
Металлические контейнеры часто литографируются снаружи и лакируются внутри. Литография корпуса упаковки — а иногда и крышки — включает в себя всю коммерческую и юридическую информацию, необходимую для продукта. Его дизайн очень важен, и крупные компании заботятся о нем с большим интересом, благодаря престижу имиджа бренда, который он носит с собой.
Рекламные компании изучают Ваш эскиз, а фото-лито-студии переводят его в конечный размер, что приводит к появлению пятен и цветовой гаммы. Дизайн этого пятна отличается в зависимости от типа упаковки и процесса ее изготовления. Для его изучения мы выделим следующие группы:
— Трехкомпонентные корпуса контейнеров со сварными боковыми швами.
— Упаковка колбасных изделий
— Обложки
Внутри каждого из них внешняя литография и внутренний лак должны быть изучены отдельно.
Литография защищена финишным лаком, поэтому снаружи эти две операции должны рассматриваться отдельно. Методы печати очень точны с точки зрения позиционирования пятна, в то время как системы лакирования менее точны. Это означает, что во втором случае допуски, которые можно предположить при определении размеров, шире, чем в первом.
КОРПУСЫ ИЗ ТРЁХ ЧАСТЕЙ
Развитие этих тел представляет собой прямоугольник, основание которого совпадает с таким же плюс потери на перекрытие для сварки и его высота с высотой тела плюс материал, необходимый для закрытия.
- A) Для определения размера литографического пятна необходимо учитывать следующее:
— 1º. Параллельно с высотой необходимо оставить по обеим кромкам непечатанное место, чтобы обеспечить наложение на стык — потерянное — и выполнить сварку без затруднений. Загрязнение этой зоны красками или лаком изменяет прохождение электрического тока, вызывая распыление и сбои в сварке. Подходящее значение составляет 2,5 мм на деталь. См. рис. 1.
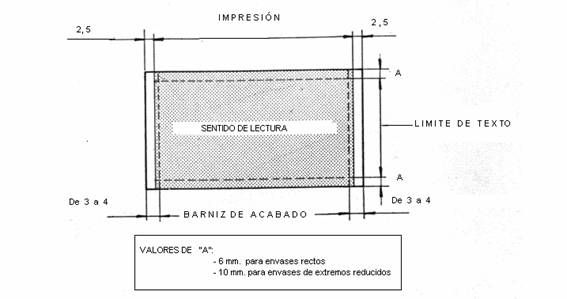
рис. 1
— 2º. Над отпечатком наносится финишный лак, который должен сохранять свободными по крайней мере те же поверхности, которые указаны в пункте 1. Как мы уже указывали, так как его применение менее точное, удобно, чтобы резервы лака были немного больше, чтобы не вторгаться в указанные области. Они могут быть определены в диапазоне от 3 до 4 мм на каждую сторону. См. рис. 1
— 3º. Верхняя и нижняя области прямоугольника, которые будут составлять часть замыкания тела крышкой и дном, хотя они могут быть покрыты тушью или лаком — так как их влияние на замыкание незначительно — не должны содержать текстов, так как они могут исчезнуть внутри него. Соответствующее текстовое освобождение составляет 6 мм. См. рис. 1. В случае контейнеров с надрезом — с уменьшенным диаметром на концах — диаметр должен быть увеличен, как минимум, до 10 мм, чтобы перекрыть и эту область.
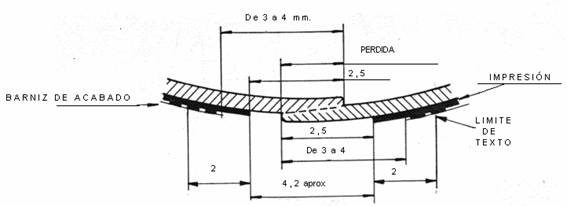
На рисунке 2 показано поперечное сечение шва, где указаны значения вышеуказанных условий.
При определении размера пятна лака для внутренней отделки следует учитывать те же критерии, что и критерии, указанные в пункте 2 выше.
Для дизайна литографии с точки зрения распределения содержания существует два случая:
- a) Цилиндрическая упаковка: ее можно рассматривать как единое целое, а изображения и тексты можно распределять в соответствии со вкусом дизайнера.
- б) Прямоугольная базовая упаковка: Содержимое должно распределяться с четырех сторон, избегая размещения текстов и иллюстраций в углах, так как они могут деформироваться из-за растяжения материала. На одном из них также будет расположен сварной шов по боковому шву. В случае контейнеров овальной формы могут быть соблюдены те же критерии или, по крайней мере, конструкция может быть размещена с двух сторон, совпадающих с областями наименьшей кривизны.
УПАКОВКА КОЛБАСНЫХ ИЗДЕЛИЙ
При распространении литографии необходимо учитывать, что в этом случае материал подвергается значительной растяжке, так что форма рисунков и текстов значительно деформируется на готовой упаковке по сравнению с плоской печатью. Эта деформация минимальна на дне контейнера, постепенно акцентируясь на стенке контейнера, достигая максимума в непосредственной близости от фланца.
Поэтому необходимо изначально спроектировать деформированный декор так, чтобы после монтажа он имел желаемый внешний вид. Это изменение зависит от многих факторов, таких как: форма и размеры контейнера, тип используемой пресс-формы, характеристики материала, используемая смазка …… Для того, чтобы сделать хороший дизайн литографии в этих случаях, необходимо предварительное изучение этой деформации, чтобы ее можно было исправить в плоской печати. Одна из процедур для этого заключается в использовании измерительных приборов, которые состоят из печати серии концентрических кругов на материале, идентичном тому, который будет использоваться в обычном производстве, отделенных друг от друга постоянной мерой — например, один миллиметр — до максимального диаметра, который примерно совпадает с диаметром режущей головки. Затем образцы вырезаются под стандартными производственными условиями: та же самая матрица и смазка. Проверяется эволюция деформаций по высоте контейнера. После их оценки деформируется дизайн декора в той же пропорции, но в обратном смысле, чтобы в итоге получились желаемые результаты. Эти измерительные приборы — или образцы — также должны быть покрыты лаком для обеспечения сопоставимости результатов.
Результаты никогда не бывают оптимальными, так как деформации, как правило, достаточно случайны. Поэтому, помимо вышеперечисленных мер предосторожности, при проектировании литографии контейнера глубокой вытяжки необходимо учитывать следующие правила:
1º — Это должен быть очень простой дизайн, чем меньше содержания, тем лучше.
2º — Он будет сконцентрирован как можно больше на дне контейнера, где деформация минимальна. По крайней мере, важные тексты должны быть написаны в этой области.
3º — Текст не должен размещаться на последней трети высоты контейнера, т.е. в зоне, наиболее приближенной к фланцу, так как именно эта зона подвергается наибольшей деформации.
4º- Иллюстрация должна быть уменьшена до криволинейных и нерегулярных форм. Прямые линии и регулярные геометрические фигуры будут выглядеть искаженными.
Существуют и другие, более сложные процедуры с использованием сложного и дорогостоящего оборудования для изучения деформаций, но вышеперечисленное дает приемлемые результаты.
В случае глубокой вытяжки контейнеров нет необходимости резервировать какую-либо площадь, поэтому внутренний и внешний лаки могут быть заполнены. То же самое относится к адгезивным покрытиям, финишным покрытиям или краскам для массового нанесения.
В случае сильно загруженных заготовок иногда рекомендуется зарезервировать место резки, так как в процессе розлива они образуют «бахромы» или «нити» лака, загрязняющие упаковку.
TAPAS
Отпечаток должен быть расположен на панели крышки, и нецелесообразно вторгаться в вертикальную стенку колбы, так как даже небольшое смещение при высечке крышки испортит внешний вид крышки. В качестве контрольного значения для предела печати, диаметра центра пуансона колпачковой штамповки, следует взять эмпирическое правило. Что касается ограничения по тексту, то оно должно быть еще меньше, примерно указанного выше диаметра центра пуансона минус в два раза больше радиуса корыта, округленного вниз.
Для облегчения центрирования литографии при покровной высечке наносится окружность со штриховыми линиями — метками регулировки — диаметром, равным диаметру резки плюс ок. 1,5 мм. (Это значение является функцией выреза между крышкой и крышкой). Таким образом, можно с первого взгляда увидеть — на каркасе уже высеченной полосы — является ли разрез концентрическим или нет с отпечатком. См. рис. 3
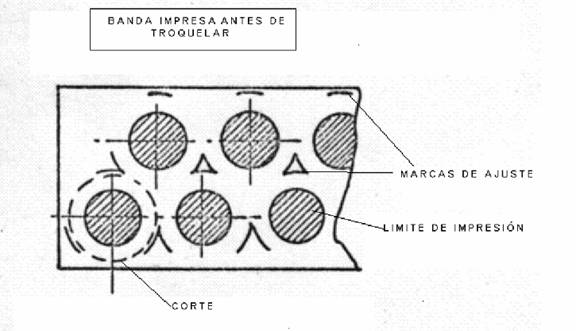
рис. 3
 ПЕРИФЕРИЙНОЕ РЕЗИНОВОЕ РАЙОНИРОВАНИЕ
ПЕРИФЕРИЙНОЕ РЕЗИНОВОЕ РАЙОНИРОВАНИЕ
 Оригинальный дизайн алюминиевой банки для напитков
Оригинальный дизайн алюминиевой банки для напитков
 СООТНОШЕНИЕ ВЫСОТ ПРИ ИЗГОТОВЛЕНИИ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
СООТНОШЕНИЕ ВЫСОТ ПРИ ИЗГОТОВЛЕНИИ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
 ОПРЕДЕЛЕНИЕ МАССЫ СУХОЙ ПЛЁНКИ ЛАКА
ОПРЕДЕЛЕНИЕ МАССЫ СУХОЙ ПЛЁНКИ ЛАКА
 ПАСПОРТ ПРОДУКТА: КОЛБАСНЫЕ ПАКЕТЫ
ПАСПОРТ ПРОДУКТА: КОЛБАСНЫЕ ПАКЕТЫ
 САЛЬНИКОВЫЕ/ПЛУНЖЕРНЫЕ СВЕРЛА
САЛЬНИКОВЫЕ/ПЛУНЖЕРНЫЕ СВЕРЛА
 ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
 РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ
РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ
 ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ
ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ
 ПРОФИЛИ КРЫШЕК ДЛЯ КРУГЛЫХ КОНТЕЙНЕРОВ
ПРОФИЛИ КРЫШЕК ДЛЯ КРУГЛЫХ КОНТЕЙНЕРОВ




0 Comments