
РЕЗЮМЕ
Объясняется, как определить основные размеры оснастки, пригодной для фланцевания круглого контейнера, на станке с технологией «вращения».
ВВЕДЕНИЕ
На этом сайте уже есть несколько статей на тему мигания, например:
Мы возвращаемся к размеру, фокусируясь на дизайне «вращающейся» крепежной головки. Самый современный способ выполнения этой операции — фланцевать концы контейнера путем «вращения». Его происхождение было обусловлено необходимостью работать с очень тонкими и твердыми материалами. Это случилось, когда широкое распространение получило использование жести двойного уменьшения (ДУ). С помощью этой разработки можно устранить наличие трещин на краю фланца, которые часто появлялись с этими материалами при использовании буферной фланцевой системы. . С самого начала этот тип фланцев назывался «спин», так как во время операции корпус контейнера вращается сам на себе, и в настоящее время он дал название этой технике.
Тампоны заменяются головками, каждая из которых состоит из следующих частей:
— Серия небольших роликов, вписанных по окружности, примерно совпадающей с внутренним диаметром корпуса контейнера. Поэтому их количество зависит от размера контейнера.
— Коническая опора, на которой установлены ролики. Каждый ролик соединен с валом на подшипниках и вращается сам по себе, когда головка подвергается вращательному движению. Эти ролики могут быть моторизированы или вызваны трением о конец корпуса контейнера.
— Наружное кольцо, которое действует как ограничитель наружного диаметра фланца, хотя обычно фланец не должен соприкасаться с ним, так как это может привести к сгибанию или раздавливанию кромок.
Количество головок, которыми оснащена каждая таблетировочная машина, варьируется и зависит от скорости производства, которую вы хотите достичь. В комплект оснастки входит система подачи и направления корпусов (шнеки, звездочки и т.д.), которая варьируется в зависимости от диаметра контейнера.
На рисунке № 1 показан вид такой откидной головы.
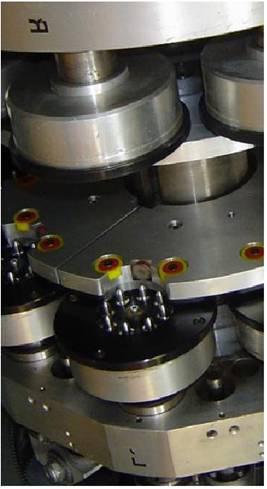
Рисунок № 1: Вращающаяся отбортовочная головка
USO
Благодаря своей работе эта техника может использоваться только на круглых контейнерах и позволяет работать на высоких скоростях. Несмотря на то, что он может быть использован для любого материала и может иметь любой размер, его использование оправдано только для диаметров менее 99 мм, так как для больших диаметров такой режим работы не нужен, а оборудование дорогостоящее.
Таблеточные машины могут быть собраны по модульному принципу, внутри группы машин — вырубные машины, седловые стежки, шовные машины — непосредственно соединены друг с другом, без промежуточных транспортеров. См. рис. 2:

Рисунок № 2: Модульная группа
КАЛЛЮКУЛЯЦИЯ
Каждый производитель оборудования проектирует фланцевые головки, чтобы иметь как можно больше общих частей для различных диаметров контейнеров. При определении размеров головки фланца необходимо учитывать следующее:
— Внутри одного и того же производителя ролики являются обычными для любого формата до тех пор, пока они имеют одинаковые размеры фланца. Высота отдельных частей также во всех случаях может быть одинаковой.
— Изменяются следующие параметры:
o Профиль ролика в зависимости от размера фланца b
o Диаметры D1 и D3 связаны с диаметром контейнера.
o Внутренний диаметр обода, связанный с D2.
Ролики:
В роликах есть некоторые фиксированные размеры, такие как высота, углы конуса ролика и угол наклона фланца — см. рисунок nº 3 -. При значениях длины фланца менее 3 мм фиксируется также радиус, формирующий фланец, и значение 2 мм. Основной диаметр валка, A, как правило, варьируется от 10 до 18 миллиметров в зависимости от производителя. Диаметр B основания ролика зависит от A и ширины фланца p. Выражение, связывающее эти значения:
B = A + 2p — 0.1
т.е. фланец, образовавшийся на корпусе, слегка выступает из ролика, см. рис. 3.
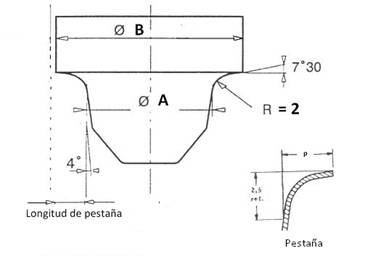
Рисунок 3: Размеры роликов
Количество роликов в каждой головке, в зависимости от имеющегося пространства, зависит от диаметра контейнера, обычно это четное число и может варьироваться от 4 до 10 единиц.
Роликовые головки:
Основные размеры головки — те, которые определяют точное положение роликов в головке. То есть, диаметры D1 и D3, показанные на чертеже № 4.
Значение D1 является фундаментальным в том виде, в каком оно установлено:
a.- Регулировка между корпусом контейнера и головкой.
b.- Внутренний диаметр контейнера в области фланца.
в.- Начало вкладки.
Количество этого диаметра D1, относится к внутреннему диаметру, и равно этому диаметру плюс постоянная, которая меняется в зависимости от размера контейнера. В частности, это дается выражением:
D1 = d + 0,15 (для контейнеров номинального диаметра)
<
более 73 мм)
D1 = d + 0,25 (для контейнеров, где условие выполнено: 73 < d < 99).
в котором :
— d = внутренний диаметр корпуса контейнера
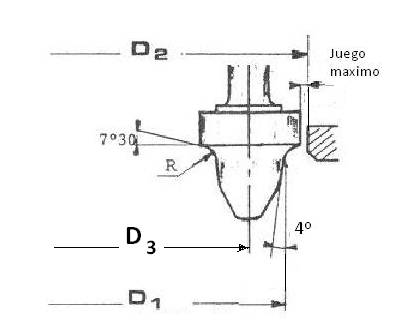
Рисунок № 4: Основные размеры спинно-обрезной головки
D3 получается путем добавления значения диаметра валика(А) к D1.
D3 = D1 + A
Внешнее кольцо:
Делимитирует максимальное значение фланца, хотя оно не должно касаться его внутреннего диаметра, хотя пунктуально в области бокового шва может касаться, как уже было сказано в начале этой статьи. Между диаметром основания(B) и внутренним диаметром кольца(D2) всегда есть зазор. См. рис. 4.
Значение D2 определяется D1 плюс фланцы, к которым добавляется константа, определяющая зазор между краем фланца и кольцом.
D2 = D1 + 2p + 0.15
выражение, где p — длина фланца контейнера.
ЗАКЛЮЧИТЕЛЬНЫЕ КОММЕНТАРИИ
— Вальцы и обручи должны быть изготовлены из инструментальной стали высокой твердости. Другие материалы, такие как износостойкая керамика или нитридные покрытия, также иногда используются для валов.
— Поверхность должна быть очень хорошей, шлифованной и полированной.
— Расстояние между каждой парой головок должно быть одинаковым для всех головок для поддержания одинаковой высоты и длины фланцев.
— Потеря высоты, которая происходит в корпусе при изготовлении его фланца, аналогична в случае использования машин, которые работают по принципу «вращения» или по принципу «буфера».
 ВИДЫ КРЕПЕЖА В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ МЕТАЛЛА
ВИДЫ КРЕПЕЖА В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ МЕТАЛЛА
 ОТВИНЧИВАЮЩИЕСЯ КОЛПАЧКИ — ЗАВИВКА И ФОРМИРОВАНИЕ НОГТЕЙ
ОТВИНЧИВАЮЩИЕСЯ КОЛПАЧКИ — ЗАВИВКА И ФОРМИРОВАНИЕ НОГТЕЙ
 РОТАЦИОННАЯ МАШИНА ДЛЯ ВСТАВКИ КОНТЕЙНЕРОВ
РОТАЦИОННАЯ МАШИНА ДЛЯ ВСТАВКИ КОНТЕЙНЕРОВ
 РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ
КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ
 ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 РАСЧЁТ МИГАЮЩЕГО КУБИКА
РАСЧЁТ МИГАЮЩЕГО КУБИКА
 ЗУБЧАТЫЙ ВАЛИК
ЗУБЧАТЫЙ ВАЛИК
 УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».
УПАКОВОЧНАЯ ЛИНИЯ «ДВЕ ШТУКИ ДРД».
 ЛИТЬЁ ПОД ДАВЛЕНИЕМ КРУГЛОГО ДНА
ЛИТЬЁ ПОД ДАВЛЕНИЕМ КРУГЛОГО ДНА



0 Комментариев