
イントロダクション
TFSは、蓋や底、深絞りの容器などによく使われる素材です。 その性質上、ブリキよりもデリケートな製品であるため、製造現場では様々な注意が必要です。
ここでは、この素材を使用する際に、うまく適用すれば最終的な結果を向上させることができる一連のルールを規定しようと思います。
1.一般的なルール
TFSを使用しなければならないときは
機械、コンベヤー、工具などのブレードのすべての摺動面は、良好な状態でなければなりません。
A.金属粉をすべて除去します。
アルミニウムが残したダストは非常に研磨性が高く、TFSに傷をつけてしまう可能性があるからです。
B.- 摺動と研磨の観点から検証されたもの
すべてのバリ、くぼみ、ざらつきなどを研磨して取り除かないと、これらのくぼみやバリにC.C.O.(クロム-クロメート-オキシド)層が形成され、将来的に大きな傷がつくことになります。
滑りやすくするため、またTFSに傷がつかないようにするために、TFSシートの一部の面にテフロンストリップを貼る必要があります。
2º.- TFSボトムス製造のためにチェックされる生産材料の部品
1.機材
A.- 汎用機器
上述した摺動面の清掃に関する一般的なルールは、以下のような底部や深絞り容器の製造に使用される機器にも適用されるべきである。
– コイルスリッティングライン
– ワニス、リトグラフ、パラフィンコーティング装置
– ジグザグシートカット用スクロールマシン、その他のシャーリングマシン
– プレス機とそのカーリングマシン
– ガミングマシン
– 積層・供給装置
– コンベアや機械のブレードサポート装置
– 磁気デバイス
– スペーサーとバッファー
リストアップされた機器の摺動面に形成される粗さや摩耗を取り除く必要があります。
– 定期的なモニタリング
– サンディングとポリッシュで除去
– 除去後の表面仕上げは「ミラーポリッシュ」です。
B.-取り扱いと輸送
以下は、TFSのボトムやパッケージの外観に影響を与える可能性があるため、検証が必要な要素です。
- 1.・TFSのコイルを開封してから切り分けるまでの経過時間
- 2.・パレットスキッドの寸法とシートの寸法の比較。
- 3.パッケージの保護フィルムの使用について
- 4.0 – フォークリフトトラックの操作方法
- 5.カットパケットストアからニスセクションへの転送率
- 6.・ニスを塗ったストリップやシートの年代
- 7.・ストラッピング方法とパレットの保護
- 8.パレットリターン操作
- 9.──包装における段ボールのインターリーブの使用
- 10.0 – 様々な高さのパレットを積み重ねる
- 11.-ベルトの供給方法と自動印刷機のマガジン内での位置決め。
これらの要因がスクラッチの発生リスクに与える影響を理解するためには、それぞれの要因の研究を強化する必要があります。
2º.- マシン
A-コイルスリッティングライン
本機の各部については、以下の注意事項を守ってください。
1º.-きれいで滑らかであること。
2º.キズやバリをなくす。
3º.-回転部分が自由に回転すること。
4º.・保護用のテフロン・ストリップを貼ります。
特にチェックすべき箇所を詳細に説明し、注意点を述べています。
– レベリングローラー:第1、第2
– ループローラー:第2、第3
– インフィードテーブル・ローラー:第2、第3
– 穴検出プレート:第1、第4
– カッティングローラー:第1、第2
– 送り調整フランジ:第1、第2
– アウトフィードテーブルのガイドと調整フランジ:第1、第2
– 偏差値ランキング:1位、2位、4位
– ディアボロ・ローラー:1st
このポイントのリストは定期的に見直す必要があります。
B- リソグラフィー炉
この機器は、TFSのブレードにダメージを与えないように注意する必要があります。 以下の点を考慮してください。
1.ー 窯の中のほこりは、ワニスの劣化の原因になります。 定期的なメンテナンスの頻度は厳密でなければなりません。なぜならば、資金が完成した後では、不完全な状態の原因を見つけることは難しく、プロセス中に故障を発見することは偶然の産物だからです。
2.- The varnished TFS material must be inspected in order to detect defects caused by the grills or vibrations of the blades.
3.・コンテナチェーンのリーフエクストラクタの調整不良は、スタッキング時の破損の原因となります。
4.- 摺動面については、上記の一般的なルールを適用してください。
C.-パラフィンワックス機
この種の機器では、以下の推奨事項を考慮に入れてください。
1.本機は単独でもラインでも使用できますが、パラフィンを均一に塗布するためには、塗布管やノズルの定期的なメンテナンスが欠かせません。
2.- Observe the dosage specifications in milligrams per square metre (mgr/m2) in the application on both sides. この場合、パラフィンの塗布にはダブルスプレーブームの使用が必須となる。
前述の一般的なルールに基づいて、すべての摺動面を定期的にチェックします。
D.-スクロール
以下の部分は、非常にきれいで滑らかに保ち、すべての傷やバリを取り除かなければなりません。
– リーフフローガイド
– ローラーやドラッグバー
これらの要素は定期的にチェックする必要があります。
e.-プレス機とカーリングマシン
気になるポイントは
– フィンガーバーとプレッシャースキッドを備えたフィーディングテーブル
– ブレーキ・スキッド
– 電源プレート
– ベルトスライド
– ツーリングプレート
– カーリングアイロンガイド
どのような場合でも、ルールを守り、鋭いエッジや激しい摩耗を避ける必要があります。
F.-ENGOMADORA
特にチェックすべきパーツ
– フィーディングテーブル
– ファンドのガイド
– トップ・トレーリングストップ
– ボトムトレーリングストップ
すべてがきれいで滑らかであること。 下部バッファが自由にかつスムーズに回転すること。
3º.-家具
摂取すべき注意事項
A.-表面仕上げ
1.・工具の金属と接触する部分の表面は、Ra=0.1μmの研磨が施されていること。 この推奨事項は、新しい部品と修理された部品の両方に適用され、設置されている機械の取扱説明書に明記されていない場合でも実施する必要があります。
2.-材料、機器、手順を合理的に使用することで、ツールの表面を適切に修理することができる。
3.──ドローイングは、素材の一部がむき出しになり、保護機能が失われる危険性がある作業です。 次の図面は、0.1ミクロンの高品質な表面仕上げが必要なツールのパーツを示しています。
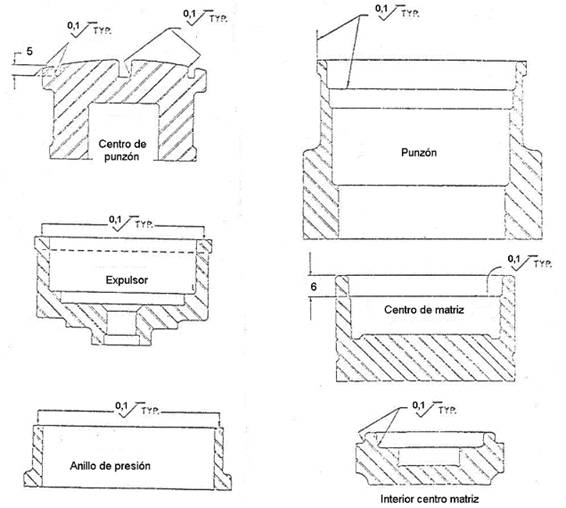
ネジカウンターや10倍の拡大鏡を使って、ここで研磨済みと表示されている部品に目に見える傷や跡がないか確認してください。
B.-許容範囲
上記の部品の製造公差は、ブリキの底面を製造するための金型に通常使用されるものと比較して、半分にしなければなりません。










0 Comments