
Известно, что значительную часть эффективности уплотнения обеспечивает компаунд или резина, нанесенная в канале фланца крышки. Поэтому необходимо контролировать процесс склеивания, чтобы избежать протечек или разрушения уплотнений во время использования крышек.
Вес применяемой резины является чрезвычайно важным фактором, так как он влияет как на качество затвора, так и на стоимость гуммирования, что, хотя и не может считаться значимым для конечной стоимости затвора, имеет значение при рассмотрении годового потребления резины компанией, при крупном производстве сотен или миллиардов затворов в год.
Вес — это контроль, который осуществляется гравиметрически, по разнице в весе. Мы не будем углубляться в эту тему, так как все производители резины дают свои рекомендации, а мы должны учитывать как качество крепежа, так и качество наших клиентов. В качестве примера можно привести нашу статью о расчете объемов резины для применения в зависимости от типа уплотнения.
Мы должны настаивать на том, что объем не следует путать с применяемым весом. Вес — это объем, умноженный на плотность сухой смеси, и именно так мы должны его рассчитывать.
Другим важным аспектом применения резины является ее распределение по периметру канала. Считается, что для правильного гуммирования круглых колпачков колпачок должен сделать не менее двух полных оборотов во время нанесения резины. Для подстраховки мы всегда говорим о двух витках резинки и «немного больше», что в зависимости от диаметра может составлять от 5 до 10 мм нахлеста между концом и началом резинки. Этот аспект необходимо контролировать, чтобы правильно отрегулировать процесс гуммирования.
Метод проведения этого контроля также гравиметрический, но вместо того, чтобы проводить его по совокупности, как для применяемого веса резины, мы будем проводить его по октантам, то есть по отрезкам резины в 45° (суставные октанты). В случае колпачков большого диаметра (153 и более) можно даже рассмотреть возможность использования 16 секций, т.е. секций 22,5°.
Секции прокладок следует взвешивать на аналитических весах с точностью не менее 0,01 мг, хотя точность 0,1 мг может быть достаточной для правильного определения возможных дефектов гуммирования.
 Фланец исследуемого лоскута должен быть полностью открыт, сплющивая внешний фланец, чтобы можно было проверить гуммирование и визуально определить область перекрытия. В некоторых случаях для его поиска может потребоваться использование увеличительного стекла. Для облегчения этой операции можно использовать обычные плоскогубцы или специальное приспособление.
Фланец исследуемого лоскута должен быть полностью открыт, сплющивая внешний фланец, чтобы можно было проверить гуммирование и визуально определить область перекрытия. В некоторых случаях для его поиска может потребоваться использование увеличительного стекла. Для облегчения этой операции можно использовать обычные плоскогубцы или специальное приспособление.
Кладем крышку на лист бумаги, на котором нарисован круг, немного превышающий диаметр крышки с открытым фланцем. Эта окружность должна иметь 8 радиусов, отстоящих друг от друга на 45° и образующих 8 октантов. Установите крышку по центру круга и отметьте линии на резиновом штампе вдоль линий каждого из октантов. С помощью ножа или резака делаем надрезы в суставе, следуя ранее нанесенным меткам.
Взвешиваем дно с указанной точностью и аккуратно вынимаем каждый из октантов, используя деревянную или пластиковую лопаточку, чтобы не повредить лак или олово. После удаления каждого октанта мы снова взвешиваем крышку, пока вся резинка не будет удалена. Последний вес будет весом крышки без резины и будет использоваться для расчета общего веса нанесенной резины.
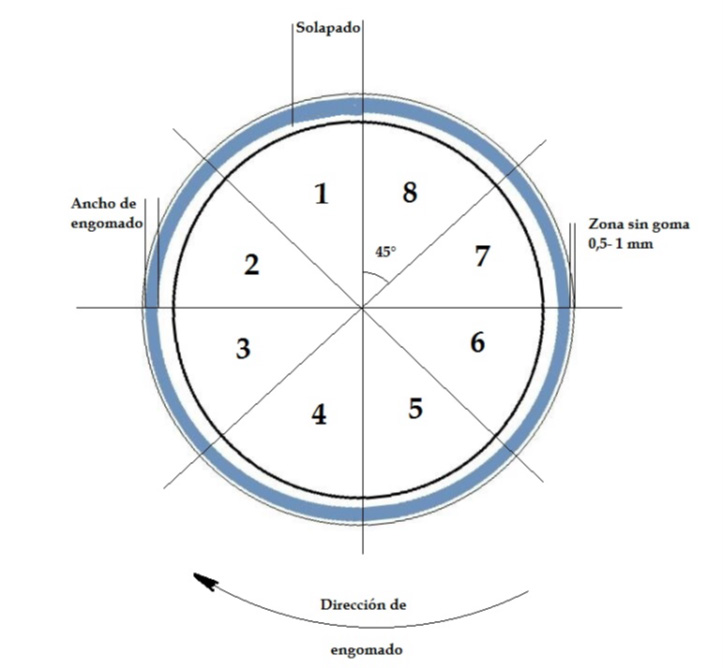 Каждый из октантов кодируется последовательно от 1 до 8, причем 1 содержит начало гуммирования и перекрывающую часть, как показано на следующей схеме.
Каждый из октантов кодируется последовательно от 1 до 8, причем 1 содержит начало гуммирования и перекрывающую часть, как показано на следующей схеме.
Октант номер 2 будет следующим после перекрытого, следуя против часовой стрелки. Октант 8 не должен содержать резинового перекрытия.
Между октантами не должно быть различий более 0,5 мг, за исключением октанта перекрытия, который ни в коем случае не должен составлять более 50% от среднего значения остальных октантов. Сумма всех октантов должна совпадать с разницей между весом крышки перед началом процесса и последним весом крышки после удаления всей резины, что поможет нам проверить правильность выполнения процесса.
 Контроль влажности на складах упаковки
Контроль влажности на складах упаковки
 ПРИКЛАДНОЕ ИССЛЕДОВАНИЕ ЦЕН НА КАУЧУК
ПРИКЛАДНОЕ ИССЛЕДОВАНИЕ ЦЕН НА КАУЧУК
 ТЕОРЕТИЧЕСКОЕ ИССЛЕДОВАНИЕ ПРОИЗВОДСТВА РЕЗИНЫ
ТЕОРЕТИЧЕСКОЕ ИССЛЕДОВАНИЕ ПРОИЗВОДСТВА РЕЗИНЫ
 Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
Теоретический расчет объема резины, необходимого для закрытия металлического контейнера.
 НОЛЬ СТАЛЬНОЙ УПАКОВКИ НА СВАЛКАХ
НОЛЬ СТАЛЬНОЙ УПАКОВКИ НА СВАЛКАХ
 национальный производитель литографированных банок
крышки для стеклянных банок
национальный производитель литографированных банок
крышки для стеклянных банок
 РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 КОНУСООБРАЗНЫЙ ПИТАТЕЛЬ КОЛПАЧКОВ
КОНУСООБРАЗНЫЙ ПИТАТЕЛЬ КОЛПАЧКОВ
 КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ
КОМПРЕССИОННЫЕ ПЛАСТИНЫ ДЛЯ КОНСЕРВНЫХ СТАНКОВ / МЕТАЛЛОКОНСЕРВНЫХ СТАНКОВ



