
INTRODUÇÃO
Rulina: É a parte da costureira que realiza a operação de deformação do metal, para configurar os ganchos da tampa e do corpo e a ligação entre eles, resultando no fechamento. Existem dois tipos, a primeira operação, que forma os ganchos e os une, e a segunda operação, que os esmaga juntos. Também é conhecido por outros nomes, tais como: carrinhos, rodas de bloqueio, rodas de bloqueio, rolos de bloqueio…
Rulina 1ª operação: Como já dissemos, é a que constitui os ganchos do fecho. A sua função é mais importante do que a 2ª operação, e a sua definição adequada para conseguir um bom fecho é essencial.
Existem muitos tipos no mercado e o seu design pode variar entre eles, embora esteja sempre ligado ao tipo de fecho que se pretende fazer e às características dos materiais utilizados na fabricação do recipiente.
A área crítica do rolo é a ranhura que atua sobre a flange da tampa, rolando-a sobre a flange do corpo, gerando assim a forma dos ganchos que unem os dois. Esta área é chamada de perfil de rolo e normalmente tem um contorno curvo, consistindo em vários arcos de diferentes raios.
Este trabalho destina-se apenas a dar algumas orientações sobre o dimensionamento do perfil dos rolos da 1ª operação, dependendo do tipo de vedação utilizada. Outras considerações, como o material a ser utilizado na sua construção, características mecânicas, ajuste do mesmo na máquina de costura, etc. são tratadas em outros trabalhos publicados neste site.
DESENHO DO PERFIL DE UM ROLO 1ª OPERAÇÃO
A parte superior deste perfil começa com um plano ligeiramente inclinado, com uma inclinação de aproximadamente 1°, seguido por um grande arco de raio que se liga a outros arcos que diminuem progressivamente de raio. O número de raios pode variar entre um máximo de 5 e um mínimo de 3, embora 3 seja o mais comum. Finalmente o perfil termina em outro plano inclinado com um ângulo de inclinação entre o 1º e o 2º. O perfil é acabado com um talão mais ou menos pronunciado, dependendo se o recipiente é entalhado ou não, ou do tipo de fecho. Ver figura nº 1
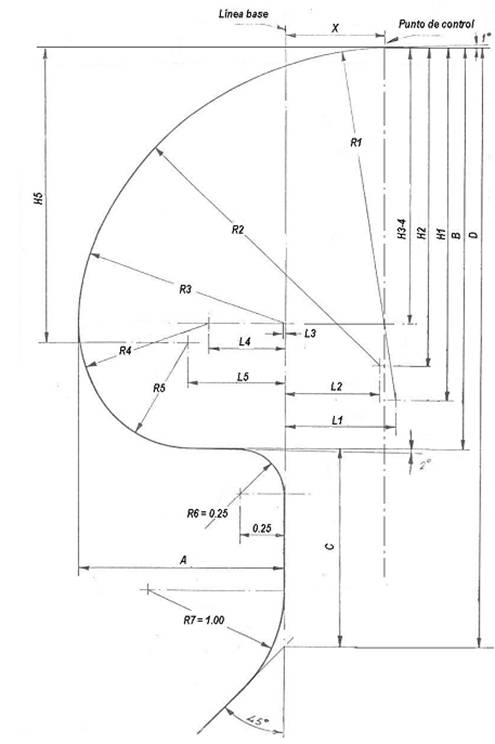
Figura nº 1: Perfil genérico de um rolo de 1ª operação
Tendo em conta este desenho, vale a pena destacar os seguintes pontos como pontos importantes do perfil de um rolo de 1ª operação:
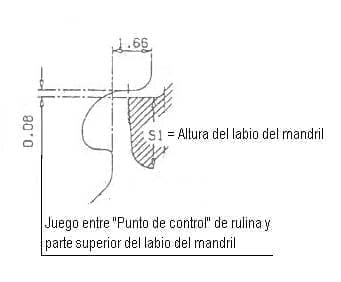
Ponto de controle: É onde termina o plano superior inclinado e começa o arco de entrada de maior raio. O eixo vertical que passa por ele é tomado como referência para delimitar as diferentes alturas do perfil. A partir deste ponto, o rolo é ajustado em altura em relação ao lábio do mandril de travamento. A folga que deve existir entre este ponto e o topo do labelo do mandril é de 0,08 mm. Ver figura nº 2
Linha de base: É a linha vertical determinada pela face frontal do talão inferior do rolo. Define a profundidade da garganta do perfil. É tomado como uma referência para delimitar as medidas de profundidade disto.
Radii: No desenho nº 1 foi reflectido um perfil de cinco raios, que é o máximo utilizado neste tipo de peças. Destes, os mais decisivos são o primeiro (R1), o maior valor, que inicia a dobra do flange da tampa, e o último (R5), o menor, que enrola a extremidade do flange e forma o gancho da tampa, o elemento fundamental do fecho.
Medidas: Existem algumas médias que podem permanecer constantes qualquer que seja o perfil do rolo, estes são os ângulos superior e inferior e os raios do calcanhar. O resto varia como já dissemos com o tipo de fecho, que por sua vez está ligado às dimensões da flange da tampa e da flange do corpo, assim como às características dos materiais utilizados no recipiente. Cada empresa desenvolve os perfis ideais a utilizar em cada caso, mantendo uma certa discrição na sua divulgação. Isto dá origem a uma multiplicidade de soluções. Selecionamos na tabela seguinte as medidas que a experiência tem mostrado ser boas em cada caso, embora insistamos que existem muitas outras alternativas.
| DIMENSÕES DO ROLO PARA A 1ª OPERAÇÃO DE FECHAMENTO | |||||||||||||||||
| TIPO FECHANDO |
A | B | C | X | R1 | H1 | L1 | R2 | H2 | L2 | R3 | H3-4 | R4 | L4 | R5 | H5 | L5 |
| OIII | 0,87 | 1,98 | 0,72 | 0,68 | 1,58 | 1,38 | 0,68 | 0 | 0 | 0 | 0,97 | 1,38 | 0 | 0 | 0,51 | 1,47 | 1,04 |
| OII | 1,21 | 2,17 | 0,73 | 0,68 | 1,73 | 1,73 | 0,47 | 0 | 0 | 0 | 1,06 | 1,51 | 0 | 0 | 0,55 | 1,62 | 0,65 |
| OI | 1,32 | 2,36 | 1,39 | 0,68 | 1,87 | 1,87 | 0,52 | 0 | 0 | 0 | 1,15 | 1,64 | 0 | 0 | 0,6 | 1,76 | 0,7 |
| I | 1,39 | 2,5 | 1,4 | 0,56 | 2,08 | 2,08 | 0,64 | 0 | 0 | 0 | 1,3 | 1,8 | 0 | 0 | 0,61 | 1,77 | 1,33 |
| II | 1,42 | 2,54 | 1,41 | 0,68 | 2,02 | 2,02 | 0,56 | 0 | 0 | 0 | 1,24 | 1,77 | 0 | 0 | 0,65 | 1,89 | 0,76 |
| III | 14,5 | 2,72 | 1,48 | 0,68 | 2,17 | 2,17 | 0,68 | 0 | 0 | 0 | 1,33 | 1,84* | 0 | 0 | 0,69 | 2,03 | 0,74* |
Os seguintes comentários devem ser feitos sobre este quadro:
– Embora um perfil de cinco raios seja mostrado no desenho nº 1, apenas os perfis de três raios são mostrados na tabela, que são os mais comumente usados. Portanto, os valores de R2 e R4 com as coordenadas dos seus centros (H2, L2, H4 e L4) não existem nestes exemplos dimensionados.
– Todas as medidas são arredondadas para o centésimo de milímetro. Portanto, pequenos erros podem ocorrer em um desenho geométrico exato.
– As dimensões marcadas com um asterisco (*) são aproximadas.
– No desenho há duas dimensões que não aparecem na tabela e que são determinadas a partir de outras. Estes são:
ou D = B + C
o L3 = A – R3
– Não são dadas tolerâncias. Estes devem ser o mínimo possível.
Os resultados práticos dos rolos com estes perfis dependem não só da sua configuração geométrica, mas também da qualidade dos materiais utilizados na sua construção, do acabamento superficial, do ajuste da máquina, do desenho da cabeça de fecho, etc.
 pode catalogar rolos de costura
rolos de selagem
Cilindros de bloqueio Lanico
Ferramentas de fechamento para latas de alumínio
Rolos de selagem de latas de cerveja
Máquina de polir para bloquear rolos sem desmontagem
pode catalogar rolos de costura
rolos de selagem
Cilindros de bloqueio Lanico
Ferramentas de fechamento para latas de alumínio
Rolos de selagem de latas de cerveja
Máquina de polir para bloquear rolos sem desmontagem
 ROLOS 2ª OPERAÇÃO DE FECHAMENTO
ROLOS 2ª OPERAÇÃO DE FECHAMENTO
 TEORIA DO FECHAMENTO – Parte 3
TEORIA DO FECHAMENTO – Parte 3
 TEORIA DO FECHAMENTO – Parte 1
TEORIA DO FECHAMENTO – Parte 1




0 comentários