Функции фланца корпуса контейнера. Его размеры и то, как он сделан.
ВВЕДЕНИЕ
Фланец — это фланец корпуса контейнера на каждом из его концов, необходимый для выполнения операции закрытия или соединения корпуса контейнера с крышкой/ днищем. Она образуется плоской частью, почти перпендикулярной стене упомянутого тела, и аркой, соединяющей эту плоскую часть с ней.
Операция фланцевания выполняется перед закрытием и выполняется после формирования корпуса. В случае цилиндрических и зубчатых контейнеров это следует за уменьшением диаметра.
РАЗМЕРЫ ФЛАНЦА
Мигание преследует две цели:
1º.- Калибровка внутреннего диаметра на концах цилиндра в случае круглых контейнеров или внутренних размеров, если он имеет прямоугольную, овальную или другую нецилиндрическую форму. Эта повторная калибровка достигается путем легкого сжигания концов корпуса, и имеет целью подгонку этих участков контейнера под соответствующую посадку крышки/нижней части в процессе закрытия. Поэтому в данной операции размеры тампонов увеличиваются на 0,10 — 0,25 мм по отношению к внутреннему диаметру корпуса, в зависимости от размеров контейнера.
Этот критерий также применим, когда речь идет о контейнерах с уменьшенным — зазубренным — концом. На чертеже № 1 показан этот случай, а в таблице № I ниже приведены обычные значения диаметров площадей фланцев, применяемых к круглым контейнерам. Значение этого диаметра фланца берется в контрольной точке на расстоянии 2,5 мм от конца. Данные, отраженные в этой таблице, являются общепринятыми в различных международных стандартах.
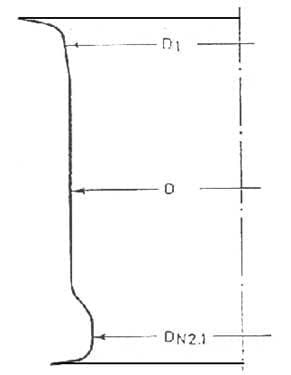
Рисунок № 1: Круглый корпус контейнера, с надрезами и фланцами
| Значения диаметра фланца | ||
| Диаметр Номинальный |
Диаметр Номинальный Зазубренный |
Диаметр фланцевый D1 или Dn2.1 |
| 52 | 52,27 | |
| 49 | 49,40 | |
| 63 | 62,41 | |
| 60 | 59,58 | |
| 65 | 65,28 | |
| 62 | 62,25 | |
| 73 | 72,80 | |
| 70 | 70,13 | |
| 83 | 83,33 | |
| 80 | 80,25 | |
| 99 | 98,99 | |
| 96 | 95,90 | |
| 105 | 105,16 | |
| 102 | 101,73 | |
| 127 | 126,45 | |
| 123 | 123,08 | |
| 153 | 153,35 | |
| 149 | 148,97 | |
| 230 | 229,67 | |
| 225 | 225,09 | |
Таблица № I: Значения диаметра фланца для круглых контейнеров
2º.- Сформируйте ресницу. Существуют различные методы формирования вкладки, которые мы обсудим позже. Размеры фланца связаны с типом закрытия, который мы хотим сделать. Поэтому они связаны с измерениями фланца крышки/ днища и размера контейнера.
Размеры фланца также должны быть измерены от контрольной точки, находящейся на расстоянии 2,5 мм от конца, как показано на чертеже № 2.
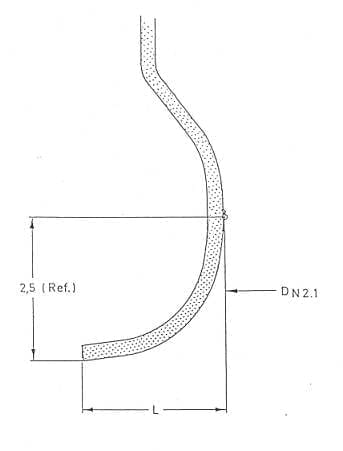
Рисунок 2: Вкладка
Ширина фланца остается одинаковой для различных диаметров контейнеров до тех пор, пока применяется один и тот же тип закрытия. В таблице II приведены эти значения и их допуски. Для кодирования типа закрытия используется европейский стандарт.
| ЗНАЧЕНИЯ ТАБУЛЯЦИИ L | ||
| Тип закрытия | Номинальный диаметр нижний/верхний |
Значение счёт L |
| Мини-замок OIII | 52 — 49 63 — 60 65 — 62 73 — 70 |
2,25 +/- 0,20 |
| Мини OII Мини-закрытие | 53 — 49 63 — 60 65 — 62 73 — 70 83 — 80 99 — 96 |
2,25 +/- 0,20 |
| Стандартный замок ВА | 54 — 49 63 — 60 65 — 62 73 — 70 83 — 80 99 — 96 |
2,45 +/- 0,20 |
| Стандартный замок I | 63 — 60 65 — 62 73 — 70 83 — 80 99 — 96 |
2,45 +/- 0,20 |
| Стандартный замок II | 65 — 62 73 — 70 83 — 80 99 — 97 105 — 102 127 — 123 |
2,65 +/- 0,25 |
| Стандартный замок III | 153 — 149 | 3,20 +/- 0,25 |
| Стандартный замок IV | 230 — 225 | 3,40 +/- 0,40 |
Таблица II: Значения фланцев в зависимости от типа закрытия и диаметра контейнера.
ОБОРУДОВАНИЕ
Машины, которые выполняют эту задачу, называются «песнядота», хотя их также называют «бордонадорами». Как мы уже говорили, они слегка складывают концы корпуса, настраивая необходимые вкладки для последующего получения крышек и облегчения операции закрытия. Существует несколько техник изготовления ресниц, которые мы можем обобщить в четырех.
— Рулина (или катушка). Это самый старый тип. Он делает фланцы, складывая концы под действием внешнего валика, который действовал, поворачиваясь на дорожку или валик большего диаметра. Ролик имеет кривизну, которая соответствует внешней форме фланца. Тело движется со своей осью в горизонтальном положении. Она применима только для цилиндрических контейнеров и имеет низкую рабочую скорость. В настоящее время ее использование ограничено промышленными контейнерными линиями — общими линиями — большого диаметра. См. рисунок № 3
Рисунок № 3: Прокатный высекальный пресс
— Буфер. Они работали над формированием ресниц, протыкая концы тел парой тампонов. См. рисунок № 4
Рисунок № 4: Детали профиля инструмента для отбортовки тампонов
Их кормят с помощью звездообразного колеса. Есть такие, которые работают в горизонтальном положении, более старые, — см. рисунок nº 5 — или вертикальные. Уже давно это была самая распространенная техника, хотя ее использование сейчас идет на спад. Обычно он используется для цилиндрических контейнеров, хотя его можно использовать и для продолговатых или прямоугольных корпусов с большими радиусами по углам.

Рисунок N° 5: Горизонтальная набивочная машина
— Крутись. Это самая современная форма. Его использование получило широкое распространение с появлением двукратной уменьшенной жести. Это позволяет изготавливать фланец на очень тонких и высокотемпературных жестьях, не ломая их. Тампоны заменяются головками, которые имеют серию небольших роликов, вписанных в окружность, совпадающую с диаметром контейнера. Поэтому их количество зависит от размера контейнера. Эти ролики или «вращение» имеют силуэт в виде ресницы. См. рис. 6.
Рисунок № 6: Детали «вращения».
Вращающиеся шпиндели» устанавливаются на валу на подшипниках и, таким образом, вращаются сами по себе, когда шпиндель подвергается вращательному движению. Эти «вращения» могут быть моторизированы или вызваны трением о конец корпуса контейнера. Благодаря своей работе эта техника может использоваться только на круглых контейнерах и позволяет работать на высоких скоростях.
— Скребок. Принимает вкладки любой формы контейнера. Он действует путем расширения. Это та, которая обычно используется в прямоугольных контейнерах или в контейнерах, отличающихся от круглых по форме. На самом деле этот метод можно считать отдельной подгруппой, которая в свою очередь подразделяется на два разных способа работы:
— Путем складывания — или также называется чистым прессом. Фланец образуется путем складывания края корпуса над внешними губками, которые его обнимают, подталкиваемыми открывающимися расширительными лопастями. См. рис. 7.
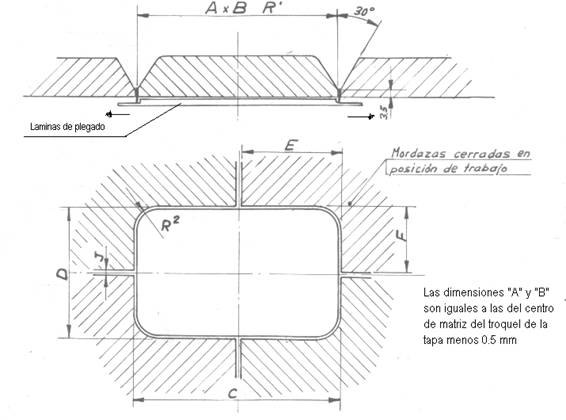
Рисунок № 7: Выжимающее устройство.
— С помощью смешанной оснастки, которая сочетает в себе технику фальцовки — расширения — листами по четырем прямым сторонам контейнера и набивки по четырем углам. Это делает вкладку не однородной в вашем профиле. В прямых частях радиус небольшой и фланец стремится к горизонтали, а в углах радиус больше и фланец меньше и имеет определенный наклон. Это скорее проблема внешнего вида, чем качества. Если фланец имеет хорошие размеры, то эти изменения формы по периметру не переносятся на затвор. Из двух систем это лучшая.
В обоих случаях возможно работать с контейнером в горизонтальном или вертикальном положении. См. рисунок № 8 в качестве примера горизонтальной смешанной закладки. Скорости при использовании этих методов фланцевания всегда ниже, чем при использовании тампонов или вращений, но это лучший метод для получения качественного фланца на прямоугольных контейнерах.

Рисунок 8: Комбинированный высекальный пресс — «тампон выдавливателя» — горизонтальный
 АСПЕКТЫ, КОТОРЫЕ НЕОБХОДИМО УЧИТЫВАТЬ ПРИ ПРОЕКТИРОВАНИИ КОНТЕЙНЕРОВ И КРЫШЕК
АСПЕКТЫ, КОТОРЫЕ НЕОБХОДИМО УЧИТЫВАТЬ ПРИ ПРОЕКТИРОВАНИИ КОНТЕЙНЕРОВ И КРЫШЕК
 СООТНОШЕНИЕ ВЫСОТ ПРИ ИЗГОТОВЛЕНИИ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
СООТНОШЕНИЕ ВЫСОТ ПРИ ИЗГОТОВЛЕНИИ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
 ВИДЫ КРЕПЕЖА В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ МЕТАЛЛА
ВИДЫ КРЕПЕЖА В ЗАВИСИМОСТИ ОТ ТОЛЩИНЫ МЕТАЛЛА
 РАСЧЁТ МИГАЮЩЕГО КУБИКА
РАСЧЁТ МИГАЮЩЕГО КУБИКА
 ЗУБЧАТЫЙ ВАЛИК
ЗУБЧАТЫЙ ВАЛИК
 ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
 ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».
ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».
 RIDICULOUS
RIDICULOUS
 ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
 ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ
ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ



0 Comments