
タンポン接着機(スタッカーなし)
SUMMARY
回収したパッドグルアーを使って、非円形底をフルカールさせる簡易システムの説明。
イントロダクション
非円形の底をカールさせるには、プレスの出口で大きい方の2辺の縁を、反対方向に回転する一対の等しい円板からなるカール機で回転させるのが一般的な方法である。 この方式はシンプルで経済的ですが、底面の下2辺と角が丸まらずに残ってしまうという欠点があります。 そのため、接着・封止の作業が難しくなります。
そのため、ボトムの外周をくまなくカーリングすることができる、さまざまなカーリングシステムが徐々に導入されるようになってきた。 印刷機の改造、ユニットフィーディングシステム、特別に設計された自動機など、さまざまなソリューションが考えられます。 そのためには、必ずある程度の設備投資が必要になります。
本研究では、非円形底のパッド接着機を用いて、簡単かつ経済的にフルカールを作るための代替案を提示する。この種の機械は、使われなくなった機器の倉庫や、中古市場で入手できることが多い。したがって、機械に対する投資は、無効であるか、安いかのどちらかである。この機械を起点に、ボトムフィーダー、テーブル、コンベアバー、スタッカー…といった機械の仕組みを生かし、カールを作るための簡単なツールを提供します。
デザイン
カール操作にはほとんど力を必要としないので、原始的なガムテープを搭載したヘッドが伝えることのできる力を利用することができます。 このシステムは、固定された下部と水平面内で代替運動する上部からなるツールを機械テーブルに取り付け、ガミングマシンのヘッドに支持させることで構成されています。
下部は前述の通り、グルーミングマシンのテーブルに取り付けられている。 機械のゴム工具を固定するためのネジ穴によって支持されています。 上側は下側に衝突することでカールする動作をします。 このツールの一部を図1に示す。
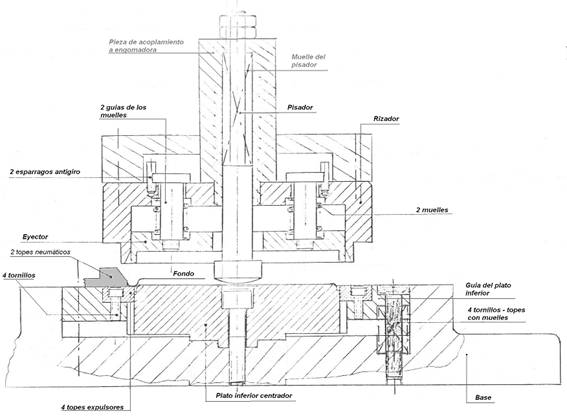
図1: 接着機における圧着ツール
点滅のプロセスは次のとおりです。
1º.- 送り込み:図面からわかるように、底面が反転して送り込まれます。ガム製造機とコンベアでつながっているヘッドにあるプレス機から、あるいはガム製造機自体のスタッカーから供給されます。後者の場合、プレスの出口で、ダブルディスククリンパーによってボトムをプレスタックすることが望ましい。
2º. – 変位:底部が前方に移動し、のり付け機の本来のネイルバーによってツール上に配置されます。
3º – 位置決め:空気圧で作動する2つのストッパーにより、ボトムは正しい位置に正確に位置決めされます。このストッパーは、水平に設置されたストロークの短いシリンダーによって移動し、ボトムを適切な位置で停止させるものです。工具上部の動きと同期しており、工具ヘッドが蓋に作用したときに引き抜かれます。図面No.1参照。また、テーブルの中に小さな磁石を埋め込んで、底面の慣性運動を鈍らせることも可能ですが、磁石には金属粉が付着しているので、傷の原因になることがあり、あまりお勧めできません。
4º-トリミング:下方向に移動しながら、ツール上部は以下の動作を行います。
– 中央の「クランピング」ロッドは、スプリングの作用により、圧着作業中も底面に固定されたままです。
– カーラー」は、円錐形のリップによって、まず4点でガイドされ4つのスプリングで浮いた状態に保たれている「ボトムプレート」を押し、ボトムのエッジに作用してカールを形成する。 図2参照。 この動作では、「ボトムセンタリングプレート」によって底面の中心が保たれます。
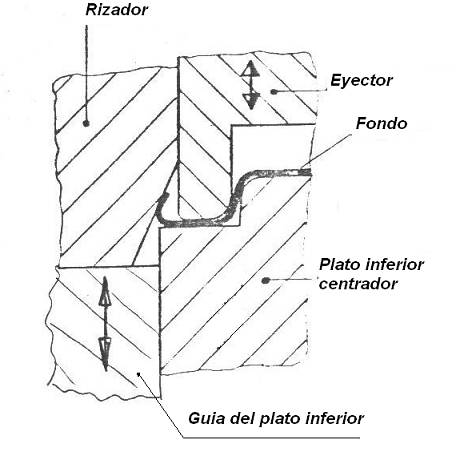
図2:カーリング動作
– 工具が上方に移動し始めると、まず「ボトムプレート」がばねによって底部を上方に押し上げ、4つの小さな「イジェクタストップ」で底部を引きずり、次にばねを備えた上部の「イジェクタ」が「カーラー」の底部を引き抜いて工具の下部に堆積させたままにしておくのです。
5º – 排出:カーリング動作が終了すると、底部は機械の通常のバーで押されてガム製造機のスタッカーに向かって移動します。
COMMENTS
– この方法は、長方形、楕円形、マンドリン型など、どのような形状の底面にも適用できますが、後者の場合は、ディスクカーリングマシンによる一般的なシステムの方がより効率的で品質も良いため、意味がありません。
– ガム加工機によっては、図1の工具設計をヘッドやテーブルの特性に合わせて変更する必要がある。
– この手の機械は低速で動くので、カールスピードは低めですが、中程度の生産であれば十分対応可能です。
– 同じタイプのツールを手動プレスに取り付けることができますが、ボトムフィードシステムを取り付ける必要があり、これは空気圧材料から設計することができます。











0コメント