
ОСНАСТКА ДЛЯ ОБРУЧЕЙ — КОНТЕЙНЕРЫ ДЛЯ КРАСКИ
РЕЗЮМЕ
Детали конструкции штампов необходимы для изготовления кольца для двойной стенки фрикционного уплотнения, обычно используемого в лакокрасочных контейнерах.
ПРИМЕЧАНИЕ
Специфической особенностью индустрии металлической упаковки является производство контейнеров с многоразовыми и герметичными отверстиями. Конкретным примером этого являются контейнеры для бытовых красок и лаков.
На рынке существуют различные типы напорных уплотнений, которые отвечают этому требованию многоразового использования и герметичности, например, так называемые одинарные, двойные или тройные фрикционные уплотнения. Мы уже рассматривали этот вопрос в статье:
— Закрытие контейнеров для хранения красок
Мы рекомендуем его прочитать в качестве введения к тому, что мы предлагаем вам сейчас. В этой новой работе мы сосредоточимся исключительно на разработке точной оснастки для изготовления части этих крепежей, таких как кольца — также известные как кольца — используемые в них.
Среди возможных колец мы выбрали кольца с двойным трением, так как они наиболее представительны и используются. Мы покажем для них, их форму, рекомендуемый размерный дизайн и конфигурацию необходимых инструментов для производства.
ИНСТРУМЕНТЫ
Получение этих колец требует использования двухоперационного процесса:
— Первый, в котором металл разрезается и делается черновой рисунок стенок защелкивающегося крепежа.
— Вторая операция, при которой внешняя часть обода, чаша и фланец имеют форму, стенки закончены, рот закончен.
Эти две операции, несмотря на то, что они могут выполняться на прессах передаточного типа, обычно выполняются на двух классических прессах с гусеничными рукоятками, соединенных между собой гравитационной системой подъема и опускания, которая транспортирует детали от первой к второй операции.
Первый пресс подается с отрезанных до размера полосок материала, уложенных в подающее устройство, в то время как второй пресс должен иметь встроенное устройство подачи деталей. Последний, как правило, представляет собой пневматический манипулятор питателя.
ПЕРВАЯ ОПЕРАЦИЯ
Эскиз, полученный в первой операции, представляет собой примерную инвертированную форму «U» с удлиненными краями. На чертеже nº 1 можно увидеть профиль его, а также различные кусочки пресс-формы, придающие ему форму.
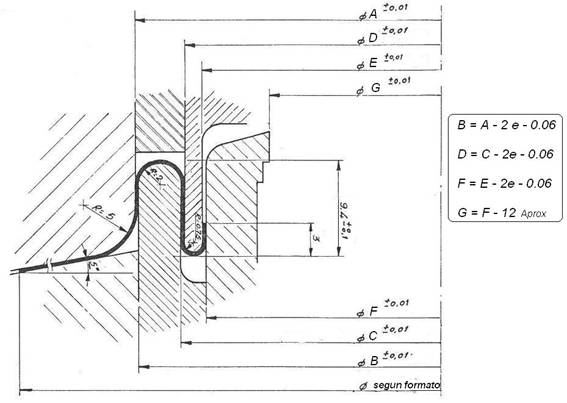
Рисунок № 1: Поперечное сечение 1-й операции обруча DF
Диаметр режущего диска, необходимого для формирования такого кольца, примерно на 11,5 мм больше, чем диаметр дна, используемого в контейнере. Другими словами, разница между разрезом обода типа «двойное трение» и плоским дном того же формата составляет около 11,5 мм. Эти данные действительны для емкостей средней емкости емкостью от ½ до 1 литра. Для меньших или больших форматов это отношение изменяется пропорционально. На него также влияют размеры крыла и выбранный тип закрытия. Указанные данные соответствуют замку типа I или II.
Устье «U», область, в которой закрывающий колпачок зафиксирован трением, для контейнеров указанного размера — от ½ до 1 литра — дается шириной 6 мм, т.е. разница между размерами B и C на чертеже составляет 12 мм.
Пространство, зарезервированное на кольцевой панели, для формирования лотка корпуса стопорной оправки, приблизительно равно горловине трения «U». Поэтому приблизительная формула для определения диаметра A (см. чертеж nº 1) выглядит следующим образом:
Диаметр A = Диаметр формата (X) — 11 мм.
После определения значения А для остальных диаметров, определяющих кольцо, можно применять формулы, показанные на чертеже 1.
Необходимо удалить центральный диск, чтобы сделать рот обруча. Разрез этого диска определяется диаметром G
Что касается высоты, то на этом чертеже приведены справочные данные, всегда относящиеся к контейнерам емкостью от ½ до 1 литра, как упоминалось выше. Радиусы изгиба металла определяются значениями различных диаметров трения, см. рисунок nº 1, за исключением самого внешнего, соответствующее значение которого составляет 5 мм.
Определив конструкцию первого обруча, мы можем сосредоточиться на конструкции пресс-инструмента, необходимого для формирования обруча. На рисунке 2 показан пример штамповки для случая.
Этот инструмент выполняет следующие последовательные действия:
— Отрезает металлический диск из подаваемой полосы
— Вырежьте центральный диск, чтобы сформировать рот обода и удалить его.
— Фрикционные стенки кольца заполнены
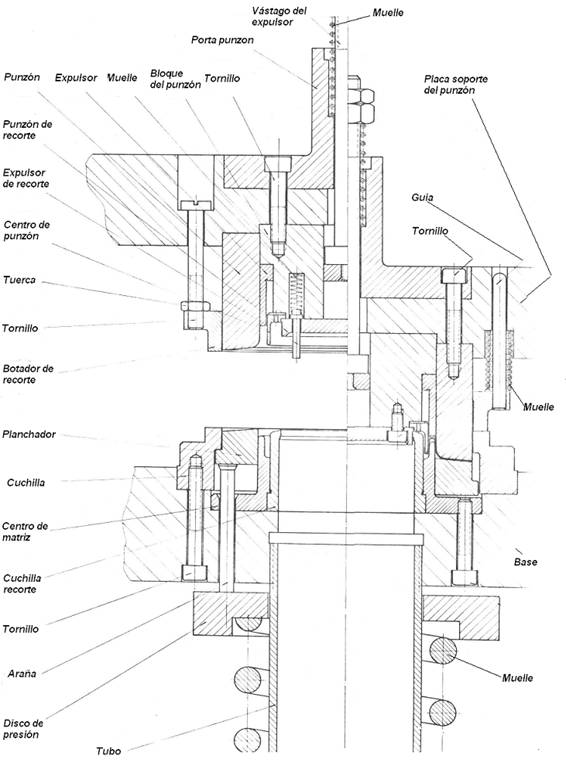
Рисунок № 2: Фильтрация для первой операции двойных фрикционных обручей
Поэтому на штампе выполняются два круглых и концентрических разреза. Две пары лезвий и пуансон должны быть идеально выровнены. Снятие центрального выреза производится через нижнюю трубу, расположенную в центре напорной системы.
Этот разрез вдавливается в трубу под действием подпружиненных эжекторов, см. рис. 2.
В противном случае он довольно похож на нижний штамп, с особенностью иметь пару пуансонов и центров штампов, предназначенных для генерации двойной стенки трения.
При определении размеров деталей инструмента необходимо учитывать, что всегда имеется небольшая деформация из-за упругости кольца по отношению к размерам инструмента. Особенно это касается диаметров фрикционных стенок. Так как посадка между кольцом и заглушкой должна быть очень точной, чтобы обеспечить эффективное уплотнение, необходимо учитывать восстановление материала, поэтому размеры инструмента не будут совпадать с теми, которые вы хотите получить на детали. В работе, о которой говорилось в начале:
— Закрытие контейнеров для хранения красок
включается таблица, в которой сравниваются полученные измерения детали с соответствующими измерениями на инструментальной оснастке.
ВТОРАЯ ОПЕРАЦИЯ
Детали, полученные в первой операции, переносятся на второй пресс с помощью подходящих средств, таких как магнитный лифт и гравитационный перепад. На выходе из первого пресса деталь должна быть перевернута так, чтобы она попала во второй пресс с выступом трения «U», обращенным вверх.
Как уже упоминалось, этот второй пресс должен быть оснащен устройством подачи деталей. Он будет представлять их по очереди на инструменте, установленном на прессе. В данном документе не ставится цель вдаваться в подробности этих механизмов. Мы будем развивать их в других местах.
Вторая операция завершает обруч, трансформируя эскиз, сделанный на первом этапе. На рисунке 3 показано кольцо, полученное в результате этой второй операции. Его задачи следующие:
— Сформируйте фланец и лоток, необходимые для закрытия кольца на контейнере. Фланец в этом случае будет равен нормальному дну того же диаметра, который используется на другом конце лодки. Основание колбы должно иметь наклон по высоте, см. рисунок nº 3, чтобы избежать опускания колбы с усилием введения пробки в кольцо.
— Перекалибруйте стены «U», чтобы подтвердить правильность измерений.
— Скрутите кромку рта кольца, чтобы устранить острые края, которые могли бы привести к порезам волосков кисти и, что еще хуже, к легкому контакту стали, видимой из края с картиной, что в некоторых типах их может привести к общему присутствию оксидов.
На чертеже nº 3 различные диаметры были определены с использованием тех же букв, что и на чертеже nº 1, хотя появляются и новые, например:
— X: Значение диаметра кюветы и установки зажимной оправки, обозначенной как «формат». Приводится соотношение между этим начальным значением и диаметром стенки A.
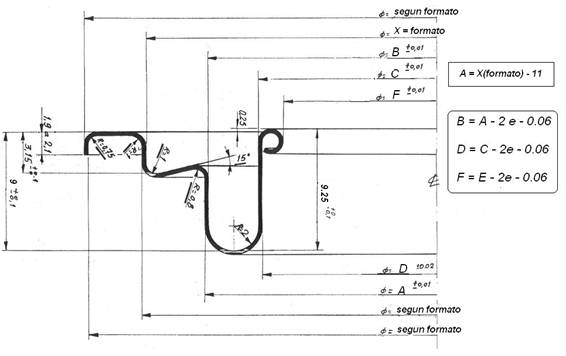
Рисунок № 3: Раздел 2-й операции DF-кольца
Формулы для определения каждого диаметра показаны над чертежом. Также указаны соответствующие этому примеру высоты, которые относятся к первым операциям.
После определения профиля обруча мы приступим к проектированию соответствующего инструмента. Он должен выполнять вышеперечисленные задачи.
Его форма показана на рис. 4. Это формовочная штамповка, без функции резки. Это несколько упрощает его конструкцию. 1-я операция кольца достигает своего положения на дне матрицы через выемку, или канал доступа, сделанный в «Центерере», который имеет боковую ширину немного большую, чем внешний диаметр 1-ой операции. Основание этого слота будет заподлицо с уровнем поступления от фидера этой 1-й операции. Этот «Центрирующий инструмент» является частью, которая больше всего выступает из нижней части инструмента и имеет две функции:
— Облегчить прибытие части
— Выровняйте его по «Центру».
Система низкого давления оснащена двойным пауком для облегчения выхода матрицы из готового кольца. Он поднимается верхней частью пресс-формы и выбрасывается с помощью «Выталкивателя», когда достигает конца хода пресса.
Изучение чертежа № 4 визуализирует полное функционирование инструмента. Представлено с левой стороны в закрытом положении (нижняя мертвая точка хода) и открытом с правой стороны (верхняя мертвая точка).
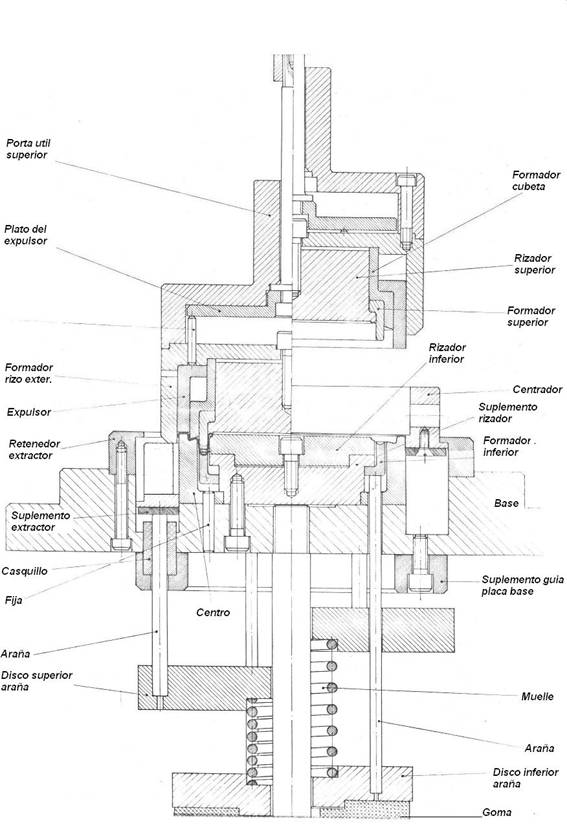
Рисунок № 4: Фильтрация для второй операции двойных фрикционных обручей
Оба штампа для 1-й операции и 2-й штампа для 2-й операции будут работать лучше всего, если они направляются колоннами. В первом случае в связи с его двойным разрезом практически необходимо.
МЕТАЛЛ
Жесть или TFS, используемая при изготовлении обручей, должна иметь низкую твердость и толщину, чтобы исключить риск трещин, разрывов и преувеличенных деформаций из-за внутренних напряжений этого материала. Для колец емкостей, содержащих от ½ до 1 литра продукта, подходящими значениями будут: закалка T2, калибр от 0,26 до 0,29 мм. Его покрытие будет зависеть от агрессивности содержащегося в нем продукта.
 Контейнеры для краски размером 1/16 1/8 1/4 и 1/2″ и 1/2″
1 галлон 1/4 галлона и 8 унций контейнеры для краски
металлические контейнеры для краски
Закрывающая оснастка для алюминиевых банок
Контейнеры для краски размером 1/16 1/8 1/4 и 1/2″ и 1/2″
1 галлон 1/4 галлона и 8 унций контейнеры для краски
металлические контейнеры для краски
Закрывающая оснастка для алюминиевых банок
 УМЕРЕТЬ ЗА BACKGROUNDS
УМЕРЕТЬ ЗА BACKGROUNDS
 ГЛУБОКАЯ ВЫТЯЖКА С ПОМОЩЬЮ ПЕРЕВЁРНУТОЙ СИСТЕМЫ
ГЛУБОКАЯ ВЫТЯЖКА С ПОМОЩЬЮ ПЕРЕВЁРНУТОЙ СИСТЕМЫ
 КЁРЛИНГОВЫЕ СТАНКИ
КЁРЛИНГОВЫЕ СТАНКИ
 КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
КОММЕНТАРИИ ПО ШТАМПАМ ДЛЯ АЭРОЗОЛЬНОГО ДНА
 УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
УТИЛИЗАЦИЯ ДЛЯ ЛЮДЕЙ Контейнеры с краской
 СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ
СПЕЦИАЛЬНЫЙ ШТАМП ДЛЯ ФОНА С ВСТРОЕННЫМ ЗАВИХРЕНИЕМ



0 Комментариев