
После печального случая ботулизма, произошедшего в городе Андресито в Аргентине, с несколькими смертельными исходами, к сожалению, исследования термической валидации при производстве консервов приобретают актуальность, поскольку эти оценки неопровержимо показывают, проводится ли на консервном заводе соответствующая термическая обработка, будь то пастеризация или стерилизация, для устранения любого риска присутствия Clostridium botulinum в производимых консервах, учитывая, что этот микроорганизм является производителем смертельного токсина ботулизма.
Любая компания, перерабатывающая продукты питания для непосредственного потребления человеком, имеющая хорошую систему менеджмента качества (СМК), внедряет на своем предприятии план HACCP (Hazard Analysis Critical Control Point), который определяет, на каком этапе производственного процесса существует потенциальный риск для безопасности продуктов питания, влияющий на здоровье населения и способный вызвать тревогу в области здравоохранения. По этой причине консервные заводы, в основном те, которые перерабатывают низкокислотные продукты (LACF), такие как мясо, рыба, морепродукты, спаржа, горох, фасоль, кукуруза, инжир, молоко и другие, с конечным стабилизированным pH выше 4.5, рассматривают стерилизацию как критическую контрольную точку (ККТ) в своей HACCP и должны проводить исследования по термической валидации в качестве доказательства своей процедуры проверки, которая должна быть представлена органам здравоохранения страны происхождения или внешним органам, таким как Управление по контролю за продуктами и лекарствами (FDA), Европейское управление по безопасности пищевых продуктов (EFSA), ЕС, Великобритания, DIPOA, SENASA и другие на глобальном уровне.
Исследования проводятся органом по термическим процессам (ТП), который представляет собой лицо или организацию, обладающую глубокими знаниями о требованиях или требованиях к высокотемпературной обработке продуктов питания, упакованных в герметично закрытые контейнеры, чтобы сделать их безопасными для потребителя, и имеющую соответствующее оборудование и опыт для проведения таких технологических определений.
Исследований в основном два: распределение температуры в автоклавах или пастеризаторах, которое мы рассмотрим в этой статье, и проникновение тепла в банки с расчетом летальности или Fo в упакованных продуктах питания, что мы рассмотрим позже.
Тема термической валидации консервов в металлической таре довольно обширна, по этой причине я решил представить ее в двух частях, если есть сомнения по теме, мы можем уточнить ее позже через Mundolatas.
1. Исследование распределения температуры

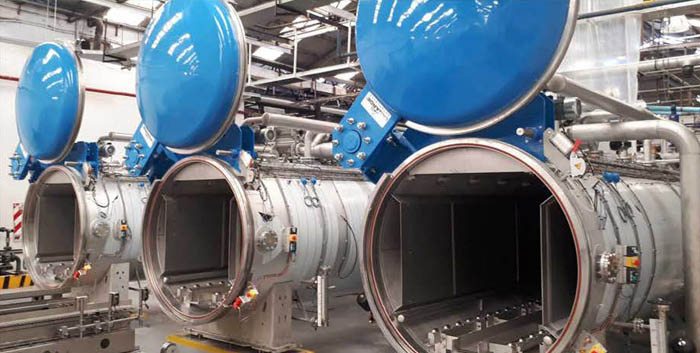
Это осуществляется в обычных пастеризаторах или автоклавах с прямым паром, каскадом, распылением воды, затоплением, избыточным давлением и других, чтобы определить, в соответствии с конструкцией оборудования и нагревательной среды, рабочие процедуры, необходимые для достижения равномерности температуры внутри автоклава с момента стабилизации, Время подъема (CUT), подъема или выпуска, которое определяется как время, которое проходит от начала нагрева или поступления пара в оборудование, до эффективного времени начала запрограммированного теплового процесса, которое измеряется, когда автоклав достигает установленной температуры и регистрируется колбой официального технологического термометра, установленного в оборудовании.
Этот начальный этап нагрева внутри оборудования до достижения установленной температуры стерилизации является частью термического процесса и должен быть зарегистрирован в ежедневных записях или графиках, создаваемых регистраторами температуры; эти записи должны быть зарегистрированы контролем качества в качестве доказательства соблюдения эксплуатационных процедур, установленных органом РТ при исследовании распределения температуры.
2. Предварительная оценка стандартизации установок и автоклавов

Хорошая стандартизация консервного завода заключается в создании соответствующих условий с инфраструктурой и оборудованием, которые гарантируют хорошее снабжение банка автоклава, такими как пар, воздух, вода и электрическая энергия, достаточное и качественное, чтобы это оборудование достигало правильного распределения температуры в процессе стерилизации без отклонений.
При оценке, проводимой органом ПТ, он должен учитывать в работе все производственные линии завода, пиковое потребление поставок при максимальной производственной мощности, распределение паропроводов или схему с секциями, от котельной до точек потребления, давление в линиях в psi (фунт/дюйм), давление в линиях в psi (фунт/дюйм) и давление в линиях в psi (фунт/дюйм).2. в паропроводе, в основном в коллекторной трубе или коллекторе, подающем пар в банк автоклава. Я лично рекомендую провести термодинамический баланс, чтобы определить, находится ли в равновесии производство пара в котельной (фунты/час) по сравнению с потреблением периферийного оборудования завода при максимальной производительности, а также автоклавов и плит.
Стенд автоклава также должен быть оценен как группа и индивидуально перед проведением исследований распределения температуры, поскольку эта информация или исследование реторты (RS) станет частью окончательного отчета с полученными результатами. В идеале реторты должны иметь одинаковую конструкцию или стандартизацию, чтобы исследование одной реторты подтверждало другие. В случае обычных реторт прямого давления пара, обычно используемых для стерилизации банок, в качестве справочного материала можно использовать Свод федеральных правил, часть 113 FDA или рекомендации Национальной ассоциации переработчиков пищевых продуктов — Бюллетень 26L, которые определяют кедулы вентиляции для этого оборудования. Кроме того, необходимо зарегистрировать оборудование и приборы, используемые в каждом автоклаве, а также системы или тип автоматики, используемые для контроля, поддержания и регистрации температуры процесса в каждом цикле или партии.
Информация или RS банка автоклавов и в основном обычных автоклавов прямого давления пара должны учитывать: двухмерный эскиз установок, производство пара в BHP, количество автоклавов с их индивидуальными размерами, емкость в корзинах на автоклав, размер главного парового коллектора или Header, размер входа пара в каждое оборудование или Steam Inlet, размер парораспределителя или Steam Spreader, размер и количество перфораций в парораспределителе, система вентиляции, размер и тип клапана, регулирующего вентиляцию, количество вентиляционных отверстий в каждом автоклаве, количество воздухоотводчиков, нижние дренажи для удаления конденсата, воздушная линия, подключение воды и другие данные, учитываемые органом ПТ.
3. Подготовка к исследованию распределения температуры
Исследование распределения температуры должно быть подготовлено с учетом всех возможных переменных и в наиболее критическом состоянии, таких как максимальное количество реторт, которые начинают процесс одновременно или в одно и то же время, диаметр трубопровода, по которому осуществляется одновременный выпуск воздуха из реторт, конструкция и процент свободной площади вагонов, укладка и конфигурация загрузки консервов, процент свободной площади в случае использования разделительных листов, начальная температура самых холодных банок в случае использования горячей пищевой начинки, также рассмотрим температуру самого холодного автоклава для проведения исследования.
Следует учитывать, что для обычных автоклавов, использующих пар под давлением в качестве теплоносителя, воздух должен быть удален из автоклава до начала отсчета эффективного времени процесса, поскольку воздух является гораздо менее эффективным теплоносителем, чем насыщенный пар; эта операционная процедура известна как удаление воздуха, продувка или вентиляция. Пар обладает значительным количеством накопленного тепла или энергии, которая образуется в результате преобразования воды в пар в котлах, в то время как воздух не имеет этих калорий и, будучи холодным, мешает нагреванию перерабатываемых пресервов.

4. Выбор продукта и упаковки для исследования
Исследование распределения температур проводится в наиболее критическом состоянии, когда пастеризатор или автоклав полностью заполнен продуктом, с ваннами, корзинами или вагонетками, наполненными консервами. В случае если для растения используются круглые контейнеры, следует выбрать тот, который имеет наименьший диаметр, а если используются прямоугольные контейнеры, то следует выбрать банки с наименьшей высотой. На этом этапе обратите внимание на количество банок в каждой корзине или машине, особенно если используются разделительные листы.
Если предприятие намерено проверить с помощью этого исследования широкий спектр консервированных продуктов, которые оно производит в различных презентациях, то банки могут быть заполнены водой или другим продуктом, который нагревается конвекцией, и таким образом можно провести несколько пробных испытаний, не мешая нормальному производственному процессу предприятия и не повреждая продукты без необходимости. Исследование распределения температуры должно проводиться не менее двух раз в одном и том же автоклаве с учетом одних и тех же критических факторов.
5. Оборудование для регистрации температуры и термопары

Он состоит из многоканального самопишущего потенциометра или модифицированного компьютера для сбора данных и должен быть подключен к правильно заземленному источнику питания для предотвращения ошибочной регистрации температуры термопарами. В настоящее время существуют также беспроводные регистраторы данных, которые сохраняют записанные температуры на чипе и загружают их в компьютер.
Медные постоянные термопары Т-типа должны быть подключены одним концом к регистрирующему оборудованию, по возможности они должны иметь единый корпус и соответствующую длину в соответствии с размерами автоклава, в котором будет проводиться исследование.
Термопары, датчики, зонды и оборудование для регистрации времени и температуры должны быть откалиброваны перед испытанием, все датчики должны быть сгруппированы внутри автоклава, рядом с калиброванным стандартным термометром, чтобы убедиться, что они адекватно регистрируют температуру процесса, при которой будет проводиться испытание, эта калибровка должна быть выполнена после завершения вентиляции, CUT или подъема и стабилизации температуры процесса внутри стерилизатора. Каждый датчик должен быть идентифицирован определенным номером канала в регистраторе и должен соответствовать тому же номеру датчика, помещенного внутрь автоклава, это должно быть задокументировано в записи о местоположении для дальнейшего анализа исследования.
6. Проведение исследования распределения температуры
Персонал, ответственный за размещение зондов внутри автоклава, между машинами и за сбор данных, должен находиться под контролем и руководством уполномоченного PT, чтобы они применяли критерии наихудшего случая и могли окончательно определить критические факторы, которыми являются параметры, соотношения, измерения или обязательные рабочие процедуры (температура/время вентиляции, начальная температура, размер банки, общий CUT и т.д.). Любое несоответствие критическому фактору определяется FDA как отклонение процесса, а для любой санитарной аккредитации, такой как: BRC, IFS, HSEQ, FSSC 22000 и т.д., как критическое несоответствие, так как пастеризация или стерилизация является CCP.
Датчики для исследования будут распределены между банками, расположенными в машинах автоклава полностью заполненными и на полную длину, их количество будет таким, чтобы все корзины были оценены. Как правило, в горизонтальных и вертикальных ретортах холодная зона отдельной машины обычно располагается по центру вертикальной линии машины, между центром и дном машины. Кроме того, как минимум 1 или 2 датчика должны быть расположены рядом с колбой официального технологического термометра, который устанавливается внутри оборудования.
Расположение датчиков предназначено для определения способности пара или нагревательной среды циркулировать между контейнерами, удалять холодный воздух, задержанный внутри реторты, и стабилизировать температуру запрограммированного процесса. Во время испытания необходимо предотвратить циркуляцию конденсата по кабелям с внешней стороны автоклава, что приведет к искажению показаний температуры или повреждению электронного оборудования. Данные о времени и температуре снимаются с интервалом в одну минуту или менее и до 20 минут после достижения запрограммированной температуры процесса.
7. Презентация исследования с анализом данных
Исследование распределения температуры представляется в письменном отчете, в котором необходимо учесть следующее: название компании и местонахождение перерабатывающего предприятия, дата проведения испытания, описание стерилизатора или пастеризатора, включая RS, тип и условия теплового процесса, минимальное давление в фунтах на квадратный дюйм главного парового коллектора или коллектора в банке автоклавов, количество автоклавов, которые начинают процесс одновременно, размер и тип контейнера, обработанный продукт, график с расположением пронумерованных зондов, отчет с температурами, зарегистрированными в каждом пронумерованном зонде, график с температурами, зарегистрированными в каждом пронумерованном зонде, почасовая запись проведенных операционных процедур, время ввода температуры в каждом зонде, время ввода температуры в каждом зонде, время ввода температуры в каждом зонде, время ввода температуры в каждом зонде, время ввода температуры в каждом зонде, отчет с указанием температур, зарегистрированных в каждом зонде, графики с указанием температур, зарегистрированных в каждом пронумерованном зонде, почасовая запись выполненных рабочих процедур, время впуска пара, время и температура закрытия слива и вентиляционных отверстий, общее время и температуры, достигнутые в CUT, время и температура начала запрограммированного теплового процесса, другие критические факторы, рассмотренные уполномоченным лицом PT, который должен поставить подпись в конце письменного отчета.
Руководство, которое используется в течение многих лет, указывает, что данные распределения температуры приемлемы, если разница температур любого зонда или термопары по отношению к официальному термометру, регистрирующему температуру процесса внутри автоклава, составляет менее 1,66 °C (3 °F) через одну минуту после окончания вентиляции, подъема или времени подъема (CUT) и менее 0,55 °C (1 °F) через три минуты.
Я лично считаю, что вышеописанное руководство должно быть обязательным для определения хорошего распределения температуры в пастеризаторах и автоклавах, обрабатывающих консервы, искать холодные зоны в оборудовании, используемом для достижения коммерческой стерильности, неправильно с точки зрения безопасности пищевых продуктов, предыдущая оценка стандартизации установки и автоклавов, которая проводится перед исследованием, должна исключить любую возможность нахождения холодных зон в нагревательной среде.
Исследование распределения температуры является более важным из двух исследований, проводимых для валидации термических процессов, поскольку оно гарантирует, что все термически обработанные банки достигнут расчетной микробиологической летальности независимо от их расположения в нагревательной среде.
 MUNDOLATAS, УКРЕПЛЯЕТ СВОИ ПОЗИЦИИ В КАЧЕСТВЕ НАИБОЛЕЕ ПОСЕЩАЕМОГО ВЕБ-ПОРТАЛА ДЛЯ ИНДУСТРИИ МЕТАЛЛИЧЕСКОЙ УПАКОВКИ.
MUNDOLATAS, УКРЕПЛЯЕТ СВОИ ПОЗИЦИИ В КАЧЕСТВЕ НАИБОЛЕЕ ПОСЕЩАЕМОГО ВЕБ-ПОРТАЛА ДЛЯ ИНДУСТРИИ МЕТАЛЛИЧЕСКОЙ УПАКОВКИ.
 ОМОЛОГАЦИЯ КРЫШЕК В СВЯЗИ С ИЗМЕНЕНИЕМ ЛЮБЫХ ИХ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
ОМОЛОГАЦИЯ КРЫШЕК В СВЯЗИ С ИЗМЕНЕНИЕМ ЛЮБЫХ ИХ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
 Микробиологическое заражение консервированных продуктов питания в металлических контейнерах
Микробиологическое заражение консервированных продуктов питания в металлических контейнерах
 APEAL ОРГАНИЗУЕТ МЕРОПРИЯТИЕ «ЗАКРЫТИЕ ЦИКЛА ПО СТАЛЬНОЙ УПАКОВКЕ В ЕВРОПЕ».
APEAL ОРГАНИЗУЕТ МЕРОПРИЯТИЕ «ЗАКРЫТИЕ ЦИКЛА ПО СТАЛЬНОЙ УПАКОВКЕ В ЕВРОПЕ».
 Контроль влажности на складах упаковки
Контроль влажности на складах упаковки
 Исследования отходов консервной промышленности томатов в качестве основы для внутренних покрытий для пищевой упаковки
Исследования отходов консервной промышленности томатов в качестве основы для внутренних покрытий для пищевой упаковки
 печатная версия пивной банки бюджет
печатная версия пивной банки бюджет
 ВНЕШНЯЯ КОРРОЗИЯ В КОНТЕЙНЕРАХ ДЛЯ КОНСЕРВОВ
ВНЕШНЯЯ КОРРОЗИЯ В КОНТЕЙНЕРАХ ДЛЯ КОНСЕРВОВ
 СВОЙСТВА МЕТАЛЛИЧЕСКОЙ УПАКОВКИ
СВОЙСТВА МЕТАЛЛИЧЕСКОЙ УПАКОВКИ
 ХРОМИРОВАНИЕ ОВОЩНЫХ КОНСЕРВОВ
ХРОМИРОВАНИЕ ОВОЩНЫХ КОНСЕРВОВ




0 Comments