
ВВЕДЕНИЕ
Во второй половине прошлого века необходимость сокращения расходов постепенно реализовывалась с целью максимально эффективного использования металлической поверхности, предназначенной для изготовления колпачков и днищ. Для этой цели была введена зигзагообразная резка сначала на прессовых полотнах, а затем эта же техника была использована для вырезания листов из рулонов.
Целью данной работы является представление основных понятий для расчета силуэта, или профиля, этих зигзагообразных разрезов. В испанском языке для обозначения этого вида стрижки стало широко использоваться английское слово «scroll shearing» (стрижка свитком). Поэтому отныне мы будем использовать этот термин. Мы назовем первичную спиральную резку той, которая производится на линиях резки рулонов, а вторичную спиральную резку той, которая производится на ножницах для подготовки полос или лент для прессов.
Несмотря на то, что иногда полосы используются для одиночных матриц — одиночных пуансонов — и поэтому содержат только один ряд дна, самый обычный случай — для двойных матриц, т.е. двухрядных полос. Поэтому данное исследование будет сосредоточено на последнем типе.
НАЧАЛЬНАЯ УСТАНОВКА ПАРАМЕТРОВ
Чтобы начать вычисление, нам необходимо заранее знать некоторые данные. Это:
— D = диаметр реза материала, необходимого для вырезания крышки. Он должен был быть предварительно рассчитан и практически проверен.
— N1 = количество разрезов на ленту. Мы будем ограничены:
— максимальный/минимальный шаг резания линии продольной резки рулонов.
— максимальная/минимальная ширина листа, допускаемая ножницами прокрутки.
— максимальная/минимальная длина полосы, которую примет пресс.
Эти данные будут указаны в руководствах по эксплуатации машин.
— N2 = Количество полос, которые мы хотим получить на лист. Это будет ограничено:
— максимальная ширина/минута рулона, которую может выдержать линия продольной резки.
— максимальная/минимальная длина листа, которую может выдержать ножница для прокрутки.
— F1 = Минимальная обрезка между срезами.
— F2 = Обрезка между срезом и боковым краем ленты
— F3 = Обрезка между срезом и концом ленты
— F4 = Обрезка между разрезом и кромкой охрупчивания
Величина этих вырезов связана с точностью работы пресса и качеством пресс-формы.
На рисунке 1 показаны эти исходные параметры, для лучшей идентификации они обрамлены прямоугольниками.
Приведем пример, чтобы лучше следовать расчетам,
Предположите следующие значения для определенного колпачка:
D = 92 мм.
N1 =18 (2 строки по 9)
N2 = 5
F1 = 1,1 мм между смежными ломтиками
F2 = 1,8 мм между разрезом и боковым краем полосы
F3 = 0,8 мм между разрезом и концом ленты
F4 = 2,25 мм между разрезом и кромкой зубчатого венца
См. рисунок № 1 ниже. В ней мы представили буквами различные размеры, которые определяют различные параметры схемы раскроя.
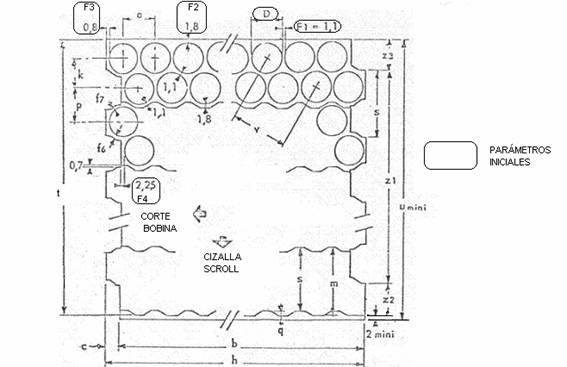
Мы также отметили двумя стрелками направления подачи материала в операциях резки рулонов и спиральных ножниц. Теперь мы разработаем расчет различных размеров.
1º.- Расстояние между двумя разрезами: a = D + F1 ( a = 92 + 1.1 = 93.1).
Это значение a соответствует скорости подачи в прессе.
2º.- Длина резки рулона: b = a x (N1/2 — 1) + D + 2F1
( b = 93,1 x 18/2 — 1) + 92 + 2 x 0,8 = 838,4)
Это шаг подачи на линию продольной резки рулонов.
3º.- Глубина кренелляции в первичном свитке: c = a/2 — F3 + F4
( c = 93.1/2 – 0.8 + 2.25 = 48 )
4º.- Длина листа: h = b + c ( h = 838,4 + 48 = 886,4)
5º.- Расстояние между центральными рядами одной и той же подушки:
k = a/2 x 1/ tg30º k = a/2 x 1/ tg30º k = a/2 x 1/ tg30º
k = 93,1 /2 x 1/ 0,57733 = 80,624
6º.- Ширина полосы: m = 2F2 + D + k ( m = 2 x 1,8 + 92 + 80,624 = 176,224 )
7º.-Расстояние между осевыми линиями двух смежных рядов двух подушек:
p = V (2F1 + D)(2F1 + D) — (F1/2 + D/2) (F1/2 + D/2)
p = V (2 x 1.1 + 92 ) (2 x 1.1 + 92 ) — (1.1/2 + 92/2) (1.1/2 + 92/2) = 81.894
8º.- Высота охрупчивания во вторичном свитке: q = D + 2F2 — p
( q = 92 + 2 x 1,8 — 81,894 = 13,706 )
9º.- Шаг сдвига при сдвиге свитка: s = m — q ( s = 176.224 -13.706 = 162.518)
10º.- Ширина нетто листа (без обрезки): t = ( N2 — 1 ) s + м
t = (5 -1 ) x 162.518 + 176.224 = 826.296
11º.- Минимальная ширина листа (ширина рулона) : u = t + минимальная обрезка
( u = 826.296 + 2 = 828.296 )
Эта цифра округлена, так что ширина рулона должна составлять 829 мм.
12º.- Расстояние между центрами удара в кепке умирает.
v = V ( a ( a + D/2 + F1/2) x ( a + D/2 + F1/2) + k x k
v = V ( 93.1 + 92/2 + 1.1/2) x ( 93.1 + 92/2 + 1.1/2) + 80.624 x 80.624 = 161.252
13º.- Расстояние между крайними зубцами: z1 = t — m
( z1 = 826.296 -176.224 = 650.072)
14º.- z2 = k ( z2 = 80.624 )
15º.- z3 = t -z1 -z2 ( z3 = 826.296 — 650.072 — 80.624 = 95.6 )
Пока что основные измерения листа. Теперь мы входим в определение подробных измерений профилей первичной и вторичной прокрутки кренелляции. Для этого будем следовать размерам, определенным на рисунке nº 2.
Основные параметры:
A) Угол наклона на зубчатых стенах, как первичного, так и вторичного свитка, составляет 30º.
B) Смещение начала резания вторичного свитка по отношению к вершине первичной кренелляции свитка составляет 0,7 мм. Это гарантирует, что разрез будет чистым, не создавая шипов по краям.
C) Для обеспечения того же эффекта, что и выше, наклон гребня первичного свитка, совпадающий с отсечением вторичного свитка, имеет составной наклон, с двумя углами наклона 5º и 30º. Подробности см. на рис. 2
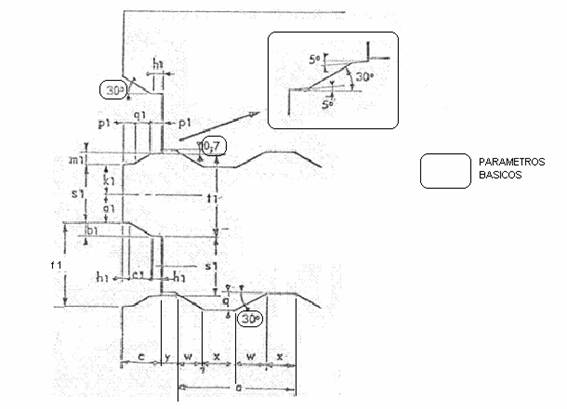
рисунок 2
16º.- Длина наклона вторичного охрупчивания свитка: w = q /тг 30º.
(w = 13.706 /0.57733 = 23.74 )
17º. Длина основания охрупчивания вторичного свитка: x = ( a — 2w )/2
(x = (93,1 — 2 x 23,74)/2 = 22,81)
18º.- a1 = k — D/2 — F2 ( a1 = 80.624 — 92/2 — 1.8 = 32.824 )
19º.- b1 = k — 2 a1 ( b1 = 80.624 — 2 x 32.824 = 14.976 )
20º.- c1 = b1/ tg30º ( c1 = 14.976/0.5773 = 25.94 )
21º.- h1 = ( c — c1 )/2 h1 = ( 48 — 25.94 )/2 = 11.03
22º.- k1 = p — D/2 — F2 + 0.7 ( k1 = 81.894 — 46 — 1.8 + 0.7 = 34.794 )
23º.- m1 = p — 2k1 ( m1 = 81,894 — 2 x 34,794 = 12,306 )
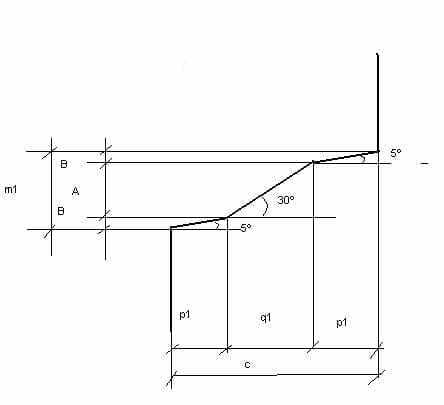
24º и 25º.- Для вычисления координат p1 и q1 посмотрим на рисунок nº 3.
В нем выполняется следующее уравнение:
c = 2p1 + q1
m1 = 2B + A, B = p1 x tg 5º , A = q1 x tg 30º.
Поэтому m1 = 2p1 x tg5º + q1 x tg30º = 0,176 p1 + 0,5773 q1
Поэтому уравнение с двумя неизвестными приведено ниже:
c = 2p1 + q1
m1 = 0.176p1 + 0.5773 q1
но так как c и m1 уже известны, мы бы так и сделали:
2p1 + q1 = 48
0.176p1 + 0.5773 q1 = 12.306
если мы решим это выражение, то получим следующие значения:
p1 = 15.741 ql = 16.518
26º.- Расчет y :
На рисунке №2 это выполнено:
c + y + w — p1 = w + x + w, упрощение:
c + y — p1 = w + x, откуда:
y = ш + х + п1 — в
y = 23.74 + 22.81 + 15.741 — 48 = 14.291
27º.- s1 = k1 + a1 ( s1 = 34.794 + 32.824 = 67.618 )
28º.- f1 = m1 + s1 + b1 ( f1 = 12.306 + 67.618 + 14.976 = 94.9 )
29º.- f6 Для расчета этого разреза будем использовать рисунок nº 4. В этом она выполнена:
1) y = D/2 + F3 + F4 — F/2
y = 92/2 + 0.8 + 2.25 — 1.1/2 = 48.5
2º) x = V k*k + y*y
x = V 80.624×80.624 + 48.5×48.5 = 94.087
3º) f6 = ( x — D )/ 2
f6 = (94.087 – 92 ) / 2 = 1.0435
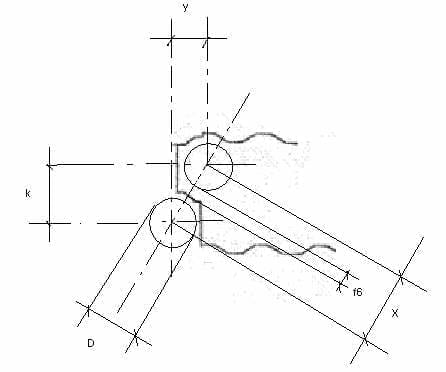
рис. 4
30º.- f7. По аналогии с предыдущим у нас были бы основания:
1º) x’ = V p*p + y*y
x’ = V 81.894×81.894+ 48.5×48.5 = 95.178
3º) f7 = ( x’ — D )/ 2
f6 = (95.178– 92 ) / 2 = 1.589
Можно подготовить или получить небольшую компьютерную программу для вычисления всех этих значений, без необходимости работать вручную.
 Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
 РАСЧЕТ НОРМАТИВНОЙ СТОИМОСТИ «ТРЕХКОМПОНЕНТНОГО» ПАКЕТА
РАСЧЕТ НОРМАТИВНОЙ СТОИМОСТИ «ТРЕХКОМПОНЕНТНОГО» ПАКЕТА
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 РАСЧЁТ МИГАЮЩЕГО КУБИКА
РАСЧЁТ МИГАЮЩЕГО КУБИКА
 ЛЕЗВИЯ ДЛЯ УМИРАЮЩИХ
ЛЕЗВИЯ ДЛЯ УМИРАЮЩИХ
 УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
 ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ЛЁГКОЙ ОТКРЫТОЙ КРЫШКИ
 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
 РАСЧЁТ НОРМАТИВНОЙ СТОИМОСТИ ПОКРЫТИЯ
РАСЧЁТ НОРМАТИВНОЙ СТОИМОСТИ ПОКРЫТИЯ
 ЭВОЛЮЦИЯ ПРОФИЛЯ Ø99 ФОНДОВ-СТОПОВ
ЭВОЛЮЦИЯ ПРОФИЛЯ Ø99 ФОНДОВ-СТОПОВ



0 Comments