
ВВЕДЕНИЕ В МЕДНУЮ ПРОВОЛОКУ
С введением электрической пайки, как подходящего средства для сварки бокового шва на трехкомпонентных корпусах контейнеров, медь стала важным сырьем для этой отрасли промышленности.
Сегодня его применение широко распространено в сварочных аппаратах, используемых для изготовления кузовов контейнеров, используемых для содержания консервированных изделий, обработанных или находящихся под давлением, которые требуют высокой степени герметичности. Это дорогой материал, поэтому контроль его количества и качества должен быть очень требовательным.
ОБЩАЯ ХАРАКТЕРИСТИКА КОBRE
Медь, с символом Cu, является одним из наиболее широко используемых металлов человечеством, имеет металлический вид и красновато-коричневую окраску. Его температура плавления составляет 1083 °C, а плотность — 8,9 г/см3.
Среди его свойств выделяются высокая тепло- и электропроводность, устойчивость к коррозии, а также пластичность и пластичность. Благодаря своей исключительной проводимости, уступающей только серебру, медь наиболее широко используется в электротехнической промышленности. Его пластичность позволяет превращать его в провода любого диаметра, начиная от 0,025 мм. Прочность на растяжение тянутой медной проволоки составляет около 4 200 кг/см2.
ИСПОЛЬЗОВАНИЕ СОBRE
Медь, используемая в металлургической промышленности, поставляется в виде проволоки круглого сечения. Используется в различных диаметрах. Самое распространенное:
— Диаметр 1,50 мм. (Раздел 1,76 мм2). Используется в ручных или полуавтоматических машинах первого поколения.
— Диаметр 1,38 мм. (Раздел 1,50 мм2). Обычное оборудование второго поколения. Автоматический тип и средняя скорость производства.
— Диаметр 1,20 мм. (Раздел 1.13 мм2). Он используется в высокоскоростных автоматических машинах третьего поколения.
Он действует как подвижный электрод, двигаясь с той же скоростью, что и контейнер. На рисунке № 1 схематически показан путь медной проволоки от катушки «А» до внутреннего сварочного круга «В», за которым следует наружный круг «Е», до осадочного слоя разрезанной проволоки «D». Зона «С» соответствует зоне сварки корпуса контейнера.
Рисунок № 1. Общий контур траектории движения проволоки в сварочном аппарате
Для увеличения контактной поверхности она профилируется в сварочном аппарате, перед зоной сварки. Таким образом, его сечение трансформируется из круглого в эллиптическое, а точнее прямоугольное с закругленными углами. Эта форма совпадает с формой канавок двух сварочных колес.
Одна и та же проволока проходит через точку сварки дважды. Один внутри, а другой снаружи, каждый раз представляя свое лицо. Реальная схема, по которой он проходит, довольно сложна. На рисунке nº 2он представлен как на самом деле схема, перекрещенная проводом в типичном автомате (тип Soudronic FBB).
Рисунок 2. Реальная проволочная цепь в сварочном аппарате
В нем можно выделить ряд механизмов, таких, как, например:
— Резьбовой тормоз: Шкивы 1, 2 и 3.
— Очистители резьбы (2): Устройства 4 и 10.
— Скребок для олова: Устройство 18
— Эллиптический профилировщик: устройство между шкивами 6 и 7.
— Сменный компенсатор: Шкив 8.
— Проволочная система охлаждения: Пули 22.
— Настройка. Конический шкив 26.
— Подвижной натяжитель: Шкив 31
— Резак для резьбы: Пули 33
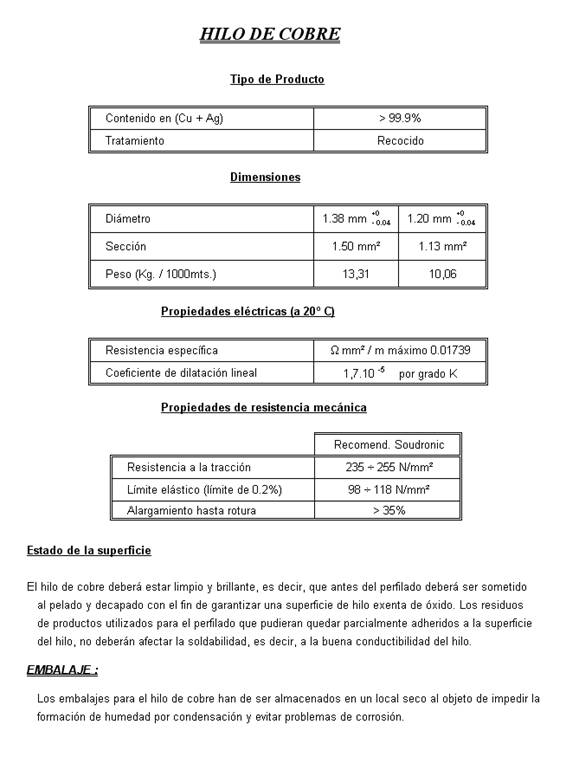
СПЕЦИФИЧЕСКИЕ ОСОБЕННОСТИ ДЛЯ УПАКОВОЧНОЙ ПРОМЫШЛЕННОСТИ
Медь, используемая в электросварке банок , должна обладать особыми характеристиками чистоты, твердости, прочности и чистоты. С ними связаны:
— Его назначение в качестве сварочного электрода: электрическое сопротивление, расширение, очистка и т.д.
— Его функция как механического элемента в движении, подверженном напряжениям: твердость, предел упругости, удлинение….
Как видно из рисунка nº 2, маршрут достаточно сложный, поэтому если поток ломается, то это означает важную потерю времени на его повторное прохождение, поэтому очень важно, чтобы его качество было адекватным для этой задачи . Поэтому свойства продукта должны быть отлично известны и востребованы поставщиком.
Они отражены в упрощенном виде следующим образом.
ОБРАБОТКА МЕДНОЙ ПРОВОЛОКИ
Медная проволока обычно поставляется производителями медной проволоки в виде катушек, защищенных картонной и пластиковой упаковкой, уложенных на поддоны. См. рисунок № 3

Рисунок № 3 — Упакованная катушка
Эти катушки располагаются в верхней части линий, где они легко доступны, а оттуда с помощью воздушных шкивов переносятся на сварочный аппарат. См. рис. 4.
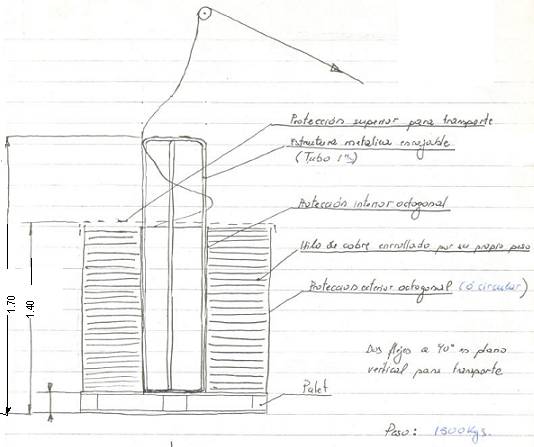
Рисунок № 4. Катушечная диаграмма в верхней части линии
Во избежание внезапных вытягиваний проволоки при запуске и работе сварочного аппарата, которые могли бы привести к обрыву проволоки, необходимо пропускать проволоку, на выходе из катушки, через шкив, установленный на эластичном натяжном устройстве, нагруженном пружинами. Это делает езду более плавной, так как пружины поглощают рывки на трассе. См. рис. 5
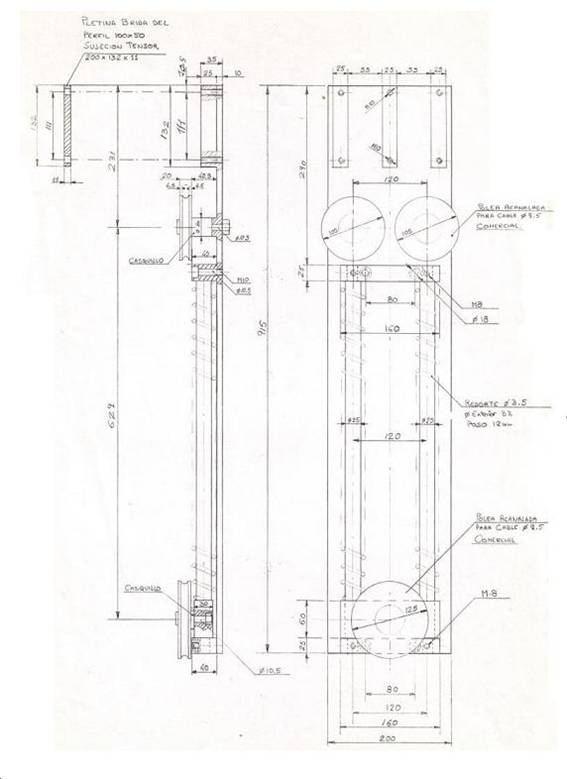
Рисунок № 5. Эластичный натяжитель
После использования пряжа измельчается и хранится в соответствующей упаковке. Высокая стоимость проволоки означает, что с полученным ломом необходимо обращаться с особой осторожностью, обеспечивая его возврат в правильных условиях предприятию по сбору, которое, как правило, взимает цену за каждый восстановленный кгр, плюс сумма убытков, вызванных потерями в процессе, выраженная в процентах от количества.









0 Comments