
ВВЕДЕНИЕ
Самой классической геометрической формой контейнера является цилиндрическая, которая также является самой простой в изготовлении. Но очень часто некоторые продукты коммерчески ассоциируются с другими различными презентациями, такими как прямоугольные, овальные, трапециевидные и др. Также можно заказать контейнеры с круглым дном и крышкой, но с различными вариантами исполнения кузова, например, с усеченным конусом, эксагональным, кубическим и т.д. В последних формах, логически нецилиндрическая конфигурация корпуса не влияет на его концы, которые продолжают сохранять свою цилиндрическую конфигурацию для того, чтобы иметь возможность прикрепить крышку и дно. Пример такой упаковки приведен на рисунке 1.
Рисунок nº 1: Цилиндрические концы и кубическое центральное тело, полученное при расширении.
Для производителя контейнера, столкнувшегося со спросом на нецилиндрическую конфигурацию банок, необходимо принять решение о том, какой процесс является идеальным для формирования корпуса контейнера. Как и все остальное, с тех пор, как были изготовлены первые прямоугольные контейнеры (которые встречаются чаще всего), и по сей день, примитивные решения развивались для достижения более качественных результатов и более высокой скорости производства. Сегодня на рынке представлен широкий ассортимент оборудования, выпускаемого различными компаниями, что позволяет выбирать между несколькими вариантами.
ПРОЦЕСС ФОРМИРОВАНИЯ
Прокомментируем наиболее распространенные, думая, что мы хотим изготовить прямоугольный контейнер.
1-й способ
Самая старая процедура состоит в использовании фальцовочной машины, автоматической или ручной, а вместе с ней, начиная с плоской разработки контейнера, делая четыре стороны одинаковыми, если он прямоугольный или квадратный, изгибая четыре угла с заданным радиусом. Также можно сгибать четыре угла не параллельно, например, чтобы предвосхитить ствол пирамиды, или любую другую желаемую форму. Для работы с небольшим обычным гибочным станком необходимо его правильно подготовить, задав размеры гибочного валика с соответствующим радиусом, поставить длинный подающий стол для размещения плоских тел (если у станка его нет), поставить несколько низких стопоров на этом столе для разграничения положения тела в гибочной ситуации каждого угла и т.д.
На концах тела должен быть оставлен небольшой зазор для наложения швов. Обычно это выполняется в углу или рядом с ним с помощью ручного сварщика. В старину эта операция выполнялась на ручной аграфадоре и соединялась с паяльником для олова. На изображении nº2 виден ручной прессовой тормоз и сварочный аппарат, действительные для данного способа работы.

Рисунок № 2: Минимальное базовое оборудование для изготовления прямоугольного корпуса
. Эта процедура очень медленная и мало используется в настоящее время, хотя для небольших производств это самая дешевая установка. На рынке можно найти подходящее подержанное оборудование.
2-я: метод:
В настоящее время он наиболее широко используется. Она состоит из изготовления цилиндрического корпуса, с той же разработкой и высотой, что и корпус получаемого контейнера формы. Для этой цели используется обычный электросварщик, любой из множества доступных на рынке, хотя потери от нахлеста в сварном шве будут как можно меньше, для облегчения последующего расширения, очень толстый сварной шов будет чрезмерно устойчив к деформации. В действительности, разработка цилиндра должна быть несколько меньше теоретической разработки прямоугольного контейнера, так как при последующем расширении происходит незначительное растяжение материала. Узнать, как рассчитать развитие и высоту корпуса нецилиндрического контейнера, изготовленного по этой системе, можно, посмотрев работу:
Определение размеров прямоугольного или нецилиндрического контейнера
Затем цилиндрическое тело трансформируется в прямоугольную — или другую выбранную форму — с помощью специальной машины, называемой машиной расширения. На рынке существуют различные типы, производимые разными производителями, которые могут сильно отличаться по своему дизайну.
Первоначально эти машины можно разделить на две группы:
1º.- Те, которые делают трансформацию формы тела прогрессивной, переходя от цилиндрической конфигурации к желаемой посредством промежуточных появлений непрерывным способом, т.е. за один процесс.
2º.- Те, кто осуществляет это преобразование быстрым способом.
1º.- Прогрессивный расширитель:
Он расположен непосредственно за сварочным аппаратом. Соединение между ними осуществляется небольшим магнитным конвейером, который обеспечивает неподвижность корпуса контейнера, так что линия сварки не поворачивается и не меняет положение. Машина сама по себе является своего рода проходом, состоящим из..:
— Внутренний последний, который постепенно меняет свое сечение с круглого на прямоугольное, и на котором контейнер скользит.
— Серия внешних ведущих роликов, которые действуют на кузов, деформируя его на последнем.
Внутренний вид этого типа экспансионной системы показан на фото № 3.

Рисунок № 3: Детали прогрессивного расширителя
Когда необходимо защитить лаком внутреннюю часть бокового шва, необходимо пропустить трубы для нанесения лака через этот аппарат из сварочного аппарата, нанеся лак и затвердев после расширения корпуса. На фото № 4 изображен общий вид аналогичной машины.

Рисунок № 4: Обзор прогрессивного расширителя
2º.- Быстрый или мгновенный расширитель:
Этот тип, по сути, состоит из:
— Цилиндрическая система кормления тела.
— Головка для ориентации сварки в определенном положении
— Одна расширительная головка.
— Скачать реформированные органы
Аппарат может быть установлен в точке, расположенной дальше от сварочного аппарата, чем предыдущий тип. Можно даже заранее защитить сварной шов лаком, если контейнер поступает в расширительную машину в достаточно холодном состоянии.
Так как рабочая скорость данного типа машин низкая, когда требуется определенная скорость производства и размер производимой тары не очень велик, используются двойные машины, т.е. машины, оснащенные двумя комплектами двойных головок, работающих параллельно.
— Система кормления тела:
Если контейнеры поступают в машину горизонтально, то это, как правило, простые гравитационные капли, которые поднимают тела с подвесного тросового конвейера. В случае с двойными машинами требуется два способа подачи и выгрузки кузовов, поэтому на входе требуется разделитель кузовов, а на выходе — перегруппировка. Пример этого случая показан на фото nº 5:

Рисунок № 5: Двойной автоматический расширитель.
— Сварочная головка ориентации:
На некруглых контейнерах, например, прямоугольных, электросварка бокового шва должна всегда располагаться в одном и том же месте, чтобы она оставалась одинаковой со всех четырех сторон, а точнее, если стороны имеют литографию. В этом случае сварочный шов поступает в аппарат в случайном порядке, из-за движения корпуса по его пути между сварочным аппаратом и расширительным аппаратом. Горизонтальная цилиндрическая головка используется для фиксации положения шарнира, что заставляет корпус быстро вращаться и останавливает его, когда шарнир достигает нужного места. Положение шва определяется с помощью внешнего прецизионного датчика, который может быть фотоэлементом, механическим и т.д., выбор которого зависит от типа сварки.
На левой стороне фотографии № 6 видна ориентационная головка для сварки. Тело вставляется в ориентационную головку из люльки, которая забирает его из системы кормления, приводимой в действие толкателем. Как только тело сориентировано, оно помещается на ту же люльку, откуда было введено в шпиндель, а оттуда, альтернативным движением того же самого, оно движется перед следующим шпинделем. Чтобы тело не двигалось, оно иммобилизовано с помощью мягкого магнитного поля.

Рисунок 6: Головки ориентации и расширения
— Головка расширения:
Он получает ориентированное цилиндрическое тело, вытолкнутое из люльки, и деформирует его до желаемого силуэта. Для постоянного сохранения новой формы контейнера металл должен подвергаться нагрузке, превышающей предел его упругости.
Эта голова, которая имеет секцию, близкую к той, которая должна принимать тело, состоит из неподвижной части, и другой части, которая движется и расширяется, когда тело введено. Когда движущаяся часть достигает своего максимального хода, развитие участка головы совпадает с периметром конечной формы тела.
На фото nº 6, где на переднем плане видна головка расширения, это инструмент для прямоугольных контейнеров. Нижняя часть этой оснастки остается неподвижной, в то время как верхняя часть поднимается при вставленном туловище, т.е. меньшая сторона прямоугольника с закругленными углами совпадает с размером меньшей стороны развернутого туловища, в то время как большая сторона в убранном положении оснастки меньше, чем большая сторона туловища. Это позволяет без труда вставить корпус в его цилиндрическое исходное положение. Затем верхняя часть — или оболочка — перемещается вверх до тех пор, пока большая сторона оснастки не достигнет желаемого значения для контейнера.
Движение оболочки осуществляется за счет действия горизонтального расширительного стержня, который перемещается альтернативно по оси оснастки, оснащенной наклонными плоскостями, которые действуют на другие — расширительные клинья — помещенные внутрь оболочки, возврат к исходной точке осуществляется за счет действия пружин.
В зависимости от желаемой формы контейнера, конструкция этой оснастки может варьироваться, но, как правило, используется принцип, описанный выше, например, на чертеже № 7 показан участок расширительной головки для квадратной канистры. В этом случае он имеет четыре подвижные оболочки, совпадающие с четырьмя углами, которые открываются при толкании расширяющих клиньев, на которые действует центральный расширяющий стержень. В центре четырех граней расположены четыре неподвижных оболочки, которые изначально центрируют тело, когда оно подается в цилиндрической форме.
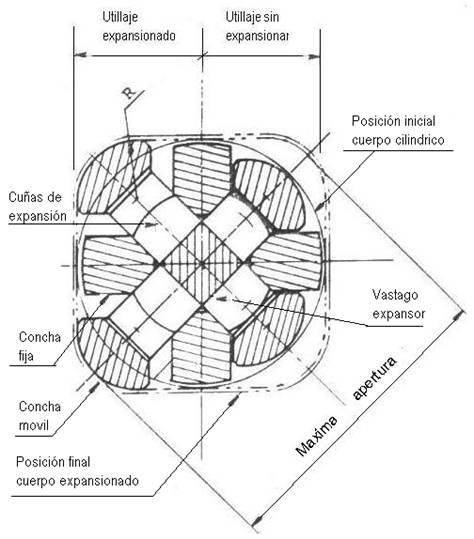
Рисунок № 7: Поперечное сечение расширительной головки
— Скачать:
Как только кузов приобретает новую форму, он снимается с головы при помощи вытяжного рычага, который укладывает его в разгрузочную люльку. Это передается на следующую машину с помощью конвейерной системы. При двойной экспансивности необходимо объединить производство обеих деталей в один путь.
Этот тип экспандеров может также работать с корпусом контейнера в вертикальном положении. В этом варианте расширительная головка подвешивается, и контейнер вводится в нее снизу с помощью пластины с движением вверх-вниз.
Есть машины, которые имеют третью голову, чья миссия состоит в том, чтобы расплющить лица тела после того, как оно было расширено, то есть, чтобы отметить на этих лицах какие-то ребра или грани арматуры. Это имеет несколько эффектов:
— В процессе расширения, когда металл превышает предел упругости, на больших сторонах корпуса часто появляются нерегулярные волнистости или деформации, которые придают контейнеру плохой внешний вид. С помощью этих нервов эти деформации устраняются.
— Эти ребра, которые обычно располагаются в направлении высоты и только на больших сторонах, придают большее сопротивление корпусу контейнера.
Эта третья головка не требуется на маленьких упаковках. Она работает по комбинированной системе штамповки снаружи и изнутри с каждой стороны.
Технология изготовления нецилиндрических контейнеров, также имеет применение для производства усеченных конических контейнеров, широко используемых в качестве контейнеров для красок и других промышленных применений. В этих контейнерах используются различные типы затворов, наиболее распространенными из которых являются так называемые «ведра».
Методы расширения требуют использования металлов несколько большей толщины, чем их цилиндрические аналоги, и меньшей твердости.
 Потеря герметичности и деформация металлических санитарных контейнеров в процессе эксплуатации
Потеря герметичности и деформация металлических санитарных контейнеров в процессе эксплуатации
 Физическая устойчивость металлических контейнеров
Физическая устойчивость металлических контейнеров
 СООТНОШЕНИЕ ВЫСОТ ПРИ ИЗГОТОВЛЕНИИ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
СООТНОШЕНИЕ ВЫСОТ ПРИ ИЗГОТОВЛЕНИИ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
 РОТАЦИОННАЯ МАШИНА ДЛЯ ВСТАВКИ КОНТЕЙНЕРОВ
РОТАЦИОННАЯ МАШИНА ДЛЯ ВСТАВКИ КОНТЕЙНЕРОВ
 РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
РУЧНАЯ ДЕПАЛЕТИЗАЦИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗАЦИИ РУЧНОГО КОНСЕРВНОГО БАНКИРА ДЛЯ КОНТЕЙНЕРОВ ИЛИ БАНОК
ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗАЦИИ РУЧНОГО КОНСЕРВНОГО БАНКИРА ДЛЯ КОНТЕЙНЕРОВ ИЛИ БАНОК
 ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ШПАКЛЁВОЧНЫЕ МАШИНЫ ДЛЯ БАНОК ИЛИ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ЗУБЧАТЫЙ ВАЛИК
ЗУБЧАТЫЙ ВАЛИК
 ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
ИЗМЕРЕНИЯ «ЗАКРУТКИ» ФЛАНЦЕВОЙ ОСНАСТКИ
 ЛИНИЯ ДЛЯ КОНТЕЙНЕРОВ ДЛЯ НАПИТКОВ «ТРИ КУСКА».
ЛИНИЯ ДЛЯ КОНТЕЙНЕРОВ ДЛЯ НАПИТКОВ «ТРИ КУСКА».




0 Комментариев