
SUMMARY
角底の生産ラインをU字型に設計することで、梱包箇所をプレスマガジンの近くに配置することが可能になりました。 これは、プレスに餌をやる人と同じ人が資金を詰めることができるため、マンパワーの削減につながります。 このように、たった一人のオペレーターで、250caps/miを超えるスピードで作業することが可能なのです。
背景
最新のボトム製造設備では、さまざまな自動化や連携を駆使した作業が可能になり、スクロールシャーからプレス機などを含むパッキングステーションまで、直接の労働力はほぼ不要になりました。 しかし、このような設置はコストが高く、缶詰の丸底や飲料缶の蓋など、生産量が多い場合にのみ正当化される。
ある種の角型パックのように、ビジネスボリュームからして高い投資を正当化できない少量生産のフォーマットは常に多数存在します。 このような背景から、以前から角底の生産工場の一種が設置されており、本稿で紹介する。
ユーラインの説明
まず、1つの金型で動作する自動プレスから始め、ストリップで供給します。 このプレスには、十分な容量のストリップマガジンが必要であり、いったんストリップを装填すれば、オペレーターは完成したボトムの包装に専念できる一定の自主的な時間を持つことができます。 このプレスにはダブルディスクカーリングマシンが搭載されており、ボトムを通過する際に、大きい側のカールをカールさせることができます。
カールした底部は、キャップスタッカーと同じように、2つのオーガー(スピンドル)で形成されたエレベーターに落ちます。 このリフトの終盤で、ボトムの端が乗っているリアガイドが途切れてしまうのです。 このベルトコンベアーは低い位置にあり、プレス機の下を前方に向かって走っています。 そこから蓋はマグネットリフトに移され、ガム製造機のマガジンに上げられる。
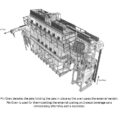
ラインの流れについては、図1を参照してください。
図1
オーガーリフトの上に電磁石を搭載した上流側ガイドを設置することができます。 もし、巻藁やガムテープのない底を迂回させたい場合は、手動で電磁石を作動させれば、底がカーブガイドに落ちるのを防ぎ、オーガの中を上昇を続け、エレベーターの端に山を形成します。 オーガの内部のワニスを傷つける摩擦をなくすために、パイルが一定の高さになると作動する空気圧フィンガーをオーガの底に配置する必要があります。
ガムテープ貼り機は、通常、設置のネックとなり、その速度によって他のオペレーションが制限される。 すでにガムテープが貼られた底面は、重力落下で乾燥炉の底に下ろされます。 オーガを1対搭載しています。 以下、説明します。
乾燥されたボトム材はオーガーによって炉から押し出され、マグネットプーリーで受け止められ、ガイドを通過して包装ステーションに運ばれます。 同じプレスのオペレーターが定期的にパッキングポイントに回って、製品をロール紙やダンボール箱に詰める作業を行う。 そのためには、この場所に必要な手段を用意しなければならない。 ラップを使うと、底面のゴムを維持するための残留水分が完全に除去されないので、お勧めできません。
ゴム乾燥炉の説明
このオーブンは、床面積を取らず、以下の部品で構成されています。
– 平行で傾斜した2本のスピンドルで、重力落下によるボトムを受け、キルンに沿ってゆっくりと持ち上げる。
– ファンドを支えるチェーン。 このチェーンは、スピンドルと平行に、かつ後ろ側に配置されています。 スピンドルで搬送されるボトムの上昇速度と同じ線速度で移動する。 オーガの詰まりを防ぐため、互いに平行に保ち、底面を離すことで熱風の循環をよくする機能です。
– スピンドル、チェーンなどのアセンブリ全体を包む、金属製のケーシングのこと。
– 暖房器具。認可されたガスバーナーとファンで構成されている。 後者は、高温ガスの一部を確実に循環させるため。 高温ガスの循環方向は、底部の上昇方向と逆であり、すなわち最も高温の領域が出口領域となる。
これらの詳細は、図2をご覧ください。
図2
また、同じベッドに縦型オーブンを搭載したガム製造機があれば、U字ラインの設置も可能です。 この場合、必要な表面積は小さくなりますが、プラントオペレーターの見晴らしは良くありません。












0コメント