食品用エポキシ樹脂
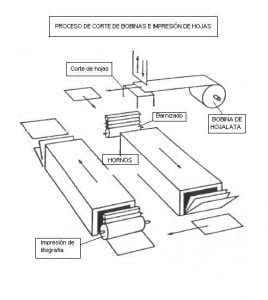
エピクロルヒドリンとビフェノールA(ジフェノールプロパン)の縮合反応から得られるエポキシ樹脂は、さまざまな保護材や装飾材の基礎となっている。 エポキシ樹脂の組み合わせにはいくつかの種類があり、最も重要なのはエポキシ-フェノール系、エポキシ-アミン系、エポキシ-エステル系、変性エポキシ系の4つである。...

金属の焼鈍と熱処理:ベル焼鈍(BA)と連続焼鈍(CA)の比較 焼きなましは、金属包装産業における基本的な熱処理であり、その主な目的は、材料の再結晶化を通じて、冷間圧延工程後の鋼の延性を回復することである。 バッチアニーリング(BA)と連続アニーリング(CA)です。 以下では、材料の機械的特性への影響という観点から、これら2つの工程を比較する。...

鉄鋼生産:金属包装産業におけるブリキの基礎 ブリキは金属包装業界で広く使用されている材料であり、その製造は高品質の鋼鉄の製造から始まる。 ブリキの99%以上を占めるこの鋼は、基本的にブリキをコーティングした鋼材である。 ブリキの製造工程は高炉とブリキ製錬所から始まるが、実際には母鋼の製造から始まると考えられている。 1.ベース鋼の製造...

ブリキの不動態化:酸化と硫化に対する表面保護 金属包装業界で広く使用されているブリキは、酸化や硫化に対する耐性を高めるために不動態化処理と呼ばれる表面処理が必要です。 この工程は、特に食品の場合、素材の完全性と包装製品の安全性を確保するために不可欠である。 不動態化とは何か?...

金属容器用ブリキの冷間圧延 冷間圧延はブリキの製造に不可欠な工程であり、ブリキは金属包装業界にとって重要な部品である。 この工程は、酸洗後、焼鈍および電解錫めっきの前に行われる。 プロセスの目的 冷間圧延の主な目的は、金属パッケージの製造に適した、均一で正確なブリキの厚みを得ることである。...

ブリキの熱間圧延:技術的プロセスと考察 熱間圧延は、金属包装業界で広く使用されているブリキの製造において重要な工程です。 この技術的プロセスにはいくつかの段階があり、最終製品の品質を保証するために特別な配慮が必要である。 ブリキの熱間圧延の技術的側面を以下に詳述する。 熱間圧延工程 加熱:熱間圧延は、鋼スラブを炉で加熱することから始まる。...

金属包装業界向けブリキ電解スズめっき ブリキは金属包装業界の主要材料であり、電解ブリキめっきはその製造に不可欠な工程である。 この処理は、低炭素鋼帯に錫層を形成し、その特性を向上させ、食品および非食品包装により適したものにするものである。 電解錫とは?...
注油(DOS)は製缶の重要なステップである。 金属包装業界では、製造中や輸送中に缶が適切に摺動するよう、缶の表面に注油することが不可欠な工程となっている。 この手順は、缶の取り扱いを容易にするだけでなく、容器の完全性を損なう擦り傷やその他の損傷を防ぐという重要な役割を果たす。 オイルTWO:セバシン酸ジオクチル...

ブリキへの酸洗:金属包装業界の重要工程 酸洗いは、金属包装産業用のブリキを製造する上で欠かせない工程である。 この工程では、熱間圧延中に形成される酸化被膜を除去するため、鋼材の表面を洗浄し、準備する。 鋼鉄の酸洗とは? 酸洗は、熱間圧延などの前工程で金属表面に形成された不純物、酸化物、スケールを除去するために鋼板に施される化学処理である。...

金属容器製造におけるブリキの焼戻し 焼戻しは、金属包装用ブリキの製造において、冷間圧延、焼鈍に続く重要な工程である。 この熱処理によってブリキの機械的特性が調整され、適切な硬度と展性が得られるため、最終製品の品質が保証される。 以下はブリキの焼き戻し工程に関する技術的分析である。 焼き戻しプロセス...

金属包装産業におけるブリキ:製造プロセスと用途 ブリキは、機械的強度、成形性、気密性、密閉性などの特性が評価され、金属包装業界では不可欠な材料です。 この素材は、低炭素軟鋼板に錫の薄層をコーティングしたものである。 ブリキは軽量で耐食性に優れ、リサイクルも容易なため、包装材として選ばれている。 ブリキ製造工程...

はじめに アルミニウムは、その優れたバリア性、強度、リサイクル性により、食品保存業界で広く使用されている素材である。 技術革新により、アルミ包装は食品の保存と生産効率を向上させるように進化してきた。...

金属容器のコーティングには、容器の内容物と金属の両方を腐食や劣化から保護し、包装された製品の品質を維持するために設計されたさまざまな化学化合物が含まれる。 最も一般的なコーティングの種類は以下の通りである: エポキシ・タイプ: フェノール系エポキシ・コーティングは、食品と非食品の両方の用途に非常に効果的である。...

食品缶の溶接工程で溶接部にワイヤーがスリップする原因として、以下のようなものが考えられる。 溶接部でのワイヤー・スリップの原因には、溶接シーブ のアライメント、ゲージング・クラウンの高さ、不適切なワ イヤーの幅と形状、シーブの溝の状態、トラック間の過大 なギャップ、過大な溶接力、テーパーまたはオーバーラップ...
硫酸銅試験は、ブリキ缶に塗布されたワニス皮膜の気孔、亀裂、不連続面の存在を検出するために包装業界で使用される試験である。 このテストは、保護膜の品質を保証し、金属の腐食を防ぐために重要であり、特に、金属に対して攻撃的な可能性のある食品や製品を入れるために使用される場合はなおさらである。 硫酸銅テストの一般的な手順は以下の通り:...

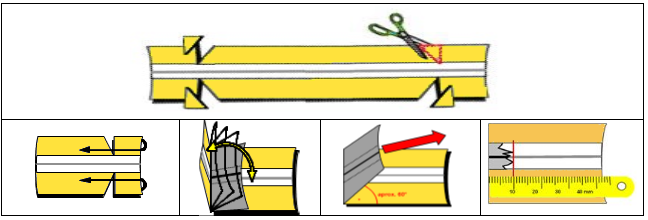
缶の端にシーリング・コンパウンドを塗布する際の基本的なルールは以下の通りである: 適量を塗布するため、配合重量を定期的にモニターする必要がある。 これは通常、コンパウンドを塗布する前の重量から、ドライコンパウンドを塗布した端部の平均重量を差し引くことによって行われる。...

オープン溶接やコールド溶接は、金属容器製造の溶接品質に影響するいくつかの要因によって引き起こされる可能性がある。 提供された情報に基づくと、考えられる原因には以下のようなものがある: 過電流:高すぎる電流は過度の熱を発生させ、 溶接品質に影響を与え、オープン溶接やコールド 溶接につながる可能性がある。 溶接シーブの状態:...

ブリキが良質かどうかを見極めるには、いくつかの要素と手順がある: 目視検査: ブリキ容器の内部および外部の目視観察を実施し、写真記録を補完して、考えられる欠陥や不一致を検出する。 受入品質管理: ブリキを受け取ったら、ラベルをチェックし、材料の物理的・化学的特性を検査する。...


ブリキの伸びは延伸工程における重要な要素である。 伸びとは、素材が破断せずに伸びる能力のこと。 深絞り加工の場合、より高い伸びを持つブリキは、破断が起こる前に、より大きな変形を許容する。 絞り加工中にプランジャーに力が加わると、ブリキは応力を受けて変形する。 ブリキの伸びが低いと、成形時に割れやすくなる。...

ブリキの硬度は、いくつかの点で絞り加工に影響を与える。 入手可能な情報によると、プロセス中の表面故障を避けるために、ブリキは十分な変形能力を持たなければならないと述べられている。 したがって、硬度が不十分なブリキは、絞り加工時に適切に変形することが難しく、その結果、部品に欠陥が生じる可能性があることが推察される。...
延伸工程で使用されるブリキの種類は、工程のさまざまな側面に影響を与える可能性がある。 考えられる影響を以下に挙げる: 変形能力:ブリキの変形能力は、延伸工程での表面不良を避けるための重要な要素である。 高い変形能力を持つブリキ鋼は、部品成形を成功させるために有益である。...
再圧延は材料の異方性に影響を与える可能性がある。 異方性とは、異なる方向に変化する材料特性と挙動を指す。 再圧延工程では、材料は冷間圧延によってさらに塑性変形を受けるため、材料の組織や機械的特性に影響を与える可能性がある。 一般的に、再圧延は材料の均一性と均質性を向上させ、異方性を低減させるのに役立つ。...
溶接における静電粉体の投与を改善するためには、いくつかのガイドラインに従うことが不可欠である: パウダーの粒子径が数ミクロンオーダーであり、塗布の平均厚みより大きな粒子が含まれていないことを確認する。 粒子径が小さいほど、被覆効果、流動性、溶接部に沿った静電パウダーの良好な分布が向上する。...
ブリキの硬度は、焼鈍工程と製造に使用される母材鋼に関係する。 焼きなましとは、鋼材を軟化させ延性を向上させるために施す熱処理である。 鋼は焼鈍すると硬度が低下し、絞り成形性が向上する。 一般に錫メッキは、その硬度によって単還元型と複還元型の2種類に分類される。 還元単一ブリキは還元二重ブリキより硬度が低い。 ブリキの硬度は、ロックウェルHR...

ブリキにはさまざまな硬化レベルがあり、それによって特性や用途が決まる。 ブリキ硬化の主なレベルを以下に示す: T1硬化:ブリキの中で最も柔らかい硬化レベル。 延性と展性が高く、イージーオープンの蓋の製造など、高い成形性が要求される用途に適している。 T2硬化:ブリキ硬化の中間レベル。...
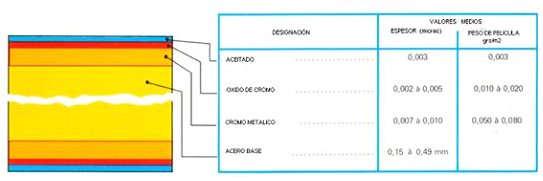
TFSの名称は、英語の「TIN FREE STEEL」に由来しており、「錫を使わないスチール」と訳されています。 クロームメッキ」とも呼ばれています。 数十年前、ブリキの価格が高騰し、ブリキの供給源が枯渇する危険性があったため、製鉄所がブリキのリスクに対応するために始まったものです。...


ワニスの物理的特性を測定するには、以下のテストを行うことができる: ワニス膜の厚さ:最も正確な方法は、ワニス膜を剥がす前と剥がした後の表面のサンプルを計量することである。 通常、表面積4インチ四方の円形ディスクが使用される。 乾燥:ワニスがきちんと硬化したかどうかを判断するには、"メック"(メチルエチルケトン)テストを行う。...
エピクロルヒドリンとビフェノールA(ジフェノールプロパン)の縮合反応から得られるエポキシ樹脂は、さまざまな保護材や装飾材の基礎となっている。 エポキシ樹脂の組み合わせにはいくつかの種類があり、最も重要なのはエポキシ-フェノール系、エポキシ-アミン系、エポキシ-エステル系、変性エポキシ系の4つである。...
金属の焼鈍と熱処理:ベル焼鈍(BA)と連続焼鈍(CA)の比較 焼きなましは、金属包装産業における基本的な熱処理であり、その主な目的は、材料の再結晶化を通じて、冷間圧延工程後の鋼の延性を回復することである。 バッチアニーリング(BA)と連続アニーリング(CA)です。 以下では、材料の機械的特性への影響という観点から、これら2つの工程を比較する。...
鉄鋼生産:金属包装産業におけるブリキの基礎 ブリキは金属包装業界で広く使用されている材料であり、その製造は高品質の鋼鉄の製造から始まる。 ブリキの99%以上を占めるこの鋼は、基本的にブリキをコーティングした鋼材である。 ブリキの製造工程は高炉とブリキ製錬所から始まるが、実際には母鋼の製造から始まると考えられている。 1.ベース鋼の製造...
ブリキの不動態化:酸化と硫化に対する表面保護 金属包装業界で広く使用されているブリキは、酸化や硫化に対する耐性を高めるために不動態化処理と呼ばれる表面処理が必要です。 この工程は、特に食品の場合、素材の完全性と包装製品の安全性を確保するために不可欠である。 不動態化とは何か?...
金属容器用ブリキの冷間圧延 冷間圧延はブリキの製造に不可欠な工程であり、ブリキは金属包装業界にとって重要な部品である。 この工程は、酸洗後、焼鈍および電解錫めっきの前に行われる。 プロセスの目的 冷間圧延の主な目的は、金属パッケージの製造に適した、均一で正確なブリキの厚みを得ることである。...
ブリキの熱間圧延:技術的プロセスと考察 熱間圧延は、金属包装業界で広く使用されているブリキの製造において重要な工程です。 この技術的プロセスにはいくつかの段階があり、最終製品の品質を保証するために特別な配慮が必要である。 ブリキの熱間圧延の技術的側面を以下に詳述する。 熱間圧延工程 加熱:熱間圧延は、鋼スラブを炉で加熱することから始まる。...
金属包装業界向けブリキ電解スズめっき ブリキは金属包装業界の主要材料であり、電解ブリキめっきはその製造に不可欠な工程である。 この処理は、低炭素鋼帯に錫層を形成し、その特性を向上させ、食品および非食品包装により適したものにするものである。 電解錫とは?...
注油(DOS)は製缶の重要なステップである。 金属包装業界では、製造中や輸送中に缶が適切に摺動するよう、缶の表面に注油することが不可欠な工程となっている。 この手順は、缶の取り扱いを容易にするだけでなく、容器の完全性を損なう擦り傷やその他の損傷を防ぐという重要な役割を果たす。 オイルTWO:セバシン酸ジオクチル...
ブリキへの酸洗:金属包装業界の重要工程 酸洗いは、金属包装産業用のブリキを製造する上で欠かせない工程である。 この工程では、熱間圧延中に形成される酸化被膜を除去するため、鋼材の表面を洗浄し、準備する。 鋼鉄の酸洗とは? 酸洗は、熱間圧延などの前工程で金属表面に形成された不純物、酸化物、スケールを除去するために鋼板に施される化学処理である。...
金属容器製造におけるブリキの焼戻し 焼戻しは、金属包装用ブリキの製造において、冷間圧延、焼鈍に続く重要な工程である。 この熱処理によってブリキの機械的特性が調整され、適切な硬度と展性が得られるため、最終製品の品質が保証される。 以下はブリキの焼き戻し工程に関する技術的分析である。 焼き戻しプロセス...
金属包装産業におけるブリキ:製造プロセスと用途 ブリキは、機械的強度、成形性、気密性、密閉性などの特性が評価され、金属包装業界では不可欠な材料です。 この素材は、低炭素軟鋼板に錫の薄層をコーティングしたものである。 ブリキは軽量で耐食性に優れ、リサイクルも容易なため、包装材として選ばれている。 ブリキ製造工程...
はじめに アルミニウムは、その優れたバリア性、強度、リサイクル性により、食品保存業界で広く使用されている素材である。 技術革新により、アルミ包装は食品の保存と生産効率を向上させるように進化してきた。...
金属容器のコーティングには、容器の内容物と金属の両方を腐食や劣化から保護し、包装された製品の品質を維持するために設計されたさまざまな化学化合物が含まれる。 最も一般的なコーティングの種類は以下の通りである: エポキシ・タイプ: フェノール系エポキシ・コーティングは、食品と非食品の両方の用途に非常に効果的である。...
食品缶の溶接工程で溶接部にワイヤーがスリップする原因として、以下のようなものが考えられる。 溶接部でのワイヤー・スリップの原因には、溶接シーブ のアライメント、ゲージング・クラウンの高さ、不適切なワ イヤーの幅と形状、シーブの溝の状態、トラック間の過大 なギャップ、過大な溶接力、テーパーまたはオーバーラップ...
硫酸銅試験は、ブリキ缶に塗布されたワニス皮膜の気孔、亀裂、不連続面の存在を検出するために包装業界で使用される試験である。 このテストは、保護膜の品質を保証し、金属の腐食を防ぐために重要であり、特に、金属に対して攻撃的な可能性のある食品や製品を入れるために使用される場合はなおさらである。 硫酸銅テストの一般的な手順は以下の通り:...
シーリングコンパウンドまたはシーラントは、缶蓋のカールの内側をコーティングする特殊な材料である。 缶が適切に閉じられると、形成された継ぎ目がコンパウンドを囲むように閉じ、圧力損失を防ぎ、農薬、カビ、害虫、重金属などの外部からの有害物質の侵入を遮断する密閉された接合部が形成される。...
缶の端にシーリング・コンパウンドを塗布する際の基本的なルールは以下の通りである: 適量を塗布するため、配合重量を定期的にモニターする必要がある。 これは通常、コンパウンドを塗布する前の重量から、ドライコンパウンドを塗布した端部の平均重量を差し引くことによって行われる。...
オープン溶接やコールド溶接は、金属容器製造の溶接品質に影響するいくつかの要因によって引き起こされる可能性がある。 提供された情報に基づくと、考えられる原因には以下のようなものがある: 過電流:高すぎる電流は過度の熱を発生させ、 溶接品質に影響を与え、オープン溶接やコールド 溶接につながる可能性がある。 溶接シーブの状態:...
ブリキが良質かどうかを見極めるには、いくつかの要素と手順がある: 目視検査: ブリキ容器の内部および外部の目視観察を実施し、写真記録を補完して、考えられる欠陥や不一致を検出する。 受入品質管理: ブリキを受け取ったら、ラベルをチェックし、材料の物理的・化学的特性を検査する。...
スチール缶の腐食は、スチール缶がその環境、特に水分や酸素の存在下での化学反応によって劣化するプロセスである。 食品缶の場合、鋼鉄の腐食は食品汚染や製品ロスにつながるため、深刻な問題となりうる。 資料に記載されている情報によると、食品缶の鋼鉄の腐食の原因となるさまざまな要因が挙げられている。...
ブリキの伸びは延伸工程における重要な要素である。 伸びとは、素材が破断せずに伸びる能力のこと。 深絞り加工の場合、より高い伸びを持つブリキは、破断が起こる前に、より大きな変形を許容する。 絞り加工中にプランジャーに力が加わると、ブリキは応力を受けて変形する。 ブリキの伸びが低いと、成形時に割れやすくなる。...
ブリキの硬度は、いくつかの点で絞り加工に影響を与える。 入手可能な情報によると、プロセス中の表面故障を避けるために、ブリキは十分な変形能力を持たなければならないと述べられている。 したがって、硬度が不十分なブリキは、絞り加工時に適切に変形することが難しく、その結果、部品に欠陥が生じる可能性があることが推察される。...
延伸工程で使用されるブリキの種類は、工程のさまざまな側面に影響を与える可能性がある。 考えられる影響を以下に挙げる: 変形能力:ブリキの変形能力は、延伸工程での表面不良を避けるための重要な要素である。 高い変形能力を持つブリキ鋼は、部品成形を成功させるために有益である。...
再圧延は材料の異方性に影響を与える可能性がある。 異方性とは、異なる方向に変化する材料特性と挙動を指す。 再圧延工程では、材料は冷間圧延によってさらに塑性変形を受けるため、材料の組織や機械的特性に影響を与える可能性がある。 一般的に、再圧延は材料の均一性と均質性を向上させ、異方性を低減させるのに役立つ。...
溶接における静電粉体の投与を改善するためには、いくつかのガイドラインに従うことが不可欠である: パウダーの粒子径が数ミクロンオーダーであり、塗布の平均厚みより大きな粒子が含まれていないことを確認する。 粒子径が小さいほど、被覆効果、流動性、溶接部に沿った静電パウダーの良好な分布が向上する。...
ブリキの硬度は、焼鈍工程と製造に使用される母材鋼に関係する。 焼きなましとは、鋼材を軟化させ延性を向上させるために施す熱処理である。 鋼は焼鈍すると硬度が低下し、絞り成形性が向上する。 一般に錫メッキは、その硬度によって単還元型と複還元型の2種類に分類される。 還元単一ブリキは還元二重ブリキより硬度が低い。 ブリキの硬度は、ロックウェルHR...
ブリキにはさまざまな硬化レベルがあり、それによって特性や用途が決まる。 ブリキ硬化の主なレベルを以下に示す: T1硬化:ブリキの中で最も柔らかい硬化レベル。 延性と展性が高く、イージーオープンの蓋の製造など、高い成形性が要求される用途に適している。 T2硬化:ブリキ硬化の中間レベル。...
TFSの名称は、英語の「TIN FREE STEEL」に由来しており、「錫を使わないスチール」と訳されています。 クロームメッキ」とも呼ばれています。 数十年前、ブリキの価格が高騰し、ブリキの供給源が枯渇する危険性があったため、製鉄所がブリキのリスクに対応するために始まったものです。...
場合によっては、金属鋼製容器を使った缶詰の工業的工程で、容器本体と蓋の両方に酸化現象が起こり、商業的に不合格になることもある。...
ワニスの物理的特性を測定するには、以下のテストを行うことができる: ワニス膜の厚さ:最も正確な方法は、ワニス膜を剥がす前と剥がした後の表面のサンプルを計量することである。 通常、表面積4インチ四方の円形ディスクが使用される。 乾燥:ワニスがきちんと硬化したかどうかを判断するには、"メック"(メチルエチルケトン)テストを行う。...



