
INTRODUÇÃO
Uma das técnicas mais clássicas para formar os flanges ou bordas das extremidades dos corpos dos recipientes, é a que usa dados ou tampões para fazê-los. Estes tampões consistem em:
– Um molde que centra o corpo do recipiente, uma vez alimentado, na sua posição adequada e, em seguida, arquiva a sua borda para formar a flange.
– Um anel ou anel de retenção que actua como um batente máximo para a flange formada.
Ver figura nº 1.
Figura nº 1: Técnica de pestana tamponada
O flange normalmente não toca neste anel retentor, o valor do seu diâmetro externo é um pouco inferior ao diâmetro deste anel, mas pode tocá-lo em algum ponto da borda do recipiente, por exemplo, se a soldadura da costura lateral tiver alguma disparidade nas suas extremidades.
O conjunto formado pelo molde alojado no seu anel é montado em pares em cabeças opostas.
As máquinas que realizam este trabalho chamam-se máquinas de abas, podem ser manuais ou automáticas, estas últimas normalmente têm múltiplos pares de cabeças, dependendo da velocidade de operação. Ver figura nº 2
Figura nº 2 : Ceifeira-debulhadora manual
USO
Com o uso de materiais finos e de alta dureza, a técnica de flangear tampões é cada vez menos utilizada, pois provoca rupturas ou rachaduras na borda dos flanges, especialmente em pequenos diâmetros de recipientes.
No entanto, esta técnica ainda está em vigor, uma vez que a sua aplicação é muito válida:
– Recipientes de grande diâmetro, ou seja, acima de 99 mm, mesmo que sejam utilizados materiais de alta dureza para os mesmos, uma vez que nestes casos não é gerada uma quebra de flange.
– Qualquer tipo de recipiente redondo que seja feito com materiais de dureza baixa ou normal.
A vantagem de utilizar esta técnica é que tanto a maquinaria como as ferramentas são mais baratas do que as utilizadas noutros métodos.
CÁLCULO
O coto é dado uma forma cónica para facilitar a entrada e orientação do corpo do recipiente para a posição de flangeamento. Se a costura lateral for do tipo franzido – ou franzido -, um degrau com raios de entrada e saída suaves é adicionado para salvar a espessura da costura, que aumenta quando ela excede a área da aba extrema.
O dimensionamento do coto e do anel é uma tarefa fácil, pois há uma série de medidas que podem ser mantidas constantes qualquer que seja o diâmetro do recipiente a ser flangeado. Entrando em detalhes, você pode comentar:
Alturas: As duas peças podem ser mantidas fixas para qualquer tamanho de contentor, embora possam ser feitas ligeiramente mais pequenas para diâmetros pequenos. Na figura nº 3 é apresentada uma secção do conjunto dado-aro, na qual são delimitadas algumas alturas orientativas básicas.
Ângulos: Tanto o ângulo do flange como o ângulo de entrada do coto permanecem constantes para qualquer tamanho. O valor recomendado é de 7º 30′. Ver figura nº 3
Radius: O arco principal da ferramenta é aquele que molda o cílios, o valor apropriado do seu raio é de 2 mm, exceto para cílios grandes – maiores que 3 mm – que é aumentado. Ver figura nº 3.
Diâmetros: Estas são as dimensões que mudam para cada caso, sendo as mesmas dependendo do diâmetro do recipiente. Há dois diâmetros básicos:
1º – O do ponto em que o recipiente se encaixa ou se ajusta precisamente ao coto, designado “diâmetro de ajuste do corpo do recipiente”, que designaremos como D1. Está ligado ao diâmetro interno teórico do corpo do recipiente. Na realidade, corresponde a este valor mais uma pequena folga, para ter em conta as tolerâncias e o excesso de espessura da costura soldada do corpo. Ver figura nº 3
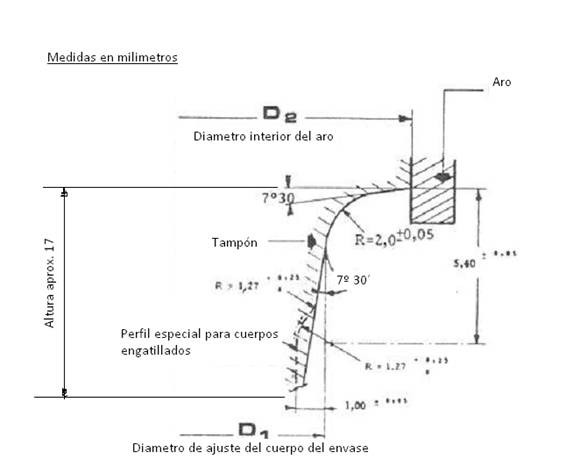
Figura nº 3: Desenho de uma ferramenta de abas para tampões.
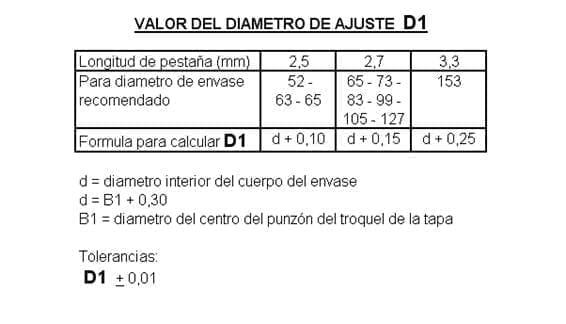
A tabela seguinte inclui as fórmulas para calcular o valor de D1, levando em conta:
– O comprimento da pestana que queremos obter
– O diâmetro do recipiente
Em cada opção, a fórmula é dada pelo valor do diâmetro interno do corpo do recipiente – d – mais uma constante que varia de acordo com os dados iniciais. É bom lembrar que o cálculo do diâmetro interno do corpo do recipiente é uma função da medida do centro do punção do molde utilizado para fazer a tampa correspondente. Ou seja, a medida fundamental, a partir da qual são determinadas todas as outras medidas do conjunto tampão-embalagem, é o referido diâmetro do centro do punção do molde, designamo-lo como B1 e, com excepções pontuais, a expressão que liga d e B1:
d = B1 + 0,30
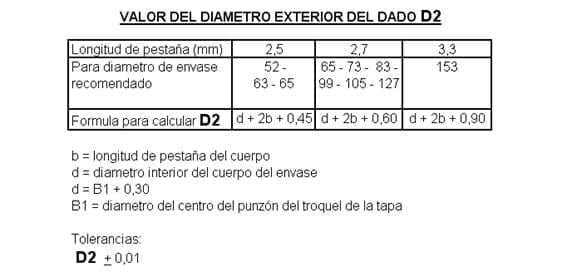
2º – Diâmetro de ajuste entre o anel e o dado, ou o que é o mesmo do exterior do dado. Ele representa o valor teórico máximo do flange, embora isso nunca seja cumprido como explicado acima. Um bom desenho deve sempre permitir uma folga entre a borda da flange e a borda para absorver pequenas irregularidades na borda, rebarbas, disparidades na costura lateral do corpo e diferenças na altura de corte nos corpos.
Vamos designar este diâmetro como D2 e a sua dimensão também varia com:
– O comprimento da aba que nos aproximamos para obter
– O diâmetro do recipiente
A expressão que nos dá o seu valor está ligada ao diâmetro interno do corpo do recipiente – d – e ao comprimento da flange a ser feita – p -.
A tabela seguinte resume estes parâmetros e as suas fórmulas.
COMENTÁRIOS ÚTEIS
– Os amortecedores, matrizes e anéis devem ser feitos de aço para ferramentas tratado de alta dureza.
– O acabamento superficial tem de ser muito bom, moído e polido.
– No caso de uma flange com várias cabeças, a distância entre cada par de cabeças deve ser precisa, a fim de manter uma altura e um comprimento de flange uniforme do recipiente.
 Cálculo teórico do volume de borracha necessário para o fechamento de um recipiente metálico.
Cálculo teórico do volume de borracha necessário para o fechamento de um recipiente metálico.
 CÁLCULO DO CUSTO PADRÃO DE UM PACOTE DE “TRÊS PEÇAS
CÁLCULO DO CUSTO PADRÃO DE UM PACOTE DE “TRÊS PEÇAS
 AVALIAÇÃO DA EJEÇÃO DE TAMPAS EM RECIPIENTES DE TINTA
AVALIAÇÃO DA EJEÇÃO DE TAMPAS EM RECIPIENTES DE TINTA
 PLACAS DE COMPRESSÃO PARA SELADORAS DE LATAS / MÁQUINAS DE CONSERVA DE METAL
PLACAS DE COMPRESSÃO PARA SELADORAS DE LATAS / MÁQUINAS DE CONSERVA DE METAL
 FERRAMENTAS DE CORDÃO PARA CORDÕES DE SEGURANÇA
FERRAMENTAS DE CORDÃO PARA CORDÕES DE SEGURANÇA
 DENTADO POR UM ROLO
DENTADO POR UM ROLO
 MEDIDAS DE UMA FERRAMENTA DE FLANGEAMENTO “SPIN
MEDIDAS DE UMA FERRAMENTA DE FLANGEAMENTO “SPIN
 MELHORIAS NO CIRCUITO DE FIOS EM MÁQUINAS DE SOLDAGEM
MELHORIAS NO CIRCUITO DE FIOS EM MÁQUINAS DE SOLDAGEM
 CÁLCULO DE UM PERFIL DE CORTE SCROLL
CÁLCULO DE UM PERFIL DE CORTE SCROLL



0 Comments