
ВВЕДЕНИЕ
Один из самых классических приемов формирования фланцев или краев концов корпусов контейнеров — это прием, при котором для их изготовления используются кубики или тампоны. Эти тампоны состоят из..:
— Матрица, которая центрирует тело контейнера, после подачи, в правильное положение, а затем дуги его края, чтобы сформировать фланец.
— Кольцо или стопорное кольцо, которое действует как максимальный упор для сформированного фланца.
См. рисунок № 1.
Рисунок 1: Техника буферизации ресниц
Обычно фланец не соприкасается с этим стопорным кольцом, значение его наружного диаметра немного меньше, чем диаметр этого кольца, но он может соприкасаться с ним в какой-то точке края контейнера, например, если при сварке бокового шва есть некоторая диспропорция в его концах.
Сборка, образованная штампом, расположенным внутри его кольца, монтируется попарно на противоположных головках.
Машины, которые выполняют эту работу, называются машинами с вкладками, они могут быть ручными или автоматическими, последние обычно имеют несколько пар головок, в зависимости от скорости работы. См. рис. 2
Рисунок № 2: Ручной харвестер
USO
При использовании тонких, высокотвердых материалов техника тампонирования все меньше и меньше используется, так как она вызывает трещины или трещины на кромке фланцев, особенно при малых диаметрах емкостей.
Тем не менее, эта техника все еще остается в силе, так как ее применение очень актуально:
— Контейнеры большого диаметра, т.е. свыше 99 мм, даже если для них используются материалы высокой твердости, так как в этих случаях не происходит поломки фланцев.
— Любые типы круглых контейнеров, изготовленных из материалов низкой или нормальной твердости.
Преимущество использования этого метода заключается в том, что и машины, и инструменты дешевле, чем те, которые используются в других методах.
КАЛЛЮКУЛЯЦИЯ
Формующая головка имеет коническую форму, облегчающую вход и направление корпуса контейнера в забортное положение. Если боковой шов имеет тип обжимного или обжимного, то для сохранения толщины шва добавляется ступенька с плавными радиусами входа и выхода, которая увеличивается при превышении площади крайнего клапана.
Размеры пресс-формы и кольца — это простая задача, так как существует ряд мер, которые можно поддерживать на постоянном уровне, независимо от диаметра фланцевого контейнера. Войдя в подробности, вы можете прокомментировать:
Высота: Обе части могут быть зафиксированы для любого размера контейнера, хотя они могут быть сделаны немного меньше для малых диаметров. На рисунке № 3 представлен отрезок набора дадо-аро, в нем очерчены некоторые основные ориентировочные высоты.
Углы: Как угол фланца, так и угол входа штампа остаются постоянными для любого размера. Рекомендуемое значение — 7º 30». См. рисунок № 3
Радиус: Основная дуга инструментальной оснастки — та, которая формирует ресничку, соответствующее значение ее радиуса составляет 2 мм, за исключением больших ресниц — больше 3 мм, — которая увеличивается. См. рисунок № 3.
Диаметры: Это размеры, которые меняются для каждого случая, будучи одинаковыми в зависимости от диаметра контейнера. Есть два основных диаметра:
1º.- Точка, в которой контейнер подгоняется или подгоняется точно под штамп, обозначенная как «диаметр регулировки корпуса контейнера», которую мы назовем D1. Он связан с теоретическим внутренним диаметром корпуса контейнера. В реальности она соответствует этому значению плюс небольшой зазор, учитывающий допуски и избыточную толщину сварного шва корпуса. См. рисунок № 3
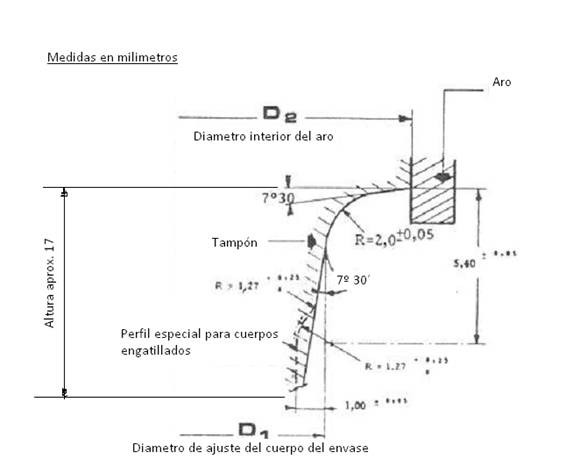
Рисунок № 3: Конструкция инструмента для откидывания тампонов.
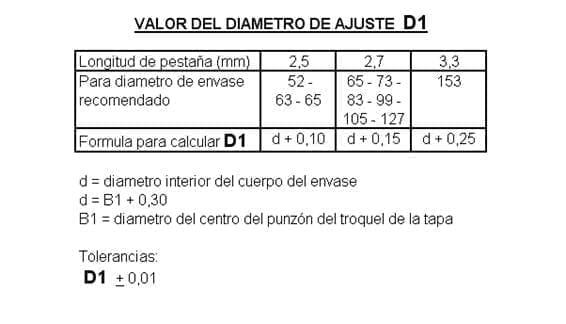
Следующая таблица включает формулы для расчета значения D1 с учетом:
— Длина ресницы, которую мы хотим получить.
— Диаметр контейнера
В каждом варианте формула дается значением внутреннего диаметра корпуса контейнера — d — плюс константа, которая изменяется в зависимости от исходных данных. Хорошо помнить, что расчет внутреннего диаметра корпуса контейнера является функцией измерения центра пуансона штампов, используемых для изготовления соответствующей крышки. То есть, фундаментальным измерением, по которому определяются все остальные измерения комплекта колпачков, является вышеупомянутый диаметр центра пуансона, мы обозначаем его как В1 и, за редким исключением, выражение, связывающее d и В1:
d = B1 + 0.30
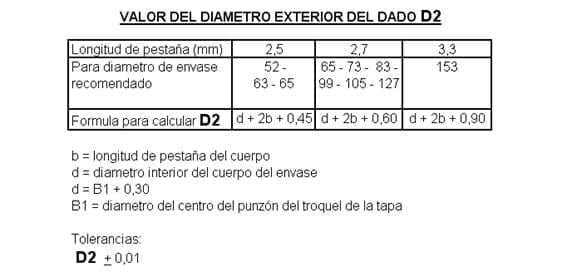
2º.- Диаметр посадки между кольцом и матрицей, или то же, что и снаружи матрицы. Она представляет собой максимальное теоретическое значение фланца, хотя, как объяснялось выше, это никогда не выполняется. Хорошая конструкция всегда должна обеспечивать зазор между кромкой фланца и ободом для поглощения небольших неровностей кромки, заусенцев, неравномерности бокового шва кузова и разницы в высоте среза в корпусе.
Мы будем обозначать этот диаметр как D2 , и его размеры также варьируются:
— Длина закладки, которую мы близки к тому, чтобы получить
— Диаметр контейнера
Выражение, которое дает нам его значение, связано с внутренним диаметром корпуса контейнера — d — и длиной фланца, который должен быть изготовлен — p -.
В следующей таблице приведены эти параметры и их формулы.
ПОЛЕЗНЫЕ КОММЕНТАРИИ
— Буферы, штампы и кольца должны быть изготовлены из инструментальной стали высокой твердости.
— Поверхность должна быть очень хорошей, шлифованной и полированной.
— В случае многоголовочного фланцевого фланцевого устройства расстояние между каждой парой головок должно быть точным, чтобы обеспечить равномерную высоту и длину фланца.
 Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
 РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ
КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ
 ШНУРКИ ДЛЯ СТРАХОВОЧНЫХ РЕМЕШКОВ
ШНУРКИ ДЛЯ СТРАХОВОЧНЫХ РЕМЕШКОВ
 ЗУБЧАТЫЙ ВАЛИК
ЗУБЧАТЫЙ ВАЛИК
 ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
 ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
ИЗГОТОВЛЕНИЕ ФАСОННЫХ КОРПУСОВ КОНТЕЙНЕРОВ
 ЛИТЬЁ ПОД ДАВЛЕНИЕМ КРУГЛОГО ДНА
ЛИТЬЁ ПОД ДАВЛЕНИЕМ КРУГЛОГО ДНА
 РАСЧЁТ ПРОКРУЧИВАЕМОГО ПРОФИЛЯ РАЗРЕЗА
РАСЧЁТ ПРОКРУЧИВАЕМОГО ПРОФИЛЯ РАЗРЕЗА
 РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ
РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ



0 Comments