
金属製グランドの組み立てに必要な穴あけのための寸法出し、その実行のための工具、品質管理。
イントロダクション
工業製品を入れる容器には、空にしやすいように注ぎ口や注水口が付いていることが多い。 これは、含まれる製品が溶剤やワニスなどの液体である場合に特に有効です。
このグランドはキャップで覆われており、使用前にはタンパーエビデントシールとしての役割も果たします。 市販されているグランドやプラグの種類は非常に豊富です。 金属製、プラスチック製、ミックス製などがあります。 ただし、いずれの場合も、このグランドを収容して蓋に固定するために、必ず容器の蓋に穴を開けておく必要がある。
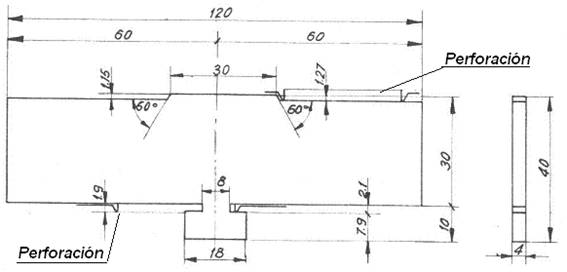
グランド/プラグがプラスチック製の場合、オリフィスへの取り付けは通常、圧入で行われます。 一方、グランドがブリキという金属製の場合は、溶接で固定します。 金属製グランド/キャップを備えた容器の例を図面No.1に示す。
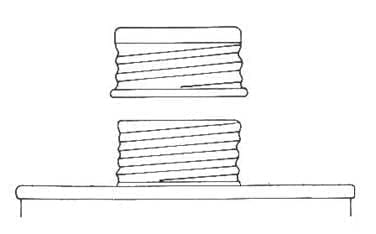
図1:金属製グランドが付いた容器の端部
アロイ・ウェルディング
このはんだ付けは、電気的にはスポットはんだ付け、より一般的には、容器の蓋のミシン目にグランドを固定する部分に錫-鉛合金を加えることで行うことができます。 後者の合金は、キャップとコレットの接合部の外側に、液体の合金を噴射するインジェクターノズルからなる装置によって、溶融状態で塗布される。 このノズルは、電磁石や空圧システムによって作動するバネ式の内針の働きによって開閉します。 検知ヘッドでグランド付き容器の存在を検知すると、ノズルが動作します。
塗布面よりも高い位置に設置され、抵抗器で加熱された合金タンクによって装置が完成します。 合金は、ノズルと連絡しているダクトの中を重力によって流れます。 このコンジットは、電熱素子で高温に保ち、合金の液体を保つために熱的に絶縁しなければならない。 活動が終わったら、回路を自由にするためにパージする必要があります。
その後、ハンダを走らせて全体を密閉するためには、あらかじめフラックスを塗布しておく必要があります。 また、上流側のノズルにタンクからペイントストリッパーを圧送し、合金と同様のシステムで間欠的に塗布する方法もある。 このアセンブリ全体が、容器が通過するコンベア上に設置されています。
その後、容器はガスバーナーの下に置かれ、溶接部分に熱を加えることで合金を再溶解させる。 毛細管現象により、溶融錫はグランドの穴あけ部分全体に広がり、鋼が露出している穴の刃先を覆い、酸化の兆候が見られることもある。
DRILLING
蓋の穴は、以下のようにして準備します。
– 1回目:蓋の製造用金型に穴を開けて形を整えるパーツをいくつか組み込む。
– 2º: ボトムフィーダーを装備したプレス機に特殊なツールを取り付け、通常のボトムから蓋の製造後にこの作業を行う。
前者は二度手間にならず経済的ですが、後者は同じツールを異なるキャップサイズに使用できるため、より柔軟性があります。
この穴を2番目のケースで有効にするためのツールの例を説明します。
カバーに錫-鉛合金でハンダ付けされた金属製のグランドを収容する穴は、通常、図2のような形状をしています。 外側に向けたアウタースカートを持つ穴で構成されています。 このスカートの内側には、切削バリが発生する可能性があります。
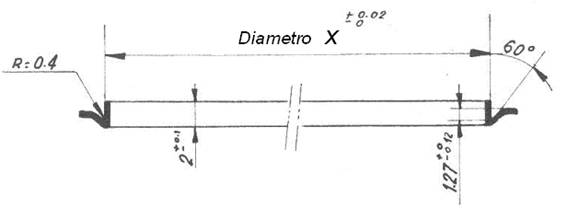
図no.2:金属製グランドの穴あけ
ハウジングXの外径は、その根元のグランドの内径よりも0.40mm小さくしてください。 このグランドは、ボアホールの半径0.4の外周溝に収容します。
UTILLAJE
パンチングダイはとてもシンプルです。 その例を図3に示します。 その上部には、切断パンチAとそのパンチホルダーIがあり、ネジAによって結合されています。図面No.2に示すタイプの穿孔の場合、パンチの切断直径は、穿孔の直径Xよりも約4mm小さい。 パンチホルダーの内径は、X値と一致しています。
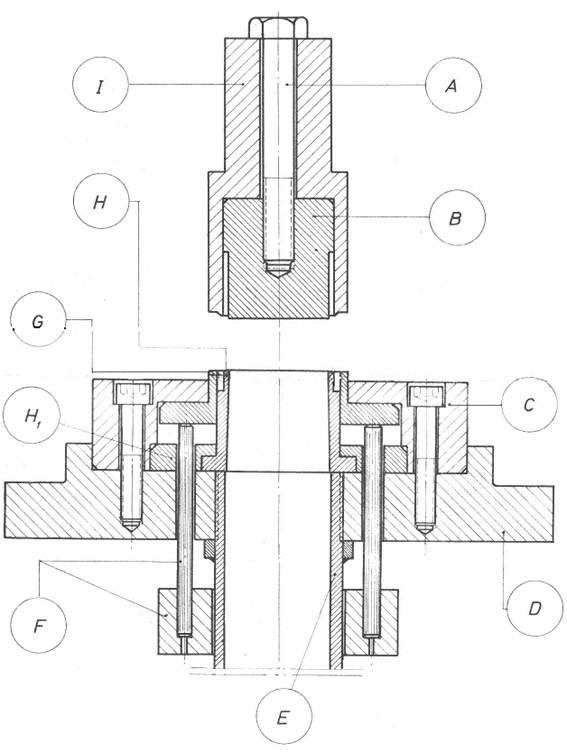
図no.3:金属製グランドの穴あけ
下部は、ブレードHとその固定リングH1、リリースリングG、アセンブリをベースDに固定するためのパーツC、および下部圧力システムで構成されています。
ボアホール内の金属を校正するブレードの外径Hの値は、Xからカバーの金属厚の2倍を引いた値でなければなりません。 Gプッシャーリングの内径はXプラス5mm。 残りの手段は、示されたものに比例して定義されます。
各パーツの製造に使用される素材は、変形しない工具鋼で、クロムを多く含んでいます。 ブリキと接触するすべての部品は、硬さが約60~62HRcになるように処理しなければなりませんが、ポンチは若干柔らかくなります。 あとは、もっと安い鉄でもOKです。
品質管理
ドリルは適切な手段で頻繁にモニターする必要があります。 そのために、サンプリング・コントロール・プランを確立し、2つのゲージを使って直径と高さを確認します。
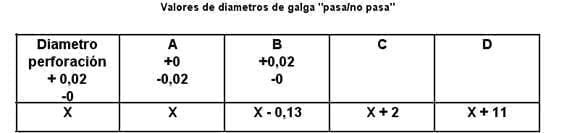
図4は、ボアホールの外径Xをチェックするのに非常に有効なシンプルな「パス・フェイル」ゲージを示しています。
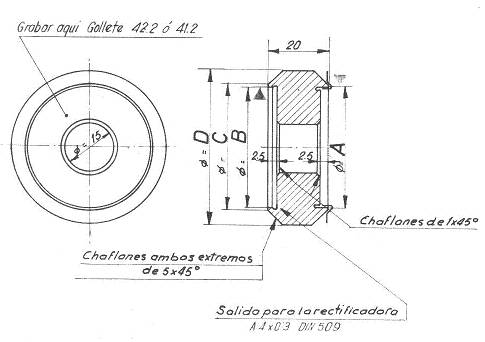
図No.4:ボアホール径コントロールゲージ
検証するX値との関係でサイズを決めるには、以下の表のような値を使用します。
 ボアホールスカートの高さやカバーパネルに対する凹凸の管理には、図5に示すようなゲージを使用することができる。
ボアホールスカートの高さやカバーパネルに対する凹凸の管理には、図5に示すようなゲージを使用することができる。
図No.5:ボアホールハイトコントロールゲージ
COMMENT
プラスチック製のグランド/シュートを収納するためのボアには、適切な変更を加えて、図のような工具を使用することができます。
このサイトには他にもプラスチック腺に関する作品があります。













0 Comments