Introdução
O objectivo deste livro branco é fornecer uma compreensão abrangente dos rasgos, das suas causas e dos métodos eficazes de resolução de problemas para minimizar a sua ocorrência e melhorar a eficiência global da formadora de corpos.
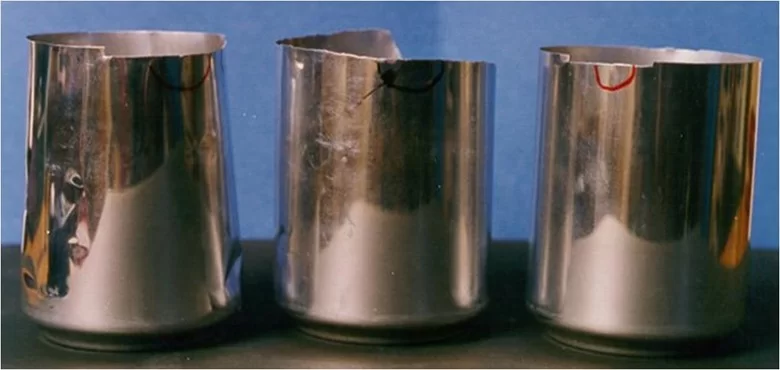
O que são Tear-Offs?
Os rasgões são um tipo de defeito que ocorre quando parte do material do corpo da lata é rasgado durante o processo de moldagem. O resultado é uma lata incompleta ou danificada que não pode ser utilizada para o fim a que se destina. Os rasgões podem ser causados por vários factores, tais como problemas com a maquinaria, a qualidade do metal ou o sistema de lubrificação da matriz.
Causas das lágrimas
- Qualidade do metal: Um metal inconsistente ou de má qualidade pode contribuir para a ocorrência de rasgões. Se o metal for demasiado fino, demasiado duro ou tiver defeitos na superfície, pode não se formar correctamente e pode ocorrer uma ruptura.
- Lubrificação da matriz: uma lubrificação insuficiente ou excessiva pode provocar rasgões. A lubrificação adequada é crucial para garantir um fluxo suave do metal durante o processo de conformação.
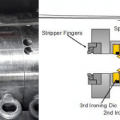
- Problemas com a prensa para copos: Problemas com a prensa para copos, tais como matrizes desalinhadas ou gastas, podem causar rasgões.
- Ajustes da formadora de corpos: Ajustes incorrectos da formadora de corpos, tais como pressão incorrecta do pistão ou folgas inadequadas da matriz, podem causar rasgos.
- Falhas mecânicas: O desgaste dos componentes da carroçaria, como rolamentos, engrenagens e molas, pode levar a falhas mecânicas que provocam rasgões.
Resolução de problemas
Para resolver eficazmente os rasgos nas Bodymakers, deve ser seguido um procedimento sistemático de resolução de problemas:
- Recolher dados de base: Estabelecer o nível de arranque aceitável e recolher dados que mostrem um aumento da taxa de arranque. Identificar se o aumento do nível de recolha só é evidente quando se utiliza a bobina de um determinado fornecedor.
- Identificar as máquinas afectadas: Determinar quais as máquinas de moldagem ou estações de chávenas que estão a sofrer arranques.
- Examinar as latas defeituosas: Analisar os arrancadores para determinar o seu tipo e localização. Observar a posição do defeito em relação à altura da lata, a marca de identificação do fundo e a direcção de laminagem do metal.
- Investigar as possíveis causas: Com base na análise das latas defeituosas, investigar as possíveis causas dos rasgos, tais como a qualidade do metal, a lubrificação da matriz, problemas na prensa de estiragem, ajustes da carroçadora ou falhas mecânicas.
- Aplicar medidas correctivas: Abordar as causas identificadas ajustando a configuração da formadora de corpos, substituindo componentes desgastados, melhorando a qualidade do metal ou optimizando a lubrificação da matriz.
- Monitorizar os progressos: Monitorizar continuamente a taxa de lacerações para garantir que as medidas correctivas aplicadas são eficazes na redução do número de lacerações.
Conclusão
Os rasgões são um defeito comum nos fabricantes de carroçarias que pode afectar significativamente a eficiência e a qualidade da produção de latas. Ao compreender as possíveis causas dos rasgos e ao seguir um procedimento sistemático de resolução de problemas, é possível minimizar a sua ocorrência e melhorar o desempenho geral da formadora de corpos. A manutenção regular, a lubrificação adequada e a atenção à qualidade do metal são cruciais para evitar rasgos e garantir a produção de latas de alta qualidade.
 Compreender e resolver problemas de divisão em máquinas de carroçaria
Compreender e resolver problemas de divisão em máquinas de carroçaria
 Compreender e resolver o defeito de corte curto no processo da formadora de corpos
Compreender e resolver o defeito de corte curto no processo da formadora de corpos
 A formadora de corpos: um componente-chave na produção de latas de alumínio
A formadora de corpos: um componente-chave na produção de latas de alumínio
 Compreender e tratar as marcas de ferramentas nos pacotes de ferramentas
Compreender e tratar as marcas de ferramentas nos pacotes de ferramentas
 Resolução de problemas com pinos de contorno em pacotes de ferramentas
Resolução de problemas com pinos de contorno em pacotes de ferramentas
 Compreender o Toolpack: uma análise aprofundada
Compreender o Toolpack: uma análise aprofundada
 principais causas da quebra de estanho
principais causas da quebra de estanho
 descolamento do verniz na folha-de-flandres
descolamento do verniz na folha-de-flandres



