
ФУНКЦИЯ
Название скручивающего станка дается станку, который выполняет работу по повороту края фона, от формы, которую он представляет на выходе из пресса, до его конечного профиля, похожего на крючок. Кроме того, она получает название от французского, итальянского или английского «luffing machine», «прихваточный станок» или «кёрлинг-машина».
Анализ скручивания, его функции и типов уже был представлен в статье:
Машина для скручивания всегда соединена за прессом, который режет дно, соединенное с ним через каплю — или направляющие — гравитационным или магнитным наклонным конвейером, где дно запускается импульсом, поступающим от выталкивателя пресса. На фото 1 изображена задняя часть пресса, за которой следует двойная машина для скручивания дисков с выгрузкой их на подъемный конвейер.

Рисунок 1: Сборка машины для скручивания на прессе
. При выходе из машины для кёрлинга средства могут быть отправлены:
1º.- Пандус, который вводит эти днища в штабелеукладчик. В нем они подхватываются входным каналом, который помещает их во вращающиеся червячные шнеки, которые позволяют сформировать кучу скрученных донцов, управляемых с помощью штабелирующих направляющих стержней. Оттуда они могут храниться или подаваться на другие машины.
2º.- Пандус, который укладывает их на конвейер на высоте, который перемещает их к подающему устройству машины для дезинфекции, также в виде аппликатора, с которого они подаются один за другим в систему транспортной полосы этой машины.
Скручивающие машины могут приводиться механически от пресса, который они обслуживают, с помощью трансмиссии, или могут иметь собственный независимый двигатель. Потребляемая мощность небольшая, порядка 1 кВт.
ТИПЫ
На рынке представлены различные версии машин, которые можно разделить на две основные группы:
— A.- Круглые утюги для закругленных днищ/вершин
— B.- Прогибочные станки для прямоугольных, овальных или других форм нижней/верхней части.
Как мы увидим, эти две группы работают по-разному.
КЁРЛИНГОВЫЕ МАШИНЫ ДЛЯ КРУГЛОГО ДНА
В этих станках скручивание края дна достигается поворотом дна на себя с большим количеством оборотов в минуту, внутри оснастки, которая действует на две диаметрально противоположные точки. Форма и конструкция скручивающего станка обсуждается в другой статье, озаглавленной «Форма и дизайн»:
Внутри этой группировки, в свою очередь, можно разделить на несколько типов, связанных с различными факторами, например: Рабочая скорость, тип используемого пресс-формы, предполагаемая инвестиционная стоимость….
Таким образом, мы можем поговорить об этом:
— 1º — Кёрлинговые машины для круглого дискового дна
— 2º.- Керлинговые машины для круглого дна с помощью роликов
1º.- ДИСК
В этом случае края днищ скручиваются путем прохождения между диском и кольцевым сегментом. Станок состоит из наклонного стола, на котором установлен весь набор, на котором скручиваемые днища переносятся на оснастку, что позволяет выполнять прогрессивную и плавную операцию. Наклон этого стола можно регулировать от 30º до 60º. Существуют и другие версии этого типа станков, в которых положение стола и всей оснастки является вертикальным. Инструментарий формируется из диска и внешнего сегмента, также называемого внешним сектором; дно циркулирует между ними обоими.
Диск имеет большой диаметр и вращается с определенной скоростью. Количество оборотов в минуту на некоторых машинах может регулироваться с помощью частотно-регулируемого привода. Он действительно состоит из двух частей. Центральный, неизменный для любого махрового профиля, и наружное кольцо круглого сечения, установленное на центральной части. Это кольцо может быть изготовлено в несколько штук, а на его боку есть бороздка с той формой, которую примет махровое полотно; поэтому это кольцо меняется при изменении стандарта махрового полотна. Пазы обычно обрабатываются дважды в противоположном направлении, так что при износе профиля достаточно повернуть кольцо, чтобы использовать второй паз. Диск в контакте с ним сообщает снизу тангенциальную скорость вращения, идентичную его собственной, что приводит к большему числу оборотов последнего на себя.
Сегмент является самой внешней частью станка. Он фиксирован и состоит из нескольких последовательных секций, концентрически расположенных на центральном диске. У них также есть горло, обращенное к кольцу круглого сечения центрального диска и имеющее тот же профиль. Каждый сегмент может быть слегка отрегулирован на свое расстояние до оси станка, так что расстояние между кольцом и сегментом постепенно уменьшается. Первоначально это расстояние немного больше, чем внешний диаметр дна на выходе из матрицы, а в последней зоне оно соответствует конечному диаметру матрицы после обжима. Таким образом, при прохождении дна вдоль машины его диаметр уменьшается одновременно с формированием наклонного скручивания. См. чертеж № 2. Фон в его движении скатывается вдоль сегмента.
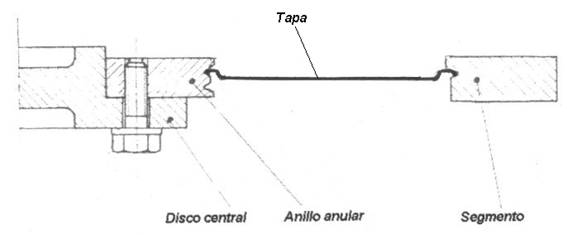
Рисунок № 2: Раздел машины для завивки керлингов
На фотографии № 3 показан пример машины для скручивания дисков. Круглый синий и белый кусок соответствует центральной части диска. Области затенения стали — это оснастка, т.е. кольцо круглого сечения и сегмент.
Рисунок 3: Машина для скручивания дисков для круглого дна
Обычно дно поступает в рабочую зону машины для скручивания, когда оно выходит из пресс-формы, т.е. лотком вверх, и в этом положении оно скручивается. Он перемещается туда с помощью магнитного конвейера или при помощи гравитационного падения, как упоминалось выше. Могут быть особые случаи, когда может быть интересно установить их в перевернутом виде, например, днище для аэрозольных контейнеров, которые в силу своей сферической формы крышки делают их перевернутое положение неустойчивым. В этом случае их можно перевернуть на выходе из пресса, установив поворотную направляющую. Инструменты в этом варианте должны иметь перевернутый профиль канавок.
Внутри машины днища проходят траекторию около 270º, которую тащит за собой центральный диск, поворачиваясь последовательно по своей траектории. Так вы получите равномерное завихрение по всему контуру.
Так как колпачки должны дойти до клееночной машины, которая является следующей машиной в производственном процессе, с крыльчатым каналом вверх — и, следовательно, с лотком вниз — чтобы уложить в нее соответствующее соединение, необходимо повернуть их на выходе из клееночной машины, используя для этого импульс, генерируемый действием центрального диска керлинг-машины. Поворот легко достигается путем размещения некоторых изогнутых направляющих (см. рисунок № 4), которые укладывают их на входной конвейер к клееночной машине.

Рисунок № 4: Машина для скручивания с нижним поворотом на выходе
Если перед входом в машину для скручивания колпачок был перевернут, — как мы указывали в случае с дном аэрозоля — нет необходимости во втором повороте на выходе из машины. Железо для завивки, представленное на фото № 3, работает вот так, синий указатель выхода на нем не кантователь.
Общие характеристики этих машин:
Диаметр дна, чтобы свернуться, что признать: от 50 до 175 мм
Производительность до: до 300 средств/мин.
Примерный вес 350 кг.
Потребляемая мощность: 1 кВт. Приблизительно. Макс
Когда пресс работает с двойной пресс-формой и, следовательно, за каждый ход вырезаются два дна, подходящая машина для скручивания имеет тип двойного диска. Она отличается от описанной выше тем, что все дублируется: два входа, два диска, два сегмента и т.д. Все это симметрично расположено по отношению к оси поступления средств. На фото nº 5 видна машина для двойного скручивания, без направляющих для выхода из днищ и без защиты.
Рисунок 5: Машина для скручивания двойных дисков
Этот тип керлинговой машины наиболее часто используется в современных промышленных установках. Они могут приводиться в движение парой независимых двигателей, как на фото nº 5, одним двигателем или даже от одного и того же двигателя пресса.
2º.- НА РОЛИК
В настоящее время эта процедура используется редко, и ее применение ограничивается колпачками большого диаметра. Машина, которая часто его выполняет, одновременно наносит резину на крыло днища, пользуясь вращением такого же. На фото № 6 изображен кёрлинг-железо такого типа. Производительность низкая.

Рисунок 6: Машина для скручивания по роликам
Это работает следующим образом: Крышка в перевернутом положении достигает точки скручивания, падая вдоль стола с направляющими; после этого она застряла между нижней плитой, которая подходит к ее чаше, и меньшей верхней плитой. Нижняя поворачивается моторизованно на определенное число оборотов в минуту и тащит за собой крышку, которая прижимается к этой пластине верхней, которая также поворачивается свободно под давлением этой же силы. Одновременно приближается боковая рука, несущая ролик, который имеет горло с соответствующим профилем для выполнения закручивания. Ролик безумно вращается вокруг своей оси, когда он соприкасается с краем фланца крышки. В зависимости от большего или меньшего приближения роликового рычага получается более или менее заметный завиток. Цикл требует, чтобы колпачок сделал несколько оборотов на себя, чтобы сделать завиток прогрессивным и полным по всему контуру.
Как уже упоминалось, в то же время, другой манипулятор может при помощи сопла нанести соответствующую резиновую прокладку, которая будет распределена на фланец, пользуясь преимуществом быстрого вращения крышки. Приводы рычага могут быть механическими или пневматическими. Эти скручивающие машины могут подаваться непосредственно с пресса или с помощью подающего устройства, хотя колпачки также могут подаваться вручную. Регулировка машины на другой диаметр днища происходит относительно быстро, так как достаточно сменить нижнюю плиту и отрегулировать положение кронштейнов и направляющих. Это можно сделать примерно за 15 минут.
Благодаря тому, что этот тип станка работает, его можно использовать на абсолютно плоском дне фланца, то есть получить с помощью дизайнерской матрицы без закручивания, что делает его идеальным для небольших производств колпачков большого диаметра.
Общие характеристики этих машин:
Диаметр дна, чтобы свернуться, что признать: От 50 до 250 мм
Производство до: до 45 фондов/мин.
Примерный вес 350 кг.
Потребляемая мощность: 0,33 кВт. Приблизительно. Макс
B.- КЁРЛИНГОВАЛЬНАЯ МАШИНА ДЛЯ ПРЯМОУГОЛЬНОГО ДНА
Прямоугольные днища, а также овальные и неокруглые днища представляют собой сложность, связанную с тем, что при повороте этих днищ не удается сделать закручивание. Поэтому для ее производства необходимо прибегнуть к другой процедуре. Одним из способов этого является использование керлинговых машин другого типа, которые оснащены парой дисков одинакового диаметра — меньшего размера, чем те, которые используются в круглых днищах — как движущихся, так и вращающихся в противоположном направлении, всегда в направлении захода крышки. Оба диска имеют канавку на боковой стороне с профилем закручивания, который должен быть достигнут. При прохождении крышек между двумя дисками две противоположные стороны крышек, соприкасающиеся с дисками, скручиваются. На фото № 7 можно увидеть кёрлинг-железо такого типа.
Рисунок № 7: Машина для скручивания двойных дисков
При такой системе две стороны прямоугольной крышки — две меньшие — остаются незакрученными, что не влияет на ее штабелируемость и очень мало влияет на закрытие. Способ подачи и хранения крышек аналогичен вышеуказанному для других машин.
Этот же тип керлинговой машины может использоваться для круглого дна, хотя диски должны вращаться с разной скоростью и в противоположном направлении, что достигается за счет увеличения числа оборотов одного из двух валов и изменения направления вращения. Таким образом, так как тангенциальные скорости двух дисков различны и противоположны, при соприкосновении с ними дно поворачивается на себя, создавая свое скручивание.
Вариант этого типа, который значительно улучшает его, заключается в проектировании машины с двойной последовательной парой дисков, что позволяет сделать скручивание в два этапа, первый из которых приближается к форме и размерам скручивания, а второй — к его завершению. При таком раскладе результаты лучше. См. фото № 8

Рисунок 8: Машина для скручивания двойных дисков.
Несмотря на то, что они используются редко, существуют также щипцы для скручивания с тремя или даже четырьмя парами дисков, что позволяет делать скручивание более плавным и плавным.
Общими характеристиками этого оборудования являются:
Диаметр дна, чтобы свернуться, что признать: От 50 до 200 мм
Производительность до: до 120 средств/мин.
Примерный вес 250 кг.
Потребляемая мощность: 1 кВт. Приблизительно. Макс
ДРУГИЕ ФОРМЫ КЁРЛИНГА
Существуют и другие альтернативы реализации скручивания крышек, которые используются, особенно когда они не являются круглыми, чтобы иметь возможность скручивать всю периферию крышки, а не только две противоположные стороны, как мы видели в предыдущем решении. Среди других наиболее часто используемых:
A.- Нажмите кёрлинг. Операция выполняется на прессе, оснащенном специальными инструментами. См. чертеж № 9. Инструмент устанавливается на прессе, как если бы это был штамп, эта система может быть установлена на любой машине, снабженной столом и головкой, и оснащена альтернативным движением с определенным усилием, например, машина для клея подушечек для прямоугольного дна.
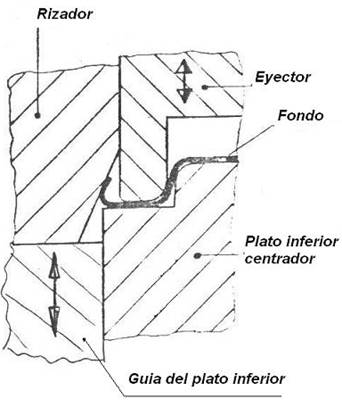
Рисунок № 9: Нажмите «Скручивание штриха
Эта процедура уже обсуждалась в документе:
— Скручивание дна на склеивающей машине
Б.- Кёрлинг в моряке. Для некруглого дна, отличное дно может быть достигнуто с помощью моряка в качестве обжимного щипца. Наиболее подходящим типом моряка является тот, который работает с неподвижным контейнером, то есть с вращающейся шовной головкой. Достаточно использовать закрывающие ролики с соответствующим обжимным профилем и дополнить компрессионную пластину так, чтобы она могла иммобилизировать крышку снизу. Для этого необходимо также использовать кулачок копирования, специально предназначенный для этой цели.
Система работает очень хорошо, хотя и имеет два основных недостатка:
— Низкая рабочая скорость
— Трудно кормить крышки, так как они не скручиваются, а если их предварительно сложить, то они застревают вместе. Это можно решить двумя способами:
o Предварительное скручивание в машине для скручивания двух дисков, что позволяет работать без блокировки.
o Подача колпачков один за другим к моряку, с помощью различных процедур, таких как: вручную, непосредственно с пресса или гуммирующей машины, с помощью магнитных поплавков и т.д.
Повторяем, что эти два варианта используются только в том случае, когда необходимо скрутить весь контур крышки в неокруглую форму. Это может быть востребовано по разным причинам, таким как: достижение очень хорошего качества махровых изделий, требования клиентов и т.д. Они являются дорогостоящими процедурами из-за их низкой скорости и очень специализированного оборудования.
 Может уплотнительное устройство различных форматов
Может уплотнительное устройство различных форматов
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 КЁРЛИНГОВЫЕ СТАНКИ
КЁРЛИНГОВЫЕ СТАНКИ
 КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
 U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
 СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ
СКРУЧИВАНИЕ ДНА НА СКЛЕИВАЮЩЕЙ МАШИНЕ
 ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
 СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ



0 Comments