

Это начало работы над
ТЕОРИЯ ЗАКРЫТИЯ
Работа опубликована в четырех частях или главах.
ЧАСТЬ 1: INDEX
1º.- ВВЕДЕНИЕ
2º.- ТЕРМИНОЛОГИЯ
А. — Кузов контейнера
В.- Дно контейнера
С. — Терминология самого закрытия
D.- Шайфовальные инструменты
3º.- ГЕНЕРАЦИЯ ЗАКРЫТИЯ:
— Рулинас
— Сжатие,
— 1-я операция,
— 2-я операция,
— Герметизация закрытия
— Критические параметры.
4º.- ОПЕРАЦИЯ ЗАКРЫТИЯ:
— Закрывающие машины:
— Зашивочные машины для цилиндрических банок
— Неправильные баночные швы.
— Основные части стопорного инструмента
— Рулинас:
— 1-я операция
— 2-я операция
— Мандрилл
— Компрессионный патрон
— Эжектор
-Закрыто:
— Закрытие цилиндрических банок
— Закрытие нестандартных банок.
5º — ОЦЕНКА ЗАКРЫТИЯ:
— Подготовка.
— Исполнение
1-я фаза:
— А .- Визуальный осмотр
— В.- Внешние измерения:
— Измерение глубины кюветы.
— Измерение длины закрытия
— Измерение падения в суставе
— Измерение толщины уплотнения Прочность
2-я фаза: Демонтаж уплотнения
— Вырезание центральной нижней панели
— Вырезание участка закрытия
— Демонтаж замка
— Подготовка закрытия к проецированию
3-й этап: Внутренние измерения
— Измерение толщины металла корпуса и днища
— Определение свободного пространства
— Измерительные крючки
— Проникновение крючка в тело и перекрытие
— Проверка наличия дефектов внутреннего уплотнения.
4-я фаза: утечки
— Обнаружение утечек
6º.- ПРИМЕНЕНИЕ ЗАКРЫТИЯ (Критические параметры):
— Затягивание крепежа.
— Проникновение крючка в тело.
— Перекрытие.
— Отсутствие дефектов зрения.
7º.-РЕКОМЕНДОВАННЫЕ ЗНАЧЕНИЯ ПАРАМЕТРОВ КРЕПЕЖА
8º.- ИЗМЕНЕНИЯ РАЗМЕРОВ ЗАКРЫТИЯ
9º.- ВНУТРЕННИЕ ДЕФЕКТЫ КРЕПЕЖА, ВЫЗВАННЫЕ ПЛОХОЙ РЕГУЛИРОВКОЙ РОЛИКОВ И ЕЕ ПРИЧИНАМИ:
— 1-я операция закрытия.
— 2-я операция закрытия:
— Короткий крючок для тела
— Длинный крючок для тела
— Короткий нижний крючок
— Длинный нижний крючок
— Чрезмерная длина крепежного элемента
— Недостаточная длина крепежного элемента
10º.- КЛАССИФИКАЦИЯ ДЕФЕКТОВ ЗАКРЫТИЯ
11º — КОНТРОЛЬ И РЕГУЛИРОВКА РАЗМЕРОВ ПРИСАДОЧНЫХ МАШИН
12º — КОРРЕКТИРОВКА ПО ЦЕЛЯМ:
— 1º.- Проверка механического состояния шовной машины.
— 2-й.- Проверка того, что оправки и ролики подходят для типа закрываемого контейнера.
— 3º .- Подготовьте машину к закрытой регулировке высоты.
— 4º .- Отрегулируйте давление компрессионной пластины.
— 5º .- Проверьте высоту роликов по отношению к кромке шпинделя.
— 6º- Проверка давления закрытия роликов и окончательная регулировка.
— 7 — Эжекторы
13º — АНАЛИЗ ЗАКРЫТИЙ
14º.- ПРОТОКОЛЫ ОБСЛУЖИВАНИЯ МОРЯКОВ
15º.- ТЕХНИЧЕСКИЕ УСОВЕРШЕНСТВОВАНИЯ И ЭВОЛЮЦИЯ ЗАКРЫТИЯ (МИНИ-ЗАКРЫТИЕ)
— Введение
— Эволюция закрытия
— Первая операция
— Вторая операция
— Оценка «мини-закрытия».
— Критические параметры в мини-закрытии:
— Затягивание крепежа
— Индикаторы герметичности
— Solape
— Проникновение крючка в тело
— Влияние ресницы.
— Изменения в производственной линии
16º.- ПРОГРЕСС В ОСНАСТКЕ СВАРОЧНЫХ АППАРАТОВ
17º — СВОДКА ДЕФЕКТОВ ЗАКРЫТИЯ:
— ПРОИСХОЖДЕНИЕ И СЛЕДСТВИЕ
— НЕУДАЧИ И ИХ ПРИЧИНЫ
18º.- СИПСОНИС
19º.-ЭКВИВАЛЕНТНОСТЬ СРОКОВ ЗАКРЫТИЯ: АНГЛИЙСКИЙ — ИСПАНСКИЙ
20º — БИБЛИОГРАФИЯ
ТЕОРИЯ ЗАКРЫТИЯ
1º.- ВВЕДЕНИЕ
Цель этой работы — представить в ясной и подробной форме, как производителям упаковки, так и упаковщикам, основы теории укупоривания, чтобы они могли получить глубокое понимание характеристик и
виды затворов для металлических банок
.
Внимательное чтение этой работы поможет контролировать качество уплотнений, а также регулировать работу уплотнительных машин. Основная цель заключается в оказании помощи лицам, принимающим решения, и в определении качества закрытия. Будет ли производственная линия продолжать работать или ее придется остановить, зависит от суждений этих людей.
Давайте начнем с определения различных частей, из которых состоит контейнер. На рисунке № 1изображена металлическая банка, на которой написаны различные элементы.
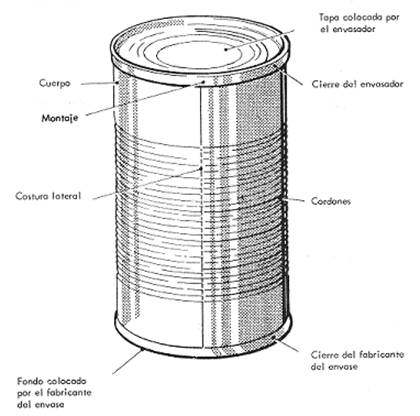
Рисунок 1: Элементы металлической банки
Она определяется как
«закрытие» или «двойное закрытие».
результат соединения конца корпуса контейнера с его дном или крышкой. Уплотнение получается путем изгибания нижнего фланца вокруг фланца корпуса, сцепления их вместе для создания герметичного соединения. Поэтому в этом соединении используется техника двойного обжима, т.е. создается двойная защитная стенка. Его цель — получить абсолютно водонепроницаемое соединение.
Хорошая герметизация является существенным условием, необходимым, но недостаточным условием, чтобы избежать бактериологического загрязнения, коррозии и изменения продукта. Он должен обладать достаточными механическими характеристиками, чтобы выдержать в нормальных условиях процесс наполнения, перемещения, транспортировки и хранения.
Она осуществляется на оборудовании, называемом сварочными аппаратами. Эти машины выпускаются в самых различных исполнениях и мощностях, от простейших, управляемых вручную, до самых сложных, автоматических машин с высокой производительной скоростью.
В этом документе мы представим, как создается затвор, элементы, из которых он состоит, и инструменты, которые его делают, а также основные проблемы, которые могут возникнуть во время его выполнения. Мы также проанализируем различные конструкции и размеры затворов, рекомендованные в соответствии с диаметрами и характеристиками используемых контейнеров.
Для непосвященного читателя мы предлагаем вам начать с чтения сначала ТЕРМИНОЛОГИИ закрытия, которая следует за ним, чтобы вы могли легко следовать лексике, используемой на протяжении всей этой работы. Читатель с предварительным знанием этого предмета может пропустить его и перейти к следующему пункту.
2º.- ТЕРМИНОЛОГИЯ
Ниже мы определим различные технические термины, используемые в теории закрытия. Начнем с перечисления частей корпуса и дна контейнера, которые будут участвовать в закрытии.
А. — Кузов контейнера
На рисунке № 2 показаны следующие элементы
— Боковой шов: Боковой шов корпуса контейнера, обычно достигаемый с помощью электрической сварки, хотя он также может быть достигнут с помощью процесса шва с добавлением a
термопластичный герметизирующий цемент
.
— Корпус: цилиндрическая, прямоугольная или нерегулярная часть, образующая стенки контейнера.
— Фланец: фланец, который есть на каждом конце корпуса. Она состоит из плоской части, почти перпендикулярной стенке корпуса контейнера, и дуги, соединяющей эту плоскую часть с корпусом контейнера.
— Радиус фланца: радиус дуги фланца, которая соединяет его с корпусом.
Рисунок 2: Элементы корпуса банки, которые являются частью закрытия
Б.- Дно контейнера:
На рисунке 3 показаны нижние компоненты, задействованные в закрытии.
— Нижний фланец: Внешняя часть дна, которая деформируется во время закрытия и становится частью закрытия.
— Скручивание края: конечная часть скручивания. В ней всегда есть обнаженная сталь, что делает ее чувствительной к ржавчине.
— Уплотнительная смазка (или каучук): Вещество, изготовленное из синтетических каучуков, которое облегчает герметизацию затвора. Наносится на внутреннюю часть нижнего крыла.
— Стена желоба: Боковая стенка, разграничивающая нижнюю полость, в которой находится замыкающий стержень.
— e) расстояние от верхней части фланца (в случае свободного дна) или от затвора (после закрытия) до центральной панели дна. Его следует измерять в точке, где заканчивается радиус нижнего лотка.
— Радиус стенки чаши: Архитектура, соединяющая дно стенки чаши с центральной нижней панелью.
— Радиус фланца: Дуга, соединяющая верхнюю часть стенки желоба с фланцем.
— Скручивание: Внутренняя кривизна конца нижнего крыла. Во время закрытия служит для инициирования формирования нижнего крюка.
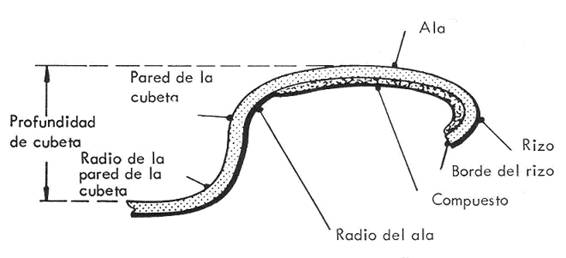
Диаграмма № 3: Компоненты завершающего фонда
С. — Терминология самого закрытия : Она показана на рисунках № 4 и 5. . Те элементы затвора, которые являются физическими величинами — измерения длины — показаны на чертеже № 5 буквой.
Регулировка оправки: Определяет степень достаточности усилий по позиционированию и проникновению оправки внутрь нижнего лотка.
Морщины на крючках: это волнистость или складки, образованные вертикально на нижнем крючке. Они нежелательны, потому что, если они имеют определенное значение, они могут повлиять на герметичность уплотнения.
— Режущая кромка: острый выступ, расположенный на стыке между верхней частью затвора и стенкой желоба.
— Острый край: острый край в меньшей степени, не острый, а просто прямой.
— Просадка в месте соединения: Деформация нижнего крюка в области бокового шва вниз.
— Закрытие: Это часть банки, образованная соединением краев днища и корпуса, с помощью крючков или складок, которые сцепляются и образуют структуру с высокой механической прочностью. Она должна быть герметичной.
— Степень уплотнения: Соотношение между пятью толщинами металла крепежа и фактической толщиной крепежа, выраженное в %.
— Вершина застежки: Закругленная верхняя часть застежки. Это часть нижнего крыла, уже деформированного.
— Свободное пространство: Это разница между фактически измеренной толщиной уплотнения и суммой толщин пяти листов, входящих в уплотнение.
— Толщина закрытия: (h) Максимальный размер закрытия, измеренный перпендикулярно оси контейнера. Он содержит пять металлических слоев застежки.
— Ложное крепление: Область, в которой некоторые части крючков крепления не являются аграфадосом, хотя внешний вид является нормальным креплением.
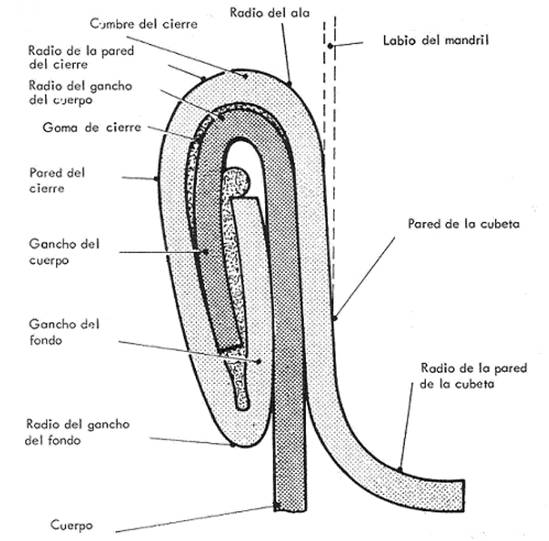
Рисунок 4: Терминология закрытия
— Крюк для кузова: (d) часть фланца кузова, которая сгибается вниз во время закрытия.
— Нижний крюк: (g) часть нижнего фланца, которая складывается при закрытии для взаимодействия с крюком корпуса.
— Зазор: (i) Пустое пространство между внутренней частью верхней части застежки и верхней частью крючка для тела.
— Пробелы: Открытые пространства, расположенные на конце фонового крючка и корпуса, которые заполняются смесью во время операции закрытия.
— След от оправки: следы, оставленные оправкой по внутренней периферии корпуса, прилегающей к радиусу стенки кюветы, образующиеся под действием давления, оказываемого закрывающими роликами в процессе закрывания.
— Длина замыкания: f) расстояние между вершиной и основанием замыкания.
— Критические параметры: Значения двойного уплотнения, которые должны быть выполнены для достижения приемлемости.
— Стенка закрытия: Внешняя часть закрытия, образованная внешней поверхностью нижнего крюка. Он имеет форму профиля второго рабочего валика, т.е. с широкой кривой радиуса.
— Проскальзывание: Неполное формирование уплотнения из-за смещения валика во время второй операции.
— Проникновение крюка в тело: (b/c) Соотношение между длиной крюка в тело и внутренней длиной застежки, выраженное в процентах. Указывает количество крюка для кузова, который был задвинут в нижнюю смесь или шарнир.
— Пик в сборке: Угловая проекция, расположенная на основании крепежа в области бокового шва
— Давление нижнего крюка (или герметичность): Высота гофры, присутствующей на нижнем крюке, измеряется в % от высоты крюка.
— Радиус стенки затвора: кривая, соединяющая верхнюю часть затвора со стенкой затвора.
— Радиус крюка корпуса: кривая изгиба при формировании крюка корпуса.
— Радиус нижнего крюка: кривая погружения при формировании нижнего крюка.
— Первичное уплотнение: Уплотнение, образующееся при вращении крюка корпуса в резиновую или компаундную прокладку, находящуюся в нижнем крюке.
— Вторичное уплотнение: Уплотнение, созданное в результате перекрытия и раздавливания крюка корпуса и нижнего крюка внутри затвора.
— Нахлест: (a) количество нахлестов, образующихся при закрытии между крюком корпуса и нижним крюком.
Как мы уже говорили выше, те элементы замыкания, которые являются физическими величинами — измерения длины — показаны на рисунке nº 5, который показан ниже, ограниченным буквой.
Рисунок № 5: Размеры измеряемых частей крепежа.
— Соединение или сборка: часть крепления совпадает с боковым швом корпуса.
D.- Шаймерная оснастка:
Детали seamer, которые напрямую связаны с seamer, являются инструментами seamer tool. Эти части меняются в зависимости от размера контейнера и типа закрытия, которое мы хотим сделать. На фото № 6 можно увидеть некоторые из них. Мы определяем их и их основные настройки:
— Высота регулировки закрытия: расстояние между нижней поверхностью зажимной оправки и верхней поверхностью компрессионной пластины. Это расстояние измеряется при срабатывании верхней части кулачка первой операции.
— Нагрузка на основание компрессионной плиты: Усилие, прилагаемое к основанию банки, через компрессионную плиту, во время формирования замыкания.
— Закрывающая машина: машина, которая выполняет операцию закрытия между днищем и корпусом. Он также называется другими именами, такими как сертидора.
— Выталкиватель: часть моряка, расположенная в центре оправки, которая выталкивает закрытую емкость для ее извлечения, после завершения второй операции. Он имеет регулировку высоты и силы
— Кромка оправы: Кромка патрона оправы, соприкасающаяся со стенкой кюветы.
— Оправка: часть оснастки для шва, которая изменяется с диаметром контейнера. Во время формирования уплотнения оно застревает в донном желобе. Она действует как наковальня, на которой формируется застежка.
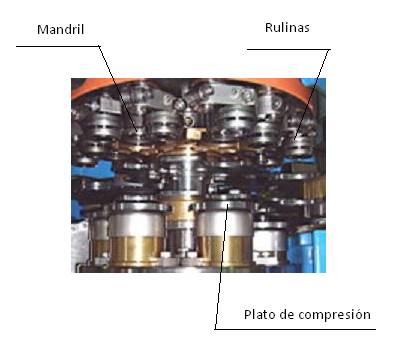
Фотография № 6: Инструментальная оснастка швейных головок
— Профиль рулона: Это необходимый контур активной части рулона для достижения правильной обработки металла, которая требуется для соответствия спецификациям корпуса и нижних крючков.
— Компрессионная пластина: часть оснастки для шва, которая изменяется с диаметром контейнера. Баночка сидит на ней во время формирования затвора. Он оснащен движением вверх и вниз и действует под действием пружины. Его также называют «базовым блюдом».
— Рулина : Это та часть моряка, которая выполняет операцию по деформации металла, для настройки крючков корпуса и днища и связи между ними. Существует два типа операций, первая операция, которая формирует крючки и связывает их вместе, и вторая операция, которая раздавливает их вместе. Она также известна под другими названиями, такими как: тележки, блокировочные колёса, блокировочные колёса,…
3º.- ГЕНЕРАЦИЯ ЗАКРЫТИЯ
Другой способ определения «закрытия» — «герметичное уплотнение, сделанное между корпусом банки и ее дном». Это процесс деформации металла, который в основном состоит из двух операций, хотя в случае сложного закрытия контейнеров неправильной формы может потребоваться три операции. Для достижения водонепроницаемости необходимо использовать резину — или компаунд, который осаждается на внутренней части нижнего фланца, а после завершения операции закрытия помещается внутрь уплотнения.
Закрытие выполняется, как схематично показано на рисунке 7, и в основном разбивается на 3 последовательных этапа:
- размещение или позиционирование основания в положении на корпусе и корпуса контейнера на компрессионной пластине
- первая операция закрытия
- вторая операция закрытия
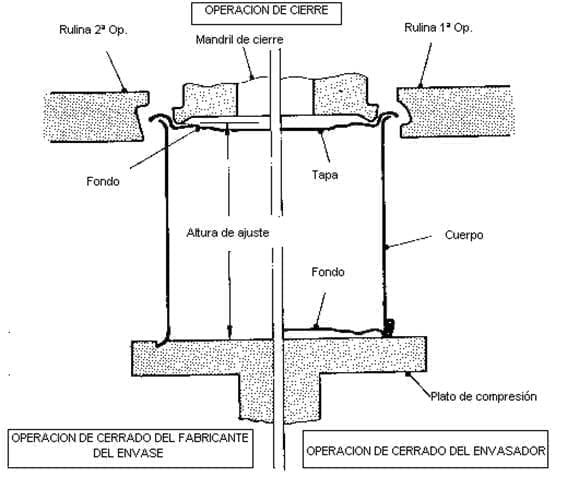
Рисунок № 7: Схема закрывающей операции
Рулинас:
Закрытие осуществляется посредством действия двух роликов или закрывающих роликов, которые также называются по-разному в зависимости от географического региона (тачки, колеса, колеса, ролики…). Их работа разделена на первую операцию, за которой следует вторая.
У них есть горло, или рабочая зона, сформированная с помощью специальных фигурных силуэтов, называемых «закрывающими профилями». Этот профиль имеет различную форму в зависимости от первой или второй операции, в зависимости от характеристик или спецификаций фланца или нижней панели закрытия банки, а также от толщины уплотняемого материала. Как правило, чем больше размер нижнего фланца и чем толще материал, тем шире и глубже профиль ролика, т.е. он является функцией формата контейнера и колеи металла, используемого в его компонентах. Это означает, что можно использовать один и тот же тип профиля, но его размеры увеличиваются или уменьшаются в зависимости от размера контейнера и толщины металла.
Между первой и второй операцией блокировки роликов основная разница заключается в их профиле и предназначении, так как основное назначение первой операционной тележки — наматывать нижний фланец вокруг крюка кузова, формируя при этом кузов. Цель второй рабочей тележки — затянуть и прогладить уже начатое уплотнение, чтобы сделать его герметичным. Давайте посмотрим поближе на эти три этапа закрытия.
Сжатие:
Закрываемый контейнер — корпус и дно — располагается на регулируемой пластине, которая может перемещаться вертикально, так что контейнер удерживается между этой пластиной и замыкающей оправкой.
Сжатие осуществляется с помощью пружины, и его основная задача — избежать относительного движения контейнера относительно замыкающей оправки, позволяя прогрессивно преобразовывать фланец корпуса и нижний фланец во время замыкания.
Первая операция:
Как мы уже указывали, при первом закрытии нижний фланец аккуратно перекатывается по фланцу кузова банки, при этом последний складывается, образуя очень свободные крючки, оставляя пространство между его стенками. Начало и конец этой ступени изображены в двух последовательностях на чертеже nº 8.
Рисунок № 8: Начало и окончание первой операции закрытия
Как легко заметить, правильное выполнение этой первой операции имеет решающее значение для получения хорошей герметизации, и при ее регулировке необходимо соблюдать особую осторожность.
Поперечный разрез первой операции должен показывать хорошее перекрытие крючков или складок тела и дна, а также отсутствие искажений в формировании сустава. Глубина кюветы немного и постепенно увеличивается во время первой и второй операций.
Некоторые подробности формирования укупорки во время первой операции для корпусов и днищ неправильной формы будут приведены позже; однако принципы приемлемости одинаковы как для цилиндрических, так и для банок неправильной формы.
Вторая операция:
После первой операции запечатывания используется второй формующий ролик для сжатия пяти слоев металла (двух на корпусе банки и трех на дне) для формирования герметичного шва. Операция затягивания и утюжки дна и крючков корпуса выполняется последовательно. На рисунке № 9 также показаны начало и конец этого этапа. Эта операция придает укупорке достаточную механическую прочность и водонепроницаемость, чтобы выдержать различные этапы процесса производства и распространения упаковки при нормальных условиях эксплуатации.
Рисунок № 9: Начало и окончание второй операции закрытия
Герметизация закрытия:
На замыкании можно определить две зоны уплотнения. Уплотнение сначала производится путем прижимания края корпуса банки, т.е. крюка корпуса, к резиновой или композитной прокладке, задировочному материалу, который лежит в сгибе, образовавшемся в нижнем фланце, или нижнему крюку. Вторичное уплотнение создается перекрытием и дроблением крюка корпуса и нижнего крюка на внутренней стороне затвора.
Объем, тип и вес уплотнительной резины изменяется в зависимости от диаметра емкости, изменяя ее состав в зависимости от продукта, который будет содержаться в емкости. Отсутствие совместимости между герметиком и содержимым контейнера может привести к загрязнению продукта и резины, что существенно ухудшит характеристики укупорочного средства.
Применение данного уплотнительного материала
осуществляется при помощи склеивающих машин
Нанесение этой уплотнительной массы может осуществляться различными способами: тампоном, душем или форсункой. Его регулирование во время применения должно быть сделано с крайней осторожностью, чтобы избежать проблем с утечкой в контейнере. Цель композита — занять свободное пространство и существующие в корпусе зазоры.
Полученное таким образом уплотнение должно иметь соответствующую механическую прочность и достаточную водонепроницаемость при нормальных условиях эксплуатации.
Критические параметры закрытия:
Основные аспекты или факторы в формировании уплотнения, которые создают герметичное соединение, называются критическими параметрами приемлемости и являются следующими:
— Герметичность уплотнения: Показывает степень герметичности. Обеспечивает достаточное давление на двойное уплотнение.
— Проникновение крюка кузова: Отражает углубление крюка кузова в пределах высоты сетки закрытия. Измеряет формирование первичного уплотнения.
— Перекрытие: перекрытие двух крючков (корпус и дно). Измеряет образование вторичного уплотнения.
К этим концепциям мы вернемся еще глубже позже.
4º.- ЗАКРЫТИЕ
А.- КЛОЗЕРЫ
Операция по герметизации контейнеров для консервов или любого другого продукта проводится в
сварочные аппараты для контейнеров или банок
. В принципе, их можно разделить на две основные группы: цилиндрические баночники и нестандартные баночники.
цилиндрические консервные банкиры
Большинство банок цилиндрические. Более высокая скорость набивки и закрытия может быть достигнута с помощью этой формы. Фасовочные машины, работающие с цилиндрическими канистрами, делятся на два типа:
-1º — те, в которых контейнер вращается во время операции закрытия. Они могут иметь одну или несколько головок и обеспечивать высокую скорость закрытия. На этих станках контейнер и его крышка, которые подаются на станок отдельно, помещаются между оправой и компрессионной плитой, выталкиватель удерживает крышку на месте, пока плита не поднимется вверх до тех пор, пока контейнер не займет положение закрытия, прижавшись к оправе. В этот момент плита сжатия, контейнер и оправка начинают вращаться вместе, производя первую операцию закрытия под действием соответствующих роликов, которые приближаются к ним на руках и приводятся в движение кулачком; затем аналогичной процедурой выполняется вторая операция, та же плита и операция закрытия заканчивается.
Они используются для изготовления банок, а также для розлива определенных продуктов. Для определения скорости закрытия машины необходимо учитывать такие факторы, как: диаметр контейнера, упаковываемый продукт и возможность разлива продукта.
— 2º.- Те, которые держат банку без вращения во время процесса сшивания. В этом типе сварочной машины баночка остается неподвижной, в то время как сварочная головка машины вращается вокруг баночки. В этой голове находятся рукава, удерживающие рукава.
Существуют также варианты этого типа вакуумных уплотнительных машин, которые работают под вакуумом для конкретных продуктов, таких как мясо, молочные продукты и т.д. Существует несколько способов достижения вакуума в процессе наполнения и закрытия контейнера:
— Механический вакуум, с помощью вакуумного насоса, держит контейнер в герметичной камере во время герметизации.
— Паровой вакуум, удаляет воздух путем нагнетания струи пара в пространство заполненного контейнера. Когда пар конденсируется, создается вакуум.
— Вакуум за счет горячего наполнения, достигаемого за счет наполнения контейнера до верхней части горячего продукта и, следовательно, расширения, когда он охлаждается и уменьшает его объем, создает вакуумную камеру внутри.
В зависимости от продукта, который будет упакован, выбирается тот или иной тип моряка, поэтому первый случай используется для диетических продуктов, а последний — для мясных продуктов. Использование вакуума всегда снижает скорость цикла.
Нерегулярные консервные банкиры
Термин нестандартный охватывает все типы банок, которые не являются цилиндрическими. Эти шовщики предназначены для сшивания продолговатых, овальных, прямоугольных, квадратных или грушевидных банок; они, как правило, работают на низких скоростях и имеют сложную конструкцию. Некоторые из этих шпаклевочных машин предназначены для работы под вакуумом, что еще больше усложняет механическую работу оборудования.
Принцип работы следующий: банки, заполненные продуктом, достигают машины, вручную или механически, до сваривающей платформы, обычно называемой «плитой сжатия», до того, как дно устанавливается на банку. Таким образом, контейнер и дно устанавливаются так же, как при использовании круглого герметизатора для контейнеров.
В этих машинах ролики первой операции, которые обычно являются парой, располагаются диаметрально друг напротив друга. Они вращаются вокруг дорна и неподвижного контейнера, оказывая на последний определенное давление, которое регулируется действием кулачка. См. чертеж № 10.
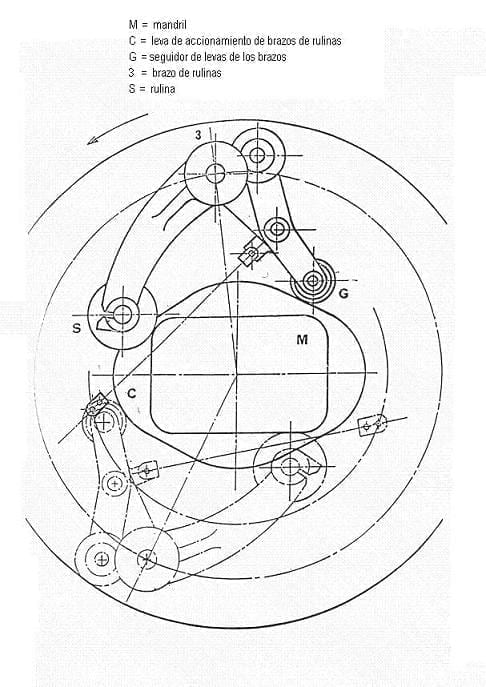
Рисунок № 10: Планировочный вид закрывающей головки для прямоугольных контейнеров
Затем аналогичным образом вступают в действие вторые операционные ролики. После того, как закрытие завершено и вторые руки операции отделены, действует эжектор, отделяющий контейнер от оправки, сопровождающий компрессионную пластину в ее понижающем движении.
Некоторые вакуумные нерегулярные консервные банки, подаваемые вручную, поднимают консервную банку в два этапа. Это означает, что после установки банки на пластину, механическое движение машины поднимает банку до точки, находящейся под шовным валиком. В этом положении вакуум создается в закрывающей камере. Этот вакуум запускает второе подъемное движение, которое поднимает баллончик, чтобы позволить начать операцию сшивания. Высокоскоростные сварочные аппараты обычно работают с предварительной вакуумной станцией перед сшиванием.
Некоторые типы вращающихся маховичков с почвозацепами позволяют увеличить скорость, но редко превышают 100 банок в минуту. Если до начала операции герметизации невозможно поддерживать разделение между корпусом и дном, во время создания вакуума необходимо использовать специально сконструированные дно, которые обеспечивают выход воздуха из внутренней части бака. Это достигается за счет того, что на нижнем фланце сделаны вырезы, которые опираются на фланец корпуса, слегка поднимая уровень крыла, и тем самым оставляя свободное пространство для выхода воздуха из салона. Без такого разделения, фланец корпуса бака защелкнется на резине нижнего фланца, создавая уплотнение, которое будет препятствовать достижению вакуума внутри бака. Этот особый тип фона часто называют «ямочным». Мы вернемся к сложности закрытия нерегулярных контейнеров позже.
Основные части запирающего устройства
Rulines: Это стальные ролики в случае производителей контейнеров или специальная нержавеющая сталь для пушек, с очень высокой степенью твердости. Они устанавливаются на вал или на подшипники. См. рис. 11
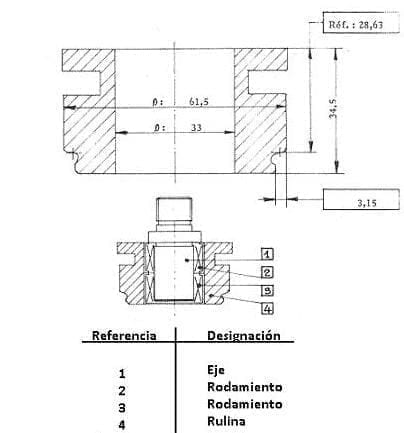
Рисунок № 11: Рулина закрывается
Представленный здесь ролик имеет тип двойной направляющей, и виден узел его вала с соответствующими подшипниками. Размеры, приведенные на чертеже, относятся к размерам, подходящим для определенного типа плавки — FMC. 521 -. Размеры, заключенные в прямоугольник, являются базовыми для правильной посадки, так как они обозначают расстояния от контрольной точки в горле грузовика до его пятки (3,15 мм) и до направляющей поверхности (28,63 мм).
Рабочие зоны этих роликов имеют силуэты специальной формы, называемые «замыкающими профилями». Рукав, в который они вставлены, осуществляет автоматическое движение подхода и разделения относительно оправки. Это движение управляется кулачком.
Их миссия во время закрытия, а также их деятельность во время закрытия уже были описаны выше. Форма и размеры профилей валов оказывают решающее влияние на герметичность уплотнения. Канавки валиков должны иметь отличную отделку поверхности. Чем лучше отделка поверхности, тем лучше будут результаты.
Рулина первой операции: Ее профиль всегда глубокий и узкий, так как кривизна нижнего края более выраженная, чем верхнего. См. рис. 8. Профиль действует как генератор для формирования крючков тела и дна. Его цель — закатать металл нижнего фланца с металлом фланца корпуса, при этом последний вставляется в первый. См. рис. 8. Полученное крепление имеет закругленную внешнюю форму и имеет меньшую высоту, чем готовое.
Вторая операция «Рулина»: Ее профиль менее глубокий и выше, чем у первой операции, и представляет собой более акцентированную кривизну на верхнем краю. См. рис. 9. Как уже объяснялось, выполните финишную операцию, придавливая зажим, сформированный при первой операции, к оправе так, чтобы крючки были плоскими и прямыми. См. рис. 9.
Оправка: Это пластина, установленная на валу, с фланцем или кромкой, которая подходит к закрываемому дну, и чьи характеристики зависят от производителя контейнера. См. рис. 12. Его размеры также влияют на форму и конфигурацию затвора, так как он действует как опорная база для действия роликов.
Дорна, показанная на рисунке 12, является типичным примером круглого патрона для контейнеров, который используется с направляющими роликами. Она имеет левую центральную резьбу с мелким шагом, чтобы не ослаблять ее при повороте по часовой стрелке. Он оснащен четырьмя отверстиями на нижней стороне, для специального ключа для сборки и разборки. С той же стороны имеется углубление для нижнего профиля.
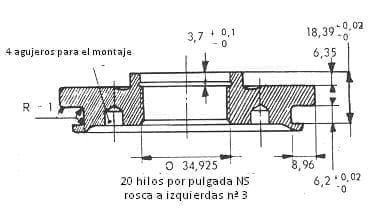
Рисунок № 12: Пример круглого донного патрона
Кромка имеет слегка коническую форму, что облегчает извлечение закрытой емкости и лучше адаптируется к первоначальной форме колбы. В прошлом поверхность губы была рифленой, чтобы предотвратить соскальзывание дна во время закрытия, но эта практика была устранена, так как это привело к повреждению защитного лака с внешней стороны дна, что впоследствии привело к окислению в этой области. Его центральная часть выдолблена, что служит для сохранения расширительных колец и ступеней профиля нижней панели.
Кромка оправки определяется четырьмя основными размерами, которые показаны на рисунке nº. 13
Рисунок N°13 : Профиль кромки оправки
Это
— Высота губ S1. Значение S1 связано с глубиной ячейки (A) дна. SEFEL предлагает следующую формулу для его определения:
или S1 = A + 0,13 для всех круглых днищ диаметром не менее 60 мм.
или S1 = A + 10 для диаметров менее 60 мм.
— Угол наклона губы: его нормальное значение составляет 4º. Сумма, принятая SEFEL
— Радиус основания губы P1 . Его нормальное значение составляет 1 мм. Сумма, принятая SEFEL.
— Диаметр в контрольной точке N2: Диаметр N2 получается из диаметра нижнего пуансона (B1), т.е. из той части, которая определяет диаметр нижнего желоба. SEFEL рекомендует следующую формулу :
N2 = B1 + 0,12
Компрессионная плита:
Как уже упоминалось ранее, он служит опорой для контейнера, центрируя его и передавая давление пружины на оправку. Его форма зависит от формы конца контейнера. В случае баночников для производства баночек, он имеет профиль, копирующий фланец корпуса баночки; для наполнения баночек на его поверхности имеются каналы, совпадающие с закрытием его основания, для фиксации баночки в правильном положении. См. рис. 14. В нем представлен профиль пластины для изготовления тары, а также приведены примерные формулы для определения ее размеров в зависимости от закрываемого формата.
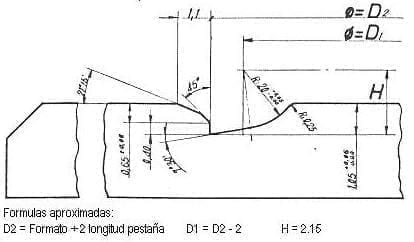
Рисунок № 14: Профиль компрессионной пластины для сварщика производителей контейнеров
Он установлен на валу. В состоянии покоя он находится на большем расстоянии от оправки, чем контейнер с дном, расположенным на момент закрытия. Давление регулируется действием этой пластины, к этому мы вернемся позже, когда обсудим регулировку моряка.
Центрирование патрона также оказывает влияние во время закрытия. Он должен быть идеально отцентрирован относительно вала и как можно ближе к патрону.
Эжектор:
Все автоматические запирающие машины оснащены выталкивающими механизмами, которые в то же время помогают поддерживать правильное положение дна на контейнере до достижения положения закрытия. Кроме того, эжектор отделяет закрытую емкость от оправки, после того, как она закрыта.
Этот эжектор представляет собой подпружиненный вал с маленькой пластиной на его конце, который размещен в отверстии, сделанном в центре патрона. Он оснащен возвратно-поступательным движением (восходящим и нисходящим), действующим в центре дна. См. рис. 15
Рис. 15: Закрывающая головка для куполов и дна аэрозолей с эжектором
Головка, показанная на рис. 15, является головкой горизонтального швея для закрытия куполов и дна аэрозольных баллонов. В верхней части рисунка показан участок купольной головки, в этом случае вытяжка короче, чтобы оставить место для большей высоты купола. В нижней части рисунка показан случай дна, которые имеют вогнутую форму.
На сваривающих машинах, оснащенных паровым впрыском для достижения вакуума, необходима полная синхронизация движений компрессионной пластины и эжектора. С увеличением скорости, настройка эжектора становится более критичной и должна быть более точной, чем быстрее вы работаете.
Б.- ЗАКРЫТО
Цилиндрические баночные уплотнения
Сегодняшние тазовщики для цилиндрических контейнеров, как стационарные, так и ротационные, производят однородные, высококачественные укупорочные машины с небольшими проблемами с точки зрения формовки металла. Однако изменения, внесенные в толщину материала дна, при значительном уменьшении толщины, заставили пересмотреть дизайн нижнего фланца, чтобы сохранить высокое качество уплотнения. Мы вернемся к этому позже.
Очень частое использование упаковки с начинкой в различных отраслях, например, в области рыбы и мяса, значительно снизило риск недостаточного качества укупорочных средств, что отразилось бы на изменениях, вызванных утечкой. При использовании трехкомпонентных банок с электросварными боковыми швами всегда имеется область более низкого качества в перекрытии дна и крючков кузова, совпадающая с областью бокового шва, за счет увеличения толщины крюка кузова, вызванного сваркой. Этот эффект усиливается до такой степени, что может быть опасным в случае контейнеров с обжимным — или обжимным — боковым швом с использованием термопластичного цемента в качестве герметизирующего материала. Конечно, ограничения по использованию данного вида упаковки для необработанных продуктов существенно снижают риск утечки. В любом случае применяемые стандарты приемлемости закрытия должны обеспечивать поддержание адекватной целостности в этом районе пласта с высокой степенью риска.
Если сравнить достигнутое сейчас качество закрытия с обобщенным использованием трехкомпонентных электросварных контейнеров или контейнеров глубокой вытяжки, с теми, которые раньше были получены с обжимными контейнерами, сваренными оловянным припоем, то результаты значительно улучшились, так как закрытие остается равномерным по всему периметру, не представляя при этом зон повышенного риска, хотя в области электросварного шва, как мы уже указывали, всегда есть точка более низкого качества.
Нерегулярные баночные швы
Существует ряд рынков, на которых используются банки неправильной формы, такие как: мясо, рыба и пищевые масла. Однако при использовании этих банок с нерегулярными телами и дном достижение высокого качества швов затруднено по сравнению с результатами, полученными при использовании цилиндрических банок.
Это будет понятнее, если мы еще раз вспомним, как эти банки запечатаны. После того, как дно уложено на корпус контейнера, весь узел помещается на компрессионную пластину. Это поднимает его и защелкивает нижний корыток в пластине стопорной оправки. Кронштейны, несущие замыкающие ролики, начинают свое движение внутрь — помните, что обычно для каждой операции имеется диаметрально противоположная пара роликов — и контактируют с нижним фланцем. После этого контакта начинается операция по деформации металла. Ролики первой операции двигаются постепенно внутрь по мере переворачивания банки. В процессе деформирования под действием вальца перед профилем вальца создается металлическая волна. В цилиндрических банках эта волна равномерно распределяется во время цикла первой операции сшивания. В нерегулярных банках эта операция формовки работает точно так же, за исключением того, что, когда ролик первой операции обходит банку, на него укладывается волна материала, которая движется перед банкой, когда она достигает каждого угла. Это отсутствие контроля металла на углах часто приводит к сгибам и морщинам на нижнем крючке при первом закрытии.
Когда начинается цикл второй операции уплотнения, опять же обычно с помощью двух роликовых рычагов, соединение сжимается для создания герметичного уплотнения с помощью резиновой прокладки, при этом прокладка удерживается под достаточным давлением для создания герметичного уплотнения. Логично, что чем меньше радиус неправильного угла банки, тем больше риск образования сильных морщин и фальсификации уплотнения. Для уменьшения риска появления складок и морщин в углах используются различные методы. В решении этих проблем решающую роль играет фоновый дизайн.
Если материал нижнего фланца уменьшается на каждом углу, то металлическая волна, которая осаждается в этой точке во время первой операции закрытия, будет уменьшена в размере. Это позволяет получить более равномерный нижний крючок по прямым сторонам и углам. Очевидно, что необходимо определить некоторые минимальные критические параметры, и на их основе рассчитать уменьшение ширины фланца, чтобы уравновесить материал, который будет откладываться в каждом углу во время закрытия. Для получения более подробной информации рекомендуем ознакомиться с работой:
— Прямоугольные затворы для контейнеров
Производители станков совместно с металлографами изучили конструкцию швов для правильного контроля материала в углах нерегулярных банок. Уменьшение материала крыла в спицах происходит постепенно, начиная с конца прямого участка крыла. Кроме того, катушки первой операции обычно начинают свое изогнутое движение постепенно, чуть раньше конца прямой стороны, и до достижения радиуса банки. Это позволяет лучше контролировать образование крюка на спицах.
Другой способ улучшить закрытие заключается в том, что первая операция та же, делается в два оборота вокруг банки вместо одного и фракции, как это происходит в круглых контейнерах. Это позволяет более плавно и прогрессивно формировать форму металла крыла, снижая тем самым риск появления складок и морщин.
— Щелкнув здесь, вы можете получить доступ ко второй части этой работы.
Возвращаемся к двойным закрывающимся банкам мира
 AKZONOBEL ПОКУПАЕТ ЧАСТЬ КОМПАНИИ TITAN INDUSTRIES
AKZONOBEL ПОКУПАЕТ ЧАСТЬ КОМПАНИИ TITAN INDUSTRIES
 Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
 РОЛИКИ 2-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
РОЛИКИ 2-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
 РОЛИКИ 1-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
РОЛИКИ 1-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 4
ТЕОРИЯ ЗАКРЫТИЯ — Часть 4
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 3
ТЕОРИЯ ЗАКРЫТИЯ — Часть 3
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 2
ТЕОРИЯ ЗАКРЫТИЯ — Часть 2
 ЭЛЕМЕНТЫ ДВОЙНОГО УПЛОТНЕНИЯ
ЭЛЕМЕНТЫ ДВОЙНОГО УПЛОТНЕНИЯ
 ИЗМЕРЕНИЕ ДВОЙНОГО ЗАМКА
ИЗМЕРЕНИЕ ДВОЙНОГО ЗАМКА
 ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ



0 Comments