ВЗАИМОСВЯЗЬ МЕЖДУ ШЕРОХОВАТОСТЬЮ ПОВЕРХНОСТИ И КАЧЕСТВОМ ПОКРЫТИЯ
Иногда жесть, покрытая хорошо известным лаком, который был нанесен в идеально определенных условиях, демонстрирует аномально низкое физическое сопротивление. В таких случаях вина часто возлагается на партию лака или на сам процесс, даже если та же партия лака оказывается совершенно правильной в других применениях,
За исключением проблем с промасливанием поверхности жести или пассивацией, редко задумываются о том, что проблема может быть связана со степенью обработки поверхности стали, технически известной как шероховатость поверхности, поскольку это характеристика, о которой сталелитейная промышленность предоставляет мало информации и ссылается на определение и характеристики, определенные в стандарте UNE-EN 10202 от 2001 года или в его американских или японских аналогах.
В настоящем стандарте шероховатость поверхности определяется как «Внешний вид поверхности упаковочной продукции, определяемый характеристиками поверхности стали и условиями нанесения покрытия» и определяется параметром, известным как Ra (средняя шероховатость).
Этот параметр, хотя и определен в стандарте, является термином, определяющим в очень общем виде характеристики отделки стали, так как это «среднее арифметическое» шероховатости, указанное с большим допуском, и он применим к стали, а не к готовому изделию, поэтому он ослабляется поверхностным покрытием.

Как видно на рисунке выше, фактическая шероховатость гораздо более неравномерна, чем термин, определенный в стандарте.
Нам также необходимо знать другие параметры шероховатости, позволяющие определить «РЕАЛЬНУЮ» высоту шероховатости, чтобы оценить, как это может повлиять на качество нашего покрытия. Это определяется как Rmax, т.е. максимальная высота самого высокого пика над ближайшей долиной профиля шероховатости.
Когда мы наносим жидкий лак на поверхность жести, он покрывает поверхность благодаря своей высокой смачиваемости и заполняет долины, которые появляются на поверхности жести из-за шероховатости. Количество нанесенного лака мы оцениваем по среднему весу на поверхности, но измерить толщину нанесенного слоя сложно, хотя это можно сделать приблизительно, если знать плотность сухого лака (не жидкого, как указано в технических характеристиках большинства лаков).
Так, лак с плотностью жидкости 1,05 г/мл и содержанием твердых веществ 40% будет иметь плотность твердого лака приблизительно 1,30 г/мл, если учесть, что растворитель имеет среднюю плотность 0,88 г/мл. Лаковая пленка с нанесенным весом 5 г/м² будет иметь среднюю толщину слоя 3,8 мкм(микроны).
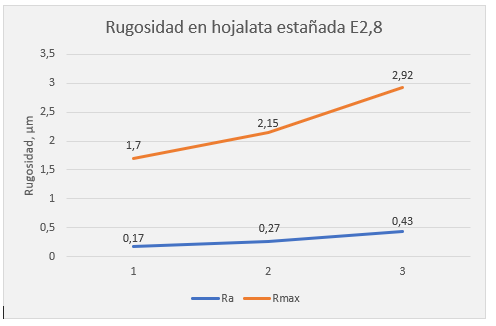
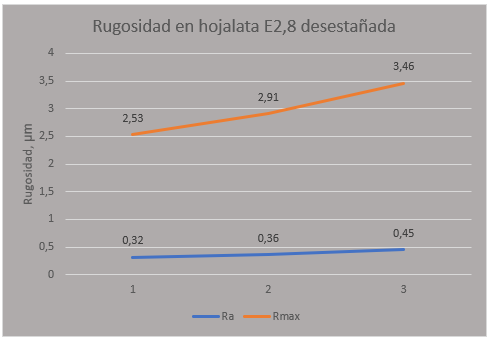
Когда мы проводим исследование шероховатости с жестью 2,8 гр/м² (толщина пленки олова более 0,25 мкм) и оцениваем другие параметры, перечисленные выше, мы находим значения, подобные следующим:
|
Образец E2,8 луженый |
Образец 2,8 не обработанный (сталь) |
||
|
Ra |
Rmax |
Ra |
Rmax |
|
0,17 |
1,7 |
0,32 |
2,53 |
|
0,27 |
2,15 |
0,36 |
2,91 |
|
0,43 |
2,92 |
0,45 |
3,46 |
Это говорит нам о том, что существуют пики шероховатости с Это сразу же наводит нас на мысль, что, хотя они и специфичны, есть много точек, где слой лака лишь «слегка» покрывает выступы металла, что повредит физической устойчивости лака к трению и истиранию, вызванным механической обработкой и использованием контейнеров.
На жести слой олова сглаживает некоторые шероховатости исходной стали, но по мере снижения уровня олова это улучшение становится все меньше и меньше.
При построении графика этих значений можно четко увидеть, что чем выше шероховатость (Ra), тем больше значение Rmax увеличивается не линейно, а экспоненциально, что говорит о том, что чем выше шероховатость, тем выше значения Rmax, и, следовательно, тем выше риск для покрытия.
|
|
Верно, что более высокая шероховатость улучшает адгезию лака, но верно и то, что чем ниже слой лака, тем ниже твердость и, следовательно, ниже физическая стойкость и выше вероятность отслоения и пористости, так что если у нас очень высокая шероховатость, может возникнуть проблема отслоения не из-за недостаточной адгезии, а из-за недостаточной химической стойкости.
Если мы сравним полученные данные со значениями шероховатости, указанными в таблице 1 стандарта EN-UNE 10202:2002 для жести, мы обнаружим, что шероховатость для различных видов отделки, наиболее часто поставляемых металлургическими заводами для контейнеров (камень и мелкий камень), составляет:
Отделка Мелкий камень
Ra = 0,25-0,45
Каменная отделка
: Ra = 0.35-0.60
Принимая это во внимание, легко предположить, что во многих случаях Rmax жести может быть слишком высоким для поддержания хороших физических характеристик лакового слоя.
Мы должны помнить, что для лакированной жести мы всегда должны работать с жестью с отделкой Fine Stone, контролируя или, по крайней мере, прося металлургические заводы указать значения шероховатости двух указанных параметров, Ra и Rmax, чтобы увидеть, как это может повлиять на нас при лакировании. В случае если максимальная шероховатость (Rmax) превышает 3 мкм, мы должны установить более высокий вес покрытия, чтобы увеличить толщину покрытия и тем самым добиться хорошей физической стойкости покрытия.
ЖОЗЕ ФКО. ПЕРЕС ГОМЕС
Советник МУНДОЛАТАС
 Различия между производителями жести и производителями банок увеличивают разрыв между спросом и предложением в Индии
Различия между производителями жести и производителями банок увеличивают разрыв между спросом и предложением в Индии
 Thyssenkrupp Rasselstein предлагает бесхромные покрытия
Thyssenkrupp Rasselstein предлагает бесхромные покрытия
 БЫСТРОЕ ИСПЫТАНИЕ НА СМАЗКУ ПОВЕРХНОСТИ МЕТАЛЛОВ С ПОКРЫТИЕМ
БЫСТРОЕ ИСПЫТАНИЕ НА СМАЗКУ ПОВЕРХНОСТИ МЕТАЛЛОВ С ПОКРЫТИЕМ
 ОБРАБОТКА ПОВЕРХНОСТИ МАТЕРИАЛОВ С ПОКРЫТИЯМИ
ОБРАБОТКА ПОВЕРХНОСТИ МАТЕРИАЛОВ С ПОКРЫТИЯМИ
 ОТДЕЛКА ПОВЕРХНОСТИ ЖЕСТИ
БЫСТРЫЕ ИСПЫТАНИЯ СМАЗКИ ПОВЕРХНОСТИ
ОТДЕЛКА ПОВЕРХНОСТИ ЖЕСТИ
БЫСТРЫЕ ИСПЫТАНИЯ СМАЗКИ ПОВЕРХНОСТИ
 ОПРЕДЕЛЕНИЕ МАССЫ СУХОЙ ПЛЁНКИ ЛАКА
ОПРЕДЕЛЕНИЕ МАССЫ СУХОЙ ПЛЁНКИ ЛАКА
 ФАКТОРЫ ВЛИЯНИЯ НА ОКРАСКУ ЖЕСТИ
ФАКТОРЫ ВЛИЯНИЯ НА ОКРАСКУ ЖЕСТИ
 ОПРЕДЕЛЕНИЕ ОБЩЕГО КОЛИЧЕСТВА ОЛОВЯННОГО ПОКРЫТИЯ НА ЖЕСТИ МЕТОДОМ «ПОТЕРЯ В ВЕСЕ» (МЕТОД КЛАРКА)
ОПРЕДЕЛЕНИЕ ОБЩЕГО КОЛИЧЕСТВА ОЛОВЯННОГО ПОКРЫТИЯ НА ЖЕСТИ МЕТОДОМ «ПОТЕРЯ В ВЕСЕ» (МЕТОД КЛАРКА)
 ОСНОВНЫЕ РЕАКЦИИ МЕЖДУ БАЛЛОНЧИКОМ И ЕГО СОДЕРЖИМЫМ
ОСНОВНЫЕ РЕАКЦИИ МЕЖДУ БАЛЛОНЧИКОМ И ЕГО СОДЕРЖИМЫМ



0 Комментариев