
ラニコ BF 280 シーミングマシン
.SUMMARY
エアゾール容器の製造段階における胴体高さの変遷の分析。
イントロダクション
製造工程では、各工程で容器の平面部の高さを少しずつ下げていき、最終的には容器の完成時に高さを確定します。
この高さの減少を各ステップで把握することは、いくつかの理由から非常に重要です:
– 重要なのは完成した容器の寸法で、その容器の容量を示すものだからです。 したがって、それを起点に、どの程度増やすか、平板の切り口の高さを決めることが必要です。
– プロセスをコントロールし続けるためには、各工程を適切に調整する必要があります。 そのため、それぞれで異なるデータを知る必要があるのです。 これまで示したように、各段階で高さが低くなるため、その理論値を把握し、コントロールする必要がある。
各ステージでの高さの減少は、様々な要因に強く影響されます:
– 各オペレーションで使用される規格、したがって、そこで使用されるツールの設計によって。 例えば、身頃の両端の仕立ての形状は、身長の損得に影響する。
– プロセスで使用される技術によって。 例えば、静止している容器にタンポンでノッチするのと、回転している容器にローラーでノッチするのでは、同じことではありません。
– プロセス全体を構成する操作の数で、同じ結果を得るために異なるステップ数のオプションを使用することができます。 例えば、ノッチングを先に行い、その後に本体のフランジ加工を行うことも可能ですし、両方の作業を同時に行うことも可能です。
– 製造に使用する機械の特性上。 例えば、横型マルチヘッドトランスファーの複合機では、縦型の単体機と同じ結果は得られない。
VALU
以上のことから、エアゾール缶の製造工程で発生する高さのばらつきを、先験的に正確に把握することは不可能であることがわかる。 まず理論的に、そして実践的に、それぞれのケースで発生する高さ方向のロスを判断するのがベストです。
目安としては、上記の要因の影響が常に小さいことを考慮した上で、この高さの推移を具体的に例示することができる。
図面No.1に示すようなノッチとフランジのデザインからスタートします。 エアゾール缶ではかなり一般的で、胴径57mm、底径54mm、ドーム径52mmとなっています。
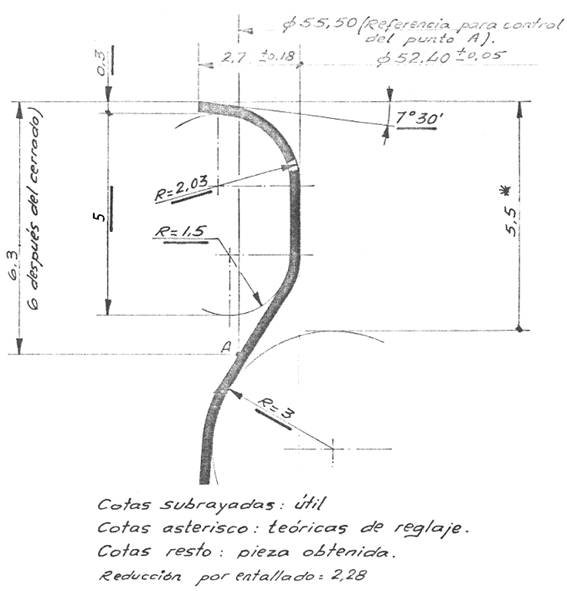
本体のもう一方の端には、図のような切り欠きがありますが、直径54mmの底面に合わせるため、直径を小さくしています。
ここでは、ラニコのBF280Aeなどのマルチヘッドトランスファーマシンで、ノッチングとフランジ加工が同時に行われる場合を想定しています。 したがって、製造における段階は
– 溶接機によるチューブ成形
– ラニコの機械でボディフィッティングやフランジングを行う。
– 容器の底をラニコの機械に乗せる。
– ラニコマシンへのコンテナドームの配置
図面No.2に示す順序に従って、このすべてを行う。
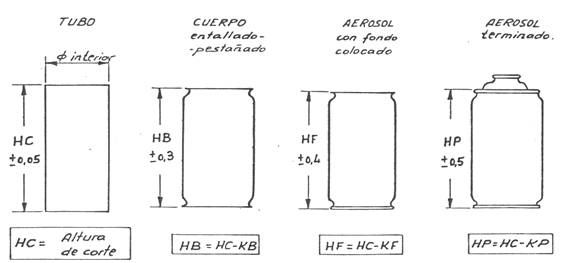
図2:エアゾール容器内の高さの推移
それぞれのケースで得られる高さの決定式も、この図面に示されている – 。 HB、HF、HP– 最初の切り込み高さによる HC– そして、定数を考慮する – 。 KB、KF、KP – 対応する高さの減少を反映する
したがって、KB、KF、KPの値を知っていれば、各段階での高さ損失を判断するのに十分である。
今回定義した具体的なケースでは、これらの定数の値は次のとおりです:
KB = 3 mm
KF = 3.3 mm
KP = 3.6 mm
上記のとおり、上記の要因が変化した場合、それらは若干変化する可能性があります。













0 Comments