工序,尤其是鱼罐头行业常用的三片罐头。 这些罐子是用马口铁的长方形板材轧制成圆筒状,再用垂直焊缝连接而成。 这个圆柱形部分有两个末端:底部或底座和盖子。 盖子是在装满罐头后盖上的。...
焊接砂轮的打磨是确保金属包装生产中焊接质量的关键维护程序。 Soudronic 建议在生产 100 万至 600 万个坯体后打磨焊轮轮廓,或至少每周打磨一次。 磨削过程包括从机器上拆下滑轮,在车床上进行磨削,以确保轮廓符合技术规格,然后将其重新装配到机器上。 焊轮的外轮廓也必须符合焊机手册中规定的规格。...
在食品罐头的焊接过程中,焊丝在焊缝上打滑的原因有以下几种。 焊丝在焊缝上打滑的原因可能包括焊接滑轮的对齐问题、测量冠的高度、不正确的焊丝宽度和轮廓、滑轮槽的状况、轨道之间的间隙过大、焊接力过大、锥度或重叠不足以及 Z 形棒尖端的位置。 此外,Z-bar 上的锡堆积、导线滑轮的污染和马口铁的污染(油、油脂、清漆、锈)等问题也会导致焊线在焊料上打滑。...
简介 在三片罐等金属容器的制造过程中,焊接在连接金属板边缘以形成容器主体方面起着至关重要的作用。 包装行业领先的机械制造商 Soudronic 开发了 DISCON 焊接轮,它是电阻焊接的重要组成部分。 DISCON 焊接辊描述 DISCON 焊接辊是用于 Soudronic 电阻焊接机的专用辊子,配有特殊的冷却系统。...
釉化是马口铁食品罐制造过程中出现的一种现象,特别是在热加工过程中。 这个问题表现为吸附或吸收成分(通常是水)到涂在马口铁上的清漆中。 本白皮书的重点是确定产生发红现象的原因、其对包装质量的影响以及缓解这一问题的可行解决方案。 脸红的定义和原因 褪色是一种缺陷,表现为涂在马口铁罐上的清漆表面出现白色褪色或乳白色外观。...
导言静电粉末是一种聚酯树脂,用于金属包装行业保护焊缝不受内部侵蚀。 涂敷和固化是确保焊缝涂层完整性和质量的关键工序。 静电粉末喷涂 静电粉末喷涂过程始于从新鲜粉末料斗中吸收粉末并将其储存在缓冲罐中。 然后,粉末流入第三个罐,再由该罐将粉末输送到喷涂臂。 在这里,负电压 d 对粒子进行静态充电,从而使粒子附着在容器上,在焊缝上形成一个完美的带状。...
要改进尺寸为 610x708 的集装箱的焊缝,必须根据所提供的信息考虑几个关键因素: 双冷冻滑轮的使用: 带有双冷冻滑轮的焊接机对于正确焊接至关重要。 防锈: 在焊接过程中使用氮气,以消除氧气的存在,防止铁的氧化,这对确保保护漆的良好附着至关重要。 焊接频率设置: 频率设置不正确会导致焊接不牢固。...
封罐机的弹簧压力可以调节,这对确保正确封罐非常重要。 所需的压力取决于容器的形式和容器体中马口铁的厚度,并可能因接缝器的类型、弹簧的状况等而有所不同。 为了计算弹簧压力,有必要考虑几个因素,如要密封的容器尺寸和封口机制造商提供的技术规格。 所提供的文件中提到,压力是通过调整卡盘和心轴在闭合处的垂直距离来调节的。...
为了在保护容器焊缝时产生良好的粉末固化效果,必须遵循一系列步骤并控制某些参数: 快速升温: 为了使粉末正常熔化并尽可能长时间地保持锡熔化,需要在熔炉中快速升温。 停留时间: 理想情况下,容器在温度高于 232 °C (锡的熔化温度)时的停留时间应至少为 8 秒。 这样可以确保粉末的正确熔化和粘合。...
TFS(无锡钢板)容器又称铬钢板,由与马口铁类似的基体钢材制成,但没有镀锡,而是由铬和氧化铬涂层保护。 这种材料是作为马口铁的替代品推出的,以减少对锡及其价格波动的依赖。 TFS 容器适用于各种应用,包括深冲容器和盖子,也适用于侵蚀性不强的产品,因为 TFS 可以涂漆以提高其耐腐蚀性。...
导言:易拉盖是包装行业的关键要素,为消费者打开食品和饮料容器提供了方便和可及性。 在这篇技术文章中,我们将探讨易拉盖的生产过程,重点介绍其中涉及的各个阶段、需要考虑的参数以及生产过程中可能出现的一些缺陷。 生产过程的各个阶段: 切割:加工过程从切割金属开始,金属以不同宽度、厚度、硬度和镀锡层的线圈形式接收。...
导言:金属罐因其耐用性和保护内装物不受外界因素影响的能力而被广泛用作食品和其他产品的包装。 然而,金属罐面临的最大挑战之一就是腐蚀。 腐蚀会破坏包装的完整性,影响包装产品的质量和安全。 在本文中,我们将探讨避免金属罐腐蚀的各种策略和预防措施。 正确选择材料:在制造金属罐时,必须选择高质量和耐腐蚀的材料。 最常用的材料是镀锡钢(马口铁)和铝。...
罐头涂料的购物趋势 金属包装行业购买涂料的趋势表明,人们更倾向于购买符合 BPA-ni(无意双酚 A)法规的产品,这意味着涂料生产商必须提供证明符合这些法规的证书。 此外,涂料也在不断发展,以应对包装行业带来的挑战,例如需要包装更多样化的产品,包括酸性食品、含硫食品和碳酸饮料。 这就促使人们寻求新的包装设计和材料。...
要改进焊接中的静电粉末剂量,必须遵循一些准则: 确保粉末的粒度在几微米左右,且粉末中的颗粒不大于应用的平均厚度。 粒径越小,覆盖效果越好,流动性越强,静电粉末沿焊缝的分布也越均匀。 有必要对粉末进行冷却,以提高其在管道中的流动性。 供气温度必须低于 20 °C。 在喷粉前冷却焊缝也很重要。 这改进了工具的应用,延长了工具的使用寿命。...
易拉罐的凸缘在双层接缝过程中起着关键作用,是确保接缝正确成型的措施。 在第一辊的缝合操作中,也就是形成良好接缝的最关键部分,盖板被穿到机身凸缘上,在完成的接缝上形成机身钩。 该操作由第一次操作的滚筒和底板的压力决定。 压力应足以将盖子直接压到卡盘上,并牢牢固定住罐子。 第一道工序中的任何缺陷都无法在第二道滚筒缝纫工序中得到纠正。...
马口铁有不同的硬化程度,这决定了它的性能和应用。 马口铁淬火的主要等级如下: T1 硬化:这是马口铁最软的硬化等级。 它具有很高的延展性和延展性,因此适用于对成型性要求较高的应用,如制造易拉盖。 T2 硬化:这是马口铁硬化的中级阶段。 它的硬度和强度都高于 T1 钢,因此适用于需要较高机械强度的应用,如油漆容器环的制造。 T3...
TFS的名称来自英文单词“ TIN FREE STEEL”,可以翻译为“不含锡的钢”。 它也被称为“镀铬板”。 它起源于几十年前,是钢铁公司对锡价格上涨带来的马口铁风险以及耗尽这种金属供应源的危险做出的回应。...
在某些情况下,使用金属钢容器装罐的工业流程会导致容器主体和盖子出现氧化现象,从而导致容器在商业上被拒收。 这些锈迹是由于消毒后的湿容器留下的,可以通过对容器进行化学处理来消除,化学处理的过程包括溶解已形成的锈迹,然后对未受保护的区域进行钝化处理,以防止在仓库中形成新的腐蚀。...
金属容器焊接过程中法兰开裂的原因有多种。 一些最常见的原因包括: 焊接参数不正确:如果焊接电流、机器速度或焊接辊压力设置不正确,可能导致焊片开裂。 机器部件磨损:Z 导轨顶端、测量冠或 Z 导轨上的机身 "休息 "区过度磨损会影响焊接质量并导致法兰开裂。 过热:容器焊缝上的过热可能会导致焊接区域的法兰破裂。...
马口铁食品容器的法兰会因多种因素而破裂: 使用薄而硬的材料:当使用薄而硬的材料时,棉条翻边技术可能会导致翻边边缘出现断裂或裂纹,尤其是在容器直径较小的情况下。 缺乏润滑或材料打蜡:翻边过程中润滑不足会增加摩擦,导致法兰出现裂纹。 磨损或不合适的工具:使用磨损或不合适的罐片,如非碳化钨制成的罐片,会增加罐片开裂的风险。...
起泡是金属罐中出现的一种现象,特别是在浇注薄弱的地方,由于酸的侵蚀会形成气泡。 这些气泡会破坏罐头的完整性,影响包装食品的质量和安全。 起泡的原因有很多,其中包括 在热处理过程中清漆中含有水分:如果罐中使用的清漆含有水分,在热处理过程中就会产生蒸汽,从而产生压力,并在镶板的薄弱部位形成气泡。...
制作易开马口铁盖的步骤如下: 对马口铁或铝卷进行初级涡卷分切。 对树叶进行上漆和石版印刷。 用剪子将盖子剪成圆形。 基本盖子的轮廓或形成。 盖子上的切口、模具、铆钉和环。 重新包扎切口,保护切口区域。 在盖子内侧涂上橡胶,以确保与罐子的正确密封。 上胶的干燥和固化。 检查和质量控制。 码垛,包括堆放和包装成品瓶盖,以便运输和储存。...
导言:食品罐头的焊接是包装行业的一项基本工艺。 其主要用途是连接三片罐体的侧缘,确保密封严实,保护罐内物品。 这篇技术文章详细介绍了食品罐的焊接工艺以及行业中使用的技术和工艺。 食品罐头密封的历史和发展 20 世纪 60 年代初,两种不同的无合金焊接工艺被开发用于商业目的。...
导言在食品罐头上使用涂料对于确保包装产品的质量、安全和耐用性至关重要。 清漆可保护金属表面免受腐蚀,提高耐化学性,并在容器内装物和金属之间形成一道屏障。 本白皮书详细讨论了食品罐涂层技术及其应用和行业发展趋势。 ⦁食品罐头中的清漆技术1.1. 清漆类型用于食品罐的涂料可分为两大类:溶剂型涂料和水基涂料。...
导言金属容器因其防腐和耐腐蚀性能而被广泛应用于食品和饮料行业。 这些包装质量的一个关键方面是双重密封的完整性,它保证了内容物的密封性和保护。 双层密封的常见缺陷之一是接缝颠簸,这可能会影响包装及其内容物的质量。 本白皮书详细讨论了接缝凸起缺陷、其原因和可能的解决方案。 缺陷定义 接缝凸起 接缝凸起是金属容器接缝处出现的内部突起缺陷。...



