
INTRODUÇÃO
Quando a relação diâmetro/altura é alta, é cada vez mais comum o uso de recipientes de repuxo profundo, ou seja, no caso de baixa altura do recipiente. Ainda mais, com o uso generalizado da tampa de fácil abertura. Existe uma forte tradição de embalagem de salsichas, especialmente no Norte da Europa e nos EUA. para produtos de carne e peixe. Nestes mercados, o alumínio, que tem melhores propriedades de desenho do que a folha-de-flandres ou o TFS, é utilizado para atingir maiores alturas de contentor.
Descrevemos aqui a experiência desenvolvida há algum tempo nos países escandinavos de fabricar recipientes de alumínio de repuxo profundo de certa altura em duas operações, utilizando ferramentas muito simples – e econômicas – e equipamentos convencionais. A técnica utilizada embeleza uma primeira operação sob a forma de vaso, de forma invertida, ou seja, com a litografia virada para dentro. A partir dela, é realizada uma segunda operação, na qual é alcançada a configuração final. Nesta segunda operação, além do recheio, o material em excesso é recortado.
Portanto, na segunda operação, esta técnica faz o material fluir na direção oposta. Os resultados foram positivos, e nas mesmas condições – material, espessura, taxa, etc. …. – foram conseguidas maiores profundidades de desenho do que com a técnica clássica.
Em suma, a vantagem desta prática é tripla:
1º – Obter maiores alturas de embalagens recheadas do que pela técnica tradicional.
2º – Utilizar ferramentas de construção simples e portanto econômicas.
3º – Utilizar equipamentos convencionais, ou seja, prensas de desenho simples.
DESCRIÇÃO DA FERRAMENTA E DO MÉTODO
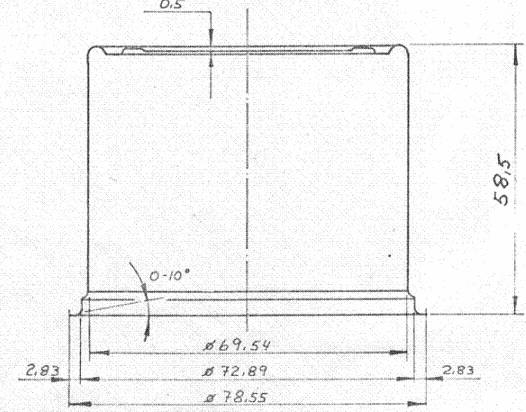
Daremos um exemplo concreto para descrever melhor o sistema. O recipiente a ser fabricado tem uma capacidade de 200 ml, um diâmetro de 73 mm. e uma altura final de 58,5 mm. Designá-lo-emos como 73×58,5 de acordo com o uso geral. É concebido com um “passo na boca”, para permitir a extracção de produtos semi-sólidos – carne ou patês -, sem problemas com a flange que deixa a tampa fácil de abrir uma vez aberta. Ver desenho nº 1
A primeira operação, como já dissemos, tem a forma de um recipiente cilíndrico, com as dimensões indicadas no desenho não. 2. Nele, seu diâmetro é maior do que o recipiente a ser obtido e sua altura é menor. Para conseguir isso, é utilizada a técnica simples de desenho profundo, com um desenho muito convencional de matrizes. Ver desenho nº 3. Este desenho é simplificado, não mostra certas partes necessárias do desenho, tais como o sistema de baixa pressão e o anel aparador, que deve ser adicionado.
Usando alumínio adequado para desenho profundo com espessura de 0,26 mm, as dimensões básicas deste molde são mostradas no desenho nº 4. O material deve ser alimentado com o verniz interno voltado para o exterior, de modo que a litografia permaneça no interior do vidro.
O sistema de transporte para a segunda operação deve permitir o tombamento deste recipiente, para que ele seja alimentado para a segunda operação com a boca para cima. O design desta operação é também bastante simples. O desenho nº 5 reflecte o mesmo. Durante o desenho profundo, o material flui, invertendo a sua direcção, posicionando assim a litografia e o verniz interior na sua posição correcta. No final do curso do carro da prensa, o material em excesso é aparado na forma de um anel. As principais dimensões da ferramenta são mostradas no desenho nº 6.
Algumas considerações a ter em conta:
– Devem ser utilizados bons sistemas de envernizamento e impressão, adequados para o desenho profundo.
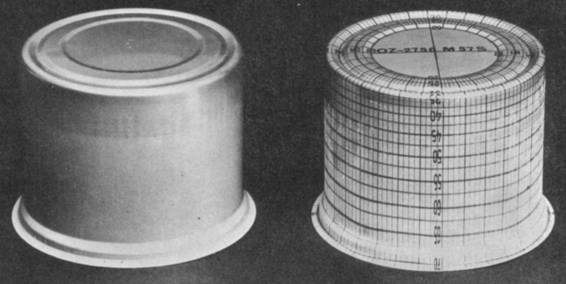
– Um sistema de deformação da imagem deve ser usado para o desenho da litografia. Ver ilustração nº 7 (Para mais detalhes ver a obra “DESIGN E DIMENSÃO DE LITERATURA E VARNES”).
– É necessário lubrificar o alumínio, é melhor usar lubrificantes líquidos do que ceras. Estes últimos, embora inicialmente possam dar melhores resultados, com o uso sujam a ferramenta.
– A qualidade das ferramentas, embora simples, deve ser alta em design, materiais, precisão e acabamento superficial.
– É melhor utilizar sistemas de baixa pressão, em ambas as operações, com base em almofadas pneumáticas. Garantem uma passagem de roupa mais uniforme e menos risco de quebra.
– É bom manter a folga entre as peças de enchimento – em contacto com o material – a um nível mínimo para reduzir o risco de rugas.
– A remoção do anel de corte na 2ª operação deve ser prevista de forma adequada. A sua separação da embalagem às vezes causa problemas. Há diferentes maneiras de conseguir isso, uma delas pode ser: rolar uma queda por gravidade das varas para os recipientes e os arcos, estas segundas cairão através das varas.
– A 2ª operação da prensa deve estar equipada com um sistema de alimentação de peças provenientes da primeira operação. É fácil de preparar um por meio de mecanismos pneumáticos.
Sorteio Nº 1
————————————-
Sorteio nº 2
—————————————–
Sorteio nº 3
——————————————-
Sorteio nº 4
————————————————
Desenho nº 5
——————————————-
Desenho nº 6
——————————————
Desenho nº 7
 latas de alumínio trefilado profundo
Ferramentas de fechamento para latas de alumínio
Mecanismo de manutenção com experiência no processo de desenho metálico; folha-de-flandres ou alumínio.
latas de alumínio trefilado profundo
Ferramentas de fechamento para latas de alumínio
Mecanismo de manutenção com experiência no processo de desenho metálico; folha-de-flandres ou alumínio.
 IMPACTO DO DESENHO DA LINHA NA PRODUTIVIDADE
IMPACTO DO DESENHO DA LINHA NA PRODUTIVIDADE
 MATRIZES PARA EMBALAGENS DE SALSICHAS
MATRIZES PARA EMBALAGENS DE SALSICHAS
 EMBALAGEM EM PEQUENAS LINHAS DE EMBALAGEM DE SALSICHAS
EMBALAGEM EM PEQUENAS LINHAS DE EMBALAGEM DE SALSICHAS
 ALIMENTAÇÃO VERTICAL EM PRENSAS DE MONTAGEM
ALIMENTAÇÃO VERTICAL EM PRENSAS DE MONTAGEM
 LINHA DE EMBALAGEM “DUAS PEÇAS DRD”.
LINHA DE EMBALAGEM “DUAS PEÇAS DRD”.



0 Comments