
Определение размеров, оснастка для ее выполнения и контроль качества для необходимого сверления для сборки металлического сальника.
ВВЕДЕНИЕ
В контейнерах, предназначенных для размещения промышленной продукции, обычно устанавливают сальник или заливной горшок для облегчения опорожнения. Это особенно полезно, когда содержащийся в продукте продукт является жидкостью, такой как растворитель, лак и т.д……
Этот сальник закрыт колпачком, который также служит в качестве гарантийного уплотнения, чтобы обеспечить его неприкосновенность перед использованием. Типы используемых на рынке сальников и заглушек очень разнообразны. Они выпускаются в металлическом, пластиковом, смешанном и т.д. исполнении. Но во всех случаях всегда необходимо сделать отверстие в крышке контейнера, чтобы вместить этот сальник и закрепить его на крышке.
Если сальник/втулка изготовлен из пластика, то отверстие, как правило, подгоняется под давлением. С другой стороны, если сальник сделан из металла — жесть — для его крепления используется сварка. Пример контейнера с металлическим сальником/ колпачком показан на чертеже № 1:
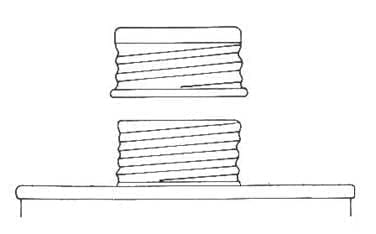
Рисунок № 1: Конец контейнера с металлическим сальником
ВСЕГДА СВЯЗЬ
Эта пайка может быть выполнена электрическим способом путем точечной пайки или, что более распространено, путем добавления сплава олова-свинца в области, где сальник крепится к перфорации на крышке контейнера. Этот последний сплав наносится расплавом с помощью оборудования, состоящего из инжекторного сопла, которое осаждает струю жидкого сплава на внешнюю точку зоны стыка колпачка с колпачком. Эта насадка открывается или закрывается под действием подпружиненной внутренней иглы, которая активируется электромагнитом или пневматической системой. Форсунка действует, когда обнаруживает наличие контейнера с сальником с помощью чувствительной головки.
Оборудование комплектуется баком из сплава, расположенным на более высокой плоскости, чем плоскость нанесения, и нагреваемым сопротивлениями. Сплав протекает под действием силы тяжести через кабелепровод, который связывается с насадкой. Этот кабелепровод должен поддерживаться в горячем состоянии с помощью электрических сопротивлений и термоизолирован таким образом, чтобы сплав оставался жидким. Когда работа завершена, цепь должна быть очищена, чтобы она оставалась свободной.
Для того, чтобы припой работал и герметизировал всю площадь, необходимо предварительно нанести на участок флюс. Это также осуществляется с помощью форсунки, к которой стриппер поступает под давлением из резервуара и периодически наносится системой, аналогичной той, которая используется с сплавом. Весь узел устанавливается на конвейер, по которому проходят контейнеры.
Затем контейнеры проходят под батарею газовых горелок, которая переплавляет сплав, нанося тепло на зону сварки. При капиллярном воздействии расплавленное олово распространяется по всей площади сальникового шва, покрывая режущую кромку отверстия, в которой находится обнаженная сталь и на которой могут наблюдаться признаки окисления.
DRILLING
Для подготовки отверстия на крышке, в котором впоследствии разместится железа, можно использовать:
— 1º: Включить на штампе при изготовлении обложки некоторые части, которые перфорируют и соответствуют одной и той же.
— 2º: Для выполнения этой операции после изготовления крышки, начиная с обычного дна, используется специальная оснастка, установленная на прессе, оборудованном нижним подающим устройством.
Первый вариант более экономичен, так как позволяет избежать второй операции, но второй вариант более гибкий, так как один и тот же инструмент можно использовать для различных размеров колпачков.
Мы опишем пример оснастки, чтобы сделать эту дыру действительной во втором случае.
Перфорация для размещения металлического сальника, припаянного к крышке сплавом олова, обычно имеет форму, показанную на рисунке 2. Она состоит из отверстия с наружной юбкой, обращенной наружу. Возможный режущий бор расположен на внутреннем краю юбки.
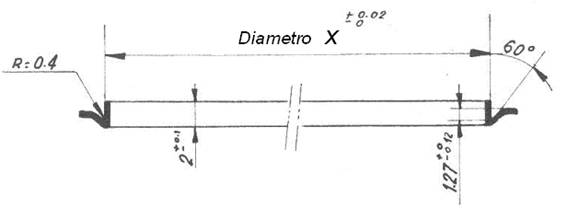
Рисунок № 2: Сверление для металлических сальников
Наружный диаметр корпуса X должен быть на 0,40 мм меньше внутреннего диаметра сальника в его основании. Этот сальник вмещает его в наружную канавку ствола скважины радиусом 0,4.
UTILLAJE
Умереть, чтобы сделать перфорацию, очень просто. Пример показан на рисунке 3. Он образуется в верхней части режущего пуансона A, с держателем пуансона I, соединенным с помощью шурупа A. Диаметр пуансона для перфорации типа, показанного на чертеже nº 2, приблизительно на 4 мм меньше, чем диаметр X того же типа. Внутренний диаметр держателя пуансонов совпадает со значением X.
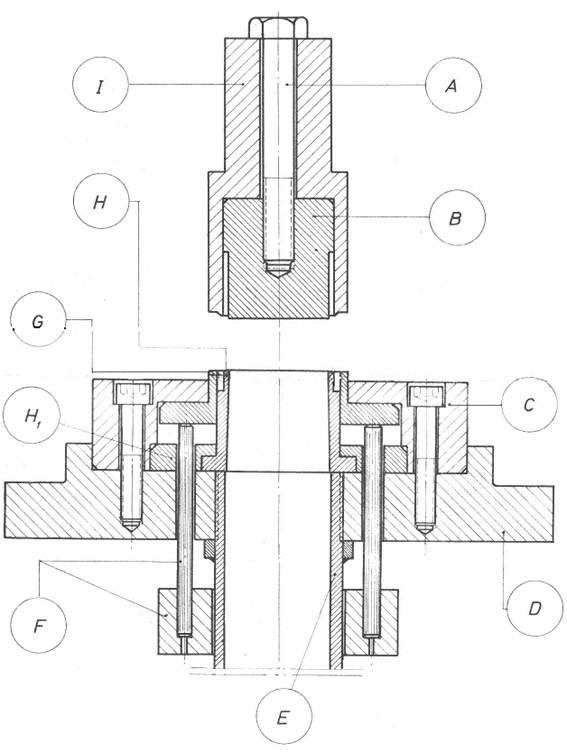
Рисунок № 3: Сверление для металлического сальника
Нижняя часть состоит из лопасти H с крепежным кольцом H1, толкательного кольца G, детали C для крепления узла к основанию D и системы низкого давления.
Значение наружного диаметра лезвия H, которое калибрует металл внутри скважины, должно быть равно Х минус в два раза больше толщины металла крышки. Внутренний диаметр G-образного толкающего кольца составляет X плюс 5 мм. Остальные меры определяются пропорционально указанным.
Материалом для изготовления различных деталей будет инструментальная сталь — недеформируемая — с высоким содержанием хрома. Все детали, контактирующие с жестью, должны быть обработаны до твердости 60-62 HRc, за исключением пуансона, который будет немного мягче. Остальное может быть сделано из более дешевой стали.
ПРОВЕРКА КАЧЕСТВА
Бурение необходимо часто проверять соответствующими средствами. Для этой цели будет составлен план контроля проб, а для проверки их диаметра и высоты будут использоваться два манометра.
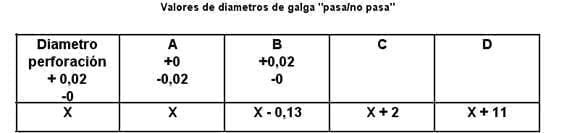
На рисунке 4 изображен простой манометр, который очень хорошо подходит для проверки наружного диаметра X ствола скважины.
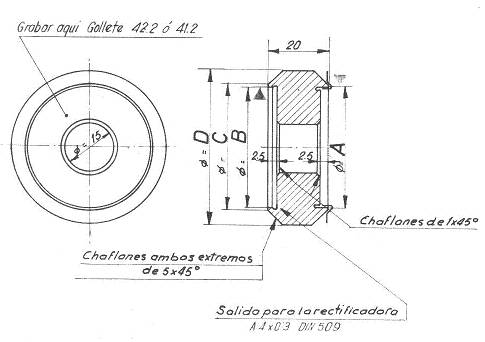
Рисунок № 4: Манометр для контроля диаметра скважины
Для определения размеров по отношению к проверяемому значению X можно использовать значения, приведенные в следующей таблице:
 Для контроля высоты юбки скважины и ее неровностей относительно защитной панели можно использовать измерительный прибор, подобный показанному на чертеже № 5.
Для контроля высоты юбки скважины и ее неровностей относительно защитной панели можно использовать измерительный прибор, подобный показанному на чертеже № 5.
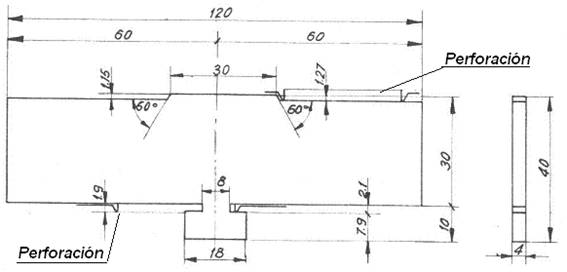
Рисунок № 5: Контроль высоты ствола скважины
КОММЕНТ
Для отверстий, предназначенных для пластмассовых сальников/желобов, с соответствующими модификациями может использоваться оснастка, аналогичная показанной.
На этом сайте есть и другие работы о пластмассовых железах.
 Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
 ЗУБЧАТЫЙ ВАЛИК
ЗУБЧАТЫЙ ВАЛИК
 УПЛОТНЕНИЯ ДЛЯ КОЛБАСНЫХ ЕМКОСТЕЙ
УПЛОТНЕНИЯ ДЛЯ КОЛБАСНЫХ ЕМКОСТЕЙ
 СБОРКА ПЛАСТИКОВЫХ САЛЬНИКОВ
СБОРКА ПЛАСТИКОВЫХ САЛЬНИКОВ
 ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
 ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
 РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ
РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ
 КРЫШКИ ОКРАСОЧНЫХ КОНТЕЙНЕРОВ
КРЫШКИ ОКРАСОЧНЫХ КОНТЕЙНЕРОВ
 ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ
ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ



0 Comments