
В данной работе описываются характеристики металлических крышек, используемых в стеклянных бутылках с широким горлышком, с навинчивающимися или нажимными крышками, а также различные типы и размеры, доступные на рынке, сырье, используемое при их изготовлении, их наиболее распространенные области применения и их укупоривание.
ОСОБЕННОСТИ
Они известны на рынке под разными названиями, будучи самыми обычными «Twist-Off» или «White-Cap», оба в своих дневных зарегистрированных товарных знаках, хотя есть и другие варианты, такие как «Vapor Vacuum», «Press-Seal», PT и др. Существует несколько семейств металлических крышек, байонетное запирание (¼ оборота), или защелкивание, завинчивание или вертикальное вдавливание.
Все они задуманы и предназначены для закрытия стеклянных или пластиковых банок, предназначенных для упаковки пищевых продуктов, и имеют общий знаменатель — изготовлены из жести, а также используют «уплотнительные элементы» в укупорочных средствах, изготовленных из поливинилхлоридных смол.
Геометрия ротовых отверстий стеклянных банок является круговой, крышки также являются круглыми во всех случаях, и по сути, их дизайн состоит из:
— Верхняя панель с более или менее плоским профилем
— Гладкая или ребристая вертикальная юбка
— Периферийный завиток в виде нижнего конца юбки, который может быть снабжен или не снабжен «гвоздями» для прикрепления его к нитям горлышка бутылки.
На рисунке 1 каждая из этих частей показана в секции крышки.
Рисунок № 1: Элементы металлической капсулы
Именно конфигурация этого скрученного нижнего конца юбки вместе с толщиной и твердостью используемого металла, а также конструкция верхней панели — плоская в одних случаях и с круглым кольцом в других — придает колпачкам необходимую физическую прочность в соответствии с их конечным назначением.
Будучи металлическими крышками, покрытыми внутри и снаружи несколькими слоями органических покрытий, а также укупорочной системой посредством герметизирующих элементов, обеспечивающих полную герметичность банок или флаконов, можно утверждать, что коэффициент проницаемости практически равен нулю, о чем свидетельствует тот факт, что вакуум, первоначально созданный в пространстве головки контейнеров в момент укупоривания, остается неизменным по величине и неизменным в течение всего времени в своем составе.
Главная особенность «крутящихся» металлических капсул заключается в том, что при необходимости все они работают по принципу «вакуум паром», или «механический вакуум». В первом случае он наносится на стеклянные банки после замены воздуха в области головы перегретым водяным паром, который конденсируется при охлаждении, обеспечивая тем самым внутренний вакуум, который, помимо задачи сохранения крышки, прикрепленной к ротовой полости банки, помогает сохранить органолептические свойства упакованного продукта от нежелательных эффектов присутствия кислорода. Во втором случае воздух удаляется из напора с помощью вакуумного насоса, крышка ведет себя так же, как описано выше.
Как указано выше, герметичность достигается за счет использования герметизирующих элементов, стратегически распределенных по внутренней стороне крышек. Применяется либо методом литья под давлением, либо методом литья. Такие элементы в основном представляют собой композиции, сформулированные с использованием поливинилхлоридных смол — пластизолов, характеристики которых подробно описаны ниже.
Обычно эти крышки поставляются клиентам в полиэтиленовых пакетах низкой плотности, которые помещаются в коробки из гофрированного картона хорошего качества.
ДАННЫЕ ЗА ПРОШЕДШИЕ ПЕРИОДЫ
Это было в 1926 году, когда в Чикаго (штат Иллинойс), под названием White Cap Co., новая компания, начиная с уже известной концепции металлических крышек для стеклянных бутылок (кроненпробок), разработала новое поколение крышек для бутылок с широким горлышком. Белая шапка» относится к фамилии ее изобретателей, братьев Джорджа, Уильяма и Филиппа Уайта, а не к цвету шапки, который очень часто бывает белым. В основном они разработали систему улавливания пара в пространстве головки банки при ее закрытии в машине и, таким образом, создают внутри нее высокую степень вакуума, что позволило бы проводить последующую термообработку и обеспечить прочное постоянство крышки на ее рту. Это изобретение было зарегистрировано под товарным знаком «Белая шапка». Поэтому такой тип шапки родился в Соединенных Штатах.
Вскоре он перепрыгнул через Атлантику и в 1932 году Metal Box Limited начал производство в Великобритании. После Второй мировой войны, в 1947 году Германия стала второй европейской страной, присоединившейся к производству, Шмальбах — Lubeca GMBH была производителем.
В 1957 году компания Continental приобрела компанию White Cap. Опираясь на всемирную сеть партнеров и лицензиатов Continental, компания продолжила свое стремительное развитие на разных континентах, особенно в Европе. Помимо Великобритании и Германии, в 1957 году в Нидерландах — Thomassen & Drijver — начато производство откидных крышек, в 1958 году во Франции — Le Bouchage Mecanique — Италия в 1958 году — Superbox — Испания в 1962 году — Oleometalgrafica del Sur -,… а затем и в других странах.
В Латинской Америке первым производителем была Мексика в 1960 году — Envases Generales Continental, за которой в 1964 году последовала Аргентина — Centenera.
На Востоке ее производство началось в Японии в 1960 году Тойо Сейкан и в Австралии в 1965 году Containers Ltd. В Африке Бокс Металл начал свое производство в 1966 году в ЮАР.
ТИПЫ И РАЗМЕРЫ
Существует большое разнообразие типов металлических капсул. Среди других мы можем упомянуть:
— RTO — Regular Twist Off. Крышка с несколькими гвоздями, которая открывается, поворачиваясь максимум на четверть оборота. См. рис. 2
— RTS — Regular Twist Step. Аналогично RTO, но с верхним периферийным шагом, т.е. на плече. См. рис. 2
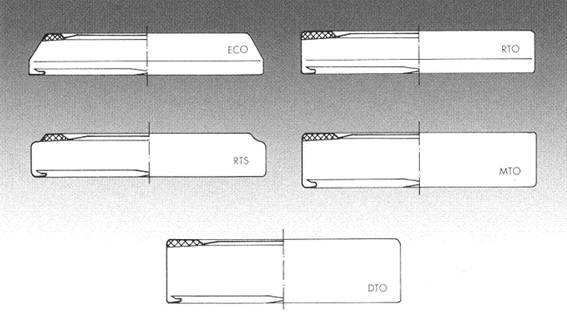
Рисунок № 2.- Различные типы капсул Twist-off
— RTB — «Обычная кнопка твиста». Это тип RT с центральной кнопкой на верхней панели, для обнаружения наличия вакуума.
— RSB — обычная ступенчатая кнопка. Со ступенькой на плечо и центральной кнопкой.
— FTO — «Flutted Twist Off». Аналогично RTO, но с зубцами (вырезами) на юбке.
— DTO.- «Deep Twist Open». С высокой юбкой. См. рис. 2
— DTF.- «Deep Twist Fluted». С высокой юбкой и зубцами
— DSR — Глубокая щёлканьевая изоляция
— FSO — Флюсованный шаг. С Альменасом и ступенькой на плечо.
— FTB — Fluted Twist Button — Flange Twist Button (фланцевая кнопка твиста).
— ПТ.- «Нажмите и поверните». Термины, означающие «нажать» (накрутить) без перекручивания, чтобы нанести крышку на контейнер, и «выкрутить» (выкрутить), чтобы открыть упаковку. См. рисунок № 3
— PT Plus — это та же самая крышка PT, с добавлением пластикового кольца для безопасности или неприкосновенности (свидетельство открытия).
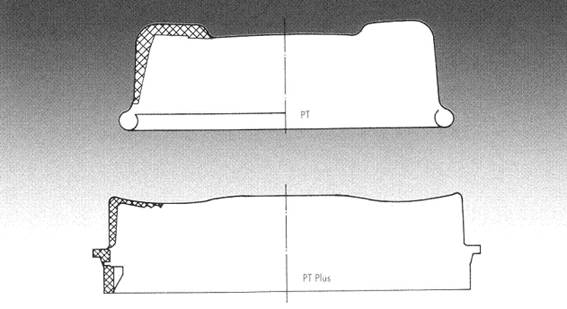
Рисунок nº 3.- ПТ и ПТ плюс крышки
Пробки обозначаются значением их диаметра, а затем добавляются буквы, определяющие их тип. Этот диаметр отражается в миллиметрах. Используются различные диаметры, наиболее часто: 27 -30 — 38 — 43 — 43 — 48 — 51 — 53 — 58 — 63 -66 -77 — 82 — 89. Некоторые из них используются только для определенного типа крышек, как в случае 51 PT, для детского питания. (детское питание)
РАВЕЙСКИЕ МАТЕРИАЛЫ
Для изготовления металлических капсул используются три вида сырья:
— Жесть
— Органические покрытия (лаки)
— Уплотнительные элементы (пластизолы)
И, конечно же, правильная упаковка
Жесть:
Жесть, используемая для изготовления металлических капсул, обычно имеет следующие характеристики:
— Толщина: зависит от размера диаметра крышки. Он может варьироваться от 0,15 для 27 до 0,23 для колпачков диаметром 89. Чаще всего диапазон составляет от 0,15 до 0,18 мм.
— Оловянное покрытие: Обычное — 2,8/2,8 г/м2.
— Твердость: Используется уменьшенная двойная жесть темперирования DR9, хотя в некоторых случаях — больших диаметров — ее заменяет темперирование 61.
— Отжиг: непрерывный (CA)
— Поверхность: Камень
— Пассивация: 311
— Поверхностная смазка: диоктил себакат (DOS)
Чтобы узнать значение этих понятий, мы отсылаем вас к работам на tinplate, уже опубликованным в этой Web.
Органические покрытия
Это лаки, наносимые на плоскую жесть с помощью роликовых лакокрасочных аппаратов. В основном, такие лаки представляют собой растворы или дисперсии синтетических смол. Последние (дисперсии), в зависимости от содержания твердых частиц, могут быть органосолы или пластизолы, которые могут варьироваться в пределах 40-80% для органосол и 90—100% для пластизолов.
Лаки, используемые на внутренней стороне металлических покрытий, наносятся как минимум двумя слоями. Для базового слоя, нанесенного непосредственно на жесть — сцепляющие покрытия — они, как правило, имеют тип растворения, наиболее часто используемый тип эпоксидно-фенольный. Для верхнего слоя, напротив, используются органозоли. Это объясняется превосходными адгезионными свойствами, которые органозоли проявляют по отношению к используемым уплотнительным элементам.
Еще одной характеристикой органосолов является их хорошая химическая стойкость, гибкость, твердость и отсутствие вкуса и запаха; все свойства, необходимые для правильного поведения на металлических колпачках. Во время их применения необходимо убедиться в том, что они имеют правильный вес сухой пленки и правильное выпекание при контролируемом температурно-временном режиме. Рекомендуем ознакомиться с работами, связанными с лаками, которые появились на этом сайте. Все компоненты используемых покрытий должны соответствовать действующим в соответствующих странах предписаниям, а также соответствующим положительным спискам.
Уплотнительные элементы
Пластизолы используются в качестве уплотнительных элементов в капсулах. Пластизол — это смесь смолы(ПВХ), пластификатора и других добавок, которая при комнатной температуре находится в жидком состоянии, обладает вязкоупругими свойствами, имеет беловатый цвет (при отсутствии пигментов).
Это соединение под действием тепла (160º — 200º C) выходит из исходного жидкого состояния и переходит в твердое, без потери веса и заметного изменения объема.
Пластизол используется в качестве поверхностного покрытия: он может быть цветным, текстурированным, устойчивым к истиранию, коррозии и воздействию электричества. С помощью различных стабилизаторов и добавок он может улучшить свою устойчивость к свету, нагреву или приобрести особые свойства, чтобы покрыть большое разнообразие спецификаций.
Специальный вариант пластизолов наносится на внутреннюю поверхность крышки, в области, соприкасающейся со ртом стеклянной бутылки. Его задача заключается в создании герметичного уплотнения путем прижимания к поверхности горлышка бутылки, после того, как укупорка была сделана.
В составе пластизолов, используемых при изготовлении капсул, имеется ряд элементов, с максимальным процентным содержанием в рецептуре, в соответствии со следующим соотношением:
— Смола (ПВХ) 60
— Пластификаторы 60%.
— Загружается на 60%.
— Смазочные материалы 18%.
— Стабилизаторы 6%.
— Опухающие вещества 3%.
Смолы: это вещества, которые, начиная с жидкого состояния, способны проходить процесс полимеризации или сушки, в результате чего образуются твердые продукты. Смолы, используемые в производстве герметиков, представляют собой поливинилхлориды.
Пластификаторы: Это химические соединения, которые добавляются в полимер (пластик) для уменьшения межмолекулярных взаимодействий между полимерными цепями.
Эффект пластификатора заключается в том, чтобы сделать материал, к которому он добавляется, более пластичным, сделать его более пластифицированным и, следовательно, легким для промышленной переработки. Типичными примерами пластификаторов являются фталаты. В нашем случае мы используем диалкилфталат (диэтилгейцилфталат), эпоксидированное соевое масло или льняное масло.
Наполнители: добавляют объем в рецептуру, а также отбеливают продукт. При изготовлении этой уплотнительной массы чаще всего используются натуральный барит и диоксид титана.
Смазочные материалы: Повышать технологичность ПВХ. Они облегчают использование пластизоля, обеспечивая внутреннее перемещение полимерных цепей и внешнее снижение степени трения между полимером и деталями технологического оборудования. В основном используются парафин, лецитин, метилсилоксан…
Стабилизаторы: Нерастворимые продукты, обеспечивающие высокую стабильность. Они обеспечивают стабильность при высоких температурах, являются водоотталкивающими, соляными коллекторами кислот. Они действуют как разделительные средства, а также как смазочные материалы. Наиболее распространены стеарат кальция и стеарат цинка. Они имеют умеренное применение
Опухающие агенты: Они расширяют элементы, такие как азодикарбонамид, участвуют в очень малой пропорции.
В процессе производства пластизолов необходимо соблюдать особую осторожность, чтобы не загрязнять и не изменять их ингредиенты. Этот процесс представляет собой просто физическое перемешивание, осуществляемое в абсолютно чистых условиях. После изготовления пластизолов их необходимо хранить в герметичных контейнерах — бочках — и защищать от экстремальных температур.
Эти уплотнительные элементы наносятся на капсулы с помощью специального оборудования, состоящего в основном из перемешивающе-насосной станции и инжекторных головок. Следующим этапом является загустевание пластизоля в сушильных шкафах с рециркуляцией воздуха при температуре от 170 до 215ºC, в результате чего достигается полная стерилизация готового продукта.
ИСПОЛЬЗОВАНИЕ
Металлические крышки могут использоваться на стеклянных банках для хранения широкого ассортимента пищевых продуктов:
— Овощи и фрукты всех видов
— Пульсы и готовые блюда
— Мясо и рыбопродукты
— Джемы, соусы и майонезы…
— Детское питание, соки, сухофрукты и орехи.
И долго и т.д. В целом, можно рассмотреть три типа заявок, а именно:
A.- Твердые или полутвердые продукты, в вакуумной упаковке или нет, такие как: орехи (миндаль, лесной орех, арахис, ….), мед, майонез….
B.- Пастеризованные продукты с максимальной температурой до 100ºC, такие как: жареные помидоры, кетчуп, натуральные или маринованные артишоки, маринованные огурцы, фрукты в сиропе, нектары и соки, среди прочего.
C.- Продукты, которые можно стерилизовать при температуре выше 100ºC, такие как: Мясо или рыбные продукты, овощи и готовые блюда, детское питание…
ЗАКРЫТИЕ
Процесс наполнения и закрытия — это операция, которая требует определенного уровня знаний этой технологии. Эта тема уже рассматривалась в работе «Инструкции по правильному использованию вакуумных крышек Twist, PY и PT Plus», опубликованной на этом сайте.
Очень коротко мы скажем, что бутылки розливаются с продуктом в разливочных машинах, дизайн и способ работы которых варьируется в зависимости от характера и текстуры упаковываемого продукта. Затем они передаются в уплотнительную машину для установки и закрытия капсулы. Эта вторая машина состоит в основном из вибрационного питателя колпачков, наклонной капли колпачков с питателя, правильно сориентированной и позиционированной, цепи бутылочного конвейера, которая в своем движении принимает колпачки, и системы ремней, которые в своем движении заставляют колпачок вращаться, приводя его в положение закрытия. Он может создавать вакуум, применяя пар. См. рисунок № 4

Рисунок № 4.- Машина для герметизации капсул
Они доступны в очень разных объемах производства и для разных диапазонов диаметров. Также доступны механические вакуумные версии.
Для продуктов, которые упакованы в вакуумную упаковку, необходимо убедиться, что вакуум был достигнут в достаточной степени, отбраковывая те бутылки, которые не соответствуют соответствующим условиям или которые прошли через герметизатор, не взяв крышку. Для этой цели используется специальное оборудование для обнаружения дефектных уплотнений, которое работает по принципу измерения степени разрушений центральной панели капсулы, вызванных действием внутреннего вакуума. Это оборудование может работать при непосредственном контакте с крышками или просто при приближении, но без прямого контакта. На рисунке nº 5 показан агрегат с этими последними характеристиками.

Рисунок nº 5.- Детектор дефектных крепежей без контакта
Эта машина выполняет следующие операции:
— Система управления оставляет в стороне колбы без вакуума.
— Остановка укупорочной машины после обнаружения четырех контейнеров без капсул
— Подразумевает контейнеры без дефектов
— Самостоятельно подсчитывает дефектные крепежи
 ИСПАНСКАЯ КОМПАНИЯ BEMASA CAPS ПРОДОЛЖАЕТ РАСТИ ПО ВСЕМУ МИРУ
ИСПАНСКАЯ КОМПАНИЯ BEMASA CAPS ПРОДОЛЖАЕТ РАСТИ ПО ВСЕМУ МИРУ
 металлические контейнеры или банки 211×106 65×35 RO80 3 унц.
Металлические контейнеры | 4-литровые металлические контейнеры
металлические контейнеры или банки 211×106 65×35 RO80 3 унц.
Металлические контейнеры | 4-литровые металлические контейнеры
 Металлические контейнеры повышают статус ручного мыла
Металлические контейнеры повышают статус ручного мыла
 Thessalia и Fadesa объединяют усилия в Эквадоре
Thessalia и Fadesa объединяют усилия в Эквадоре
 Ковидное воздействие на металлические банки для продуктов питания и напитков
Ковидное воздействие на металлические банки для продуктов питания и напитков
 Металлические банки для пищевых продуктов и напитков Рынок банок по материалам
Прямоугольные металлические контейнеры
Металлические банки для пищевых продуктов и напитков Рынок банок по материалам
Прямоугольные металлические контейнеры
 «ТВИСТ-ОФФ КРЫШКА: НЕМНОГО ИСТОРИИ».
«ТВИСТ-ОФФ КРЫШКА: НЕМНОГО ИСТОРИИ».
 ВНЕШНЕЕ ОКИСЛЕНИЕ НА ПОВОРОТНЫХ КРЫШКАХ
ВНЕШНЕЕ ОКИСЛЕНИЕ НА ПОВОРОТНЫХ КРЫШКАХ




0 Comments