
РЕЗЮМЕ
Это устройство представляет собой автоматическое оборудование для выравнивания высекаемых деталей в нужном положении на выходном конвейере пресса и их последующей укладки в штабель.
ВВЕДЕНИЕ
Верхний конец или крышка батарей — сухие электрические батареи — это элемент, окружающий положительный полюс батарей. Они настолько малы по размеру и легки по весу, что при падении на выходной конвейер пресса они могут быть как вверх ногами, так и правой стороной вверх. Поэтому их трудно расположить и выровнять в одном положении для правильного штабелирования.
В настоящей работе описывается оборудование, разработанное для автоматического эффективного выполнения этой задачи, что приводит к значительному сокращению рабочей силы. Отныне мы будем называть это устройство «выравнивателем».
ОПИСАНИЕ ФУНКЦИИ ВЫРАВНИВАТЕЛЯ
См. рисунок № 1, чтобы проследить за рабочим процессом.
рис. 1
a.- Выравнивающее оборудование устанавливается за выходным конвейером пресса. Связь между этим конвейером и центрирующим устройством осуществляется посредством разделительного канала в два ряда.
b.- Пресс, используемый для данного вида работ, представляет собой автоматический пресс однократного действия, оснащенный несколькими инструментами — с 5 ударами — со скоростью 150 ударов/мин.
c.- Крышки штабелей, вырезанные под давлением, падают с пресса без заказа на конвейер.
d.- Для обеспечения того, чтобы внешние поверхности конвейера всегда находились на этом конвейере вверх, через сопла продувается воздух под давлением, как показано на центральной части рисунка nº 1. На следующем рисунке — рисунок nº 2 — виден этот узел.
рисунок 2
e.- Заготовки, однажды ориентированные и выровненные в определенном направлении на конвейере, могут быть проверены системой технического зрения. Он может отвергнуть дефектных.
f.- Крышки проходят через двойной разделительный канал, который распределяет их в два ряда, укладывая на двойной магнитный конвейер по высоте.
g.- Элементы поступают в пару штабелеукладчиков, расположенных на конце двойного магнитного конвейера. Под каждым штабелером установлен постоянный магнитный шкив. Он забирает детали из укладчика и перемещает их в выходной желоб.
h.- Для обеспечения хранения заданного количества элементов в каждом штабелеукладчике магнитный шкив управляется электромагнитным сцеплением-тормозом, который действует, когда датчик приближения — счетчик — размещенный на штабелеукладчике обнаруживает заданное количество. На рисунке № 3, представляющем общий вид выравнивателя, можно увидеть элементы, указанные здесь.
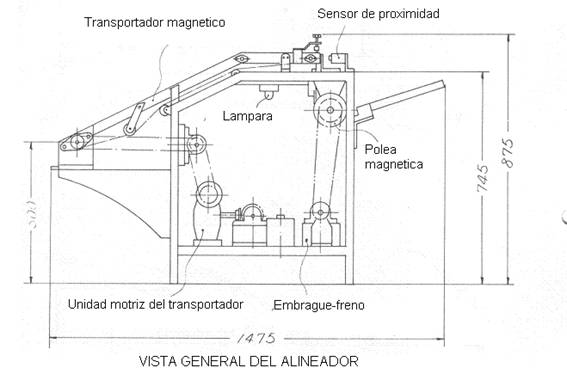
рис. 3
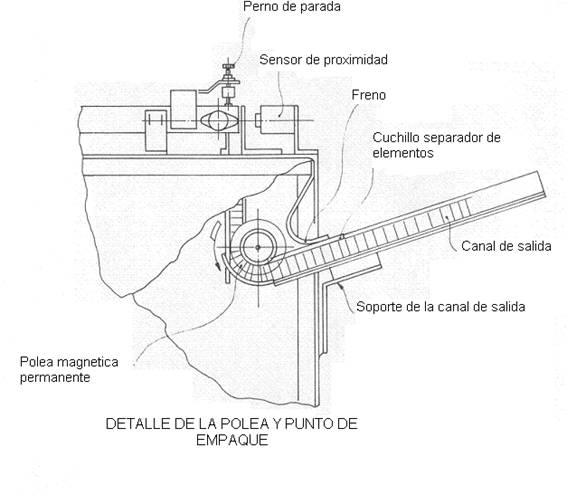
i.- На выходе магнитного шкива тормоз удерживает детали за счет трения, так что они остаются сгруппированными. Далее расположено разделительное лезвие, которое также работает с датчиком и разделяет количество подсчитанных кусков.
j.- Вытягивания отсчитанных крышек, когда они достигают выходного канала, «протягиваются» через центральное отверстие с помощью стержня и вводятся в картонные коробки.
См. детали точек h, i и j на рисунке nº 4.
КОНСТРУКЦИЯ ВЫРАВНИВАТЕЛЯ
Выравниватель состоит из двух равных рядов устройств, работающих параллельно, способных сортировать, выравнивать, подсчитывать и подготавливать к упаковке батарейные колпачки. Каждый из рядов работает со скоростью 375 частей/мин, т.е. общая скорость 750 частей/мин.
Как видно из описания работы, эта установка состоит из серии собранных элементов, которые перечислены ниже:
— Форсунки для продувки воздуха, расположенные на выходном конвейере пресса. Его функция состоит в том, чтобы расположить крышки, поворачивая перевернутые. Эти насадки являются самостоятельным элементом центрирующего устройства.
— Магнитный конвейер на высоте, который транспортирует и поднимает детали.
— Разряд соединен с концом конвейера.
— Датчик приближения, который активирует счетчик, расположенный на разряде.
— Штабелеукладчик
— Магнитный шкив
— Выходной канал магнитного шкива, снабженный тормозом с деталями и разделительным лезвием.
— Пункт упаковки
— Электрический шкаф.
На следующих фотографиях, рисунках 5 и 6 показаны два вида оборудования
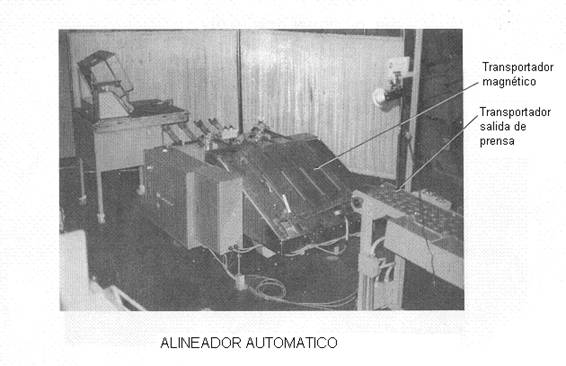
рис. 6
Кроме того, система контроля качества зрения может быть установлена на конвейере независимо от этого устройства.
СПЕЦИФИКАЦИИ
A.- Размеры обложек: См. рисунок № 7.
В.- Вместимость: Макс. 750 шт.
C.- Мощность: 0.75 кВт.
Монтажное пространство: Ширина = 850 X Длина = 1,475 X Высота = 875 мм.
Вес 210 кг.
Экономия труда: 2 человека/смена
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 ОТВИНЧИВАЮЩИЕСЯ КОЛПАЧКИ — ЗАВИВКА И ФОРМИРОВАНИЕ НОГТЕЙ
ОТВИНЧИВАЮЩИЕСЯ КОЛПАЧКИ — ЗАВИВКА И ФОРМИРОВАНИЕ НОГТЕЙ
 ПОВОРОТНЫЙ МЕХАНИЗМ ПОДАЧИ КОЛПАЧКОВ
ПОВОРОТНЫЙ МЕХАНИЗМ ПОДАЧИ КОЛПАЧКОВ
 КОНУСООБРАЗНЫЙ ПИТАТЕЛЬ КОЛПАЧКОВ
КОНУСООБРАЗНЫЙ ПИТАТЕЛЬ КОЛПАЧКОВ
 ЛИНИЯ ДЛЯ УПАКОВКИ «ФИЕСТЫ»
ЛИНИЯ ДЛЯ УПАКОВКИ «ФИЕСТЫ»
 УПАКОВКА НА ЛИНИЯХ ДЛЯ МАЛОЙ КОЛБАСНОЙ ТАРЫ
УПАКОВКА НА ЛИНИЯХ ДЛЯ МАЛОЙ КОЛБАСНОЙ ТАРЫ
 U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
U-ОБРАЗНАЯ ЛИНИЯ ДЛЯ ПРЯМОУГОЛЬНЫХ ЗАДНИКОВ
 ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
 ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ



0 Комментариев