
金属加工工場における煙突カウル構築のための情報。
USAGE
キャップは、ガス管や煙突の先端につける部品です。 常に屋外の産業施設の屋根に設置され、さまざまな機能などを持つ。
– 外気の取り入れを容易にする。
– 工業プロセスで発生するガスを外部に逃がす。
– 雨、ひょう、その他の大気中の物質が産業用設備に侵入するのを防ぐ。
– 保護するダクトに異物(木の葉、プラスチック、紙、鳥など)が混入し、管路を閉塞することを防止する。
縦長のガス管の頭部や端部を覆う小さな帽子に似ていることから、この名がついた。
その形状や内部のデザインは、インスタレーションにおける機能に関連しています。 金属加工業の場合、その使用頻度は高く、ほとんどが燃焼や揮発性物質の放出を伴う熱を加える箇所と関連している。 具体的には、以下のような用途で使用されています。
– シートコーティングラインの重合炉。
– 枚葉式露光機のインク乾燥炉。
– カプセルや底面のゴム製ガスケットを重合するためのオーブン。
– 側溶性保護膜用重合炉。
– ツーピース飲料容器の生産ライン。
– などです。
このハットの工事は、ガス配管の専門業者に委託しているが、近所にそのような業者がいない、あるいは工事量が少ない、あるいは単に経済的な理由から、必ずしも正当化されない。 そのため、同じ冶金会社が設計・施工を担当することもある。 そこで、この業界におけるボンネットの特徴を、用途に応じてどのように定義するのかを紹介します。
サクションキャップ
外気を取り入れるために使用されます。 代表的な事例としては、平板状の塊のコーティングや印刷ラインで使用されるトンネル型オーブンの端に使用されている。
このエリアでは、ワニスやインクの重合・乾燥段階が終わると、シートを積み重ねる前に外気から大量の冷却が必要となる。 この空気は、強力なファンによって大気から取り込まれる。 外気は、リソグラフィホールの屋上からダクトで供給される。 この吸入を可能にするために、これらのチューブは「サクション」タイプのキャップで保護されている必要があります。 図面No.1は、このようなソブローテの立面図である。
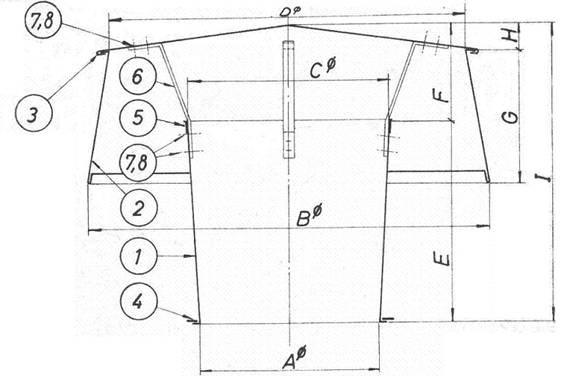
図1:サクションオーバーフロー
煙突の口を覆い、その底にある円形の王冠のような形のオリフィスから大気を通すためのものである。
煙突の延長線上にあるケーシング1、全体を覆うカバー3、側面を保護するスカートまたはシールド2から構成されています。 これらはすべて、フレームの上に構成されています。
フードは亜鉛メッキの板金と鋼板またはプロファイルでできています。 表2は、図1のサクションボンネットの各部品の一覧で、各部品に必要な数量、呼称、材質、備考を示したものである。

表2:サクションボンネットの材質。
ボンネットの寸法は、保護するパイプの直径によって決まります。 リソグラフィー炉の場合、このパイプの直径は通常、常に500mm以上である。 異なる煙突径に対するサイジングの実例として、複数の煙突径をまとめた表3があります。
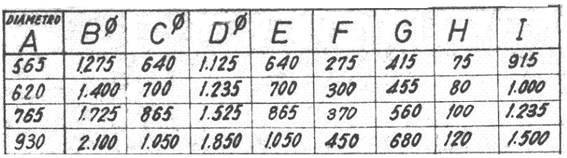
表3 煙突直径に応じたサクションボンネットの寸法
ボンネットは、ダクトの端にボルトで固定されたフランジによって取り付けられます。
ほうけいボンネット
また、工程で発生する環境にやさしい液体を大気中に戻す必要がある場合もあります。 熱風や水蒸気などでもよい。 包装工場での典型的な例として、リソグラフィー部門のオーブン出口で平らなラミネートシートを冷却する際に発生する熱風がある。
外から持ち込まれた冷たい空気は、炉の最終段の羽根を通過した後、加熱されるので、建物を過熱しないように建物から排出する必要がある。 換気扇で煙突から外部に上げる。 寒冷地や冬場は、この空気を建物内の暖房として利用することができます。
排気ダクトの上部にあるカウルは、空気を逃がすと同時に、風雨や外敵から煙突を保護する必要があります。 図4は、エジェクタボンネットの一種の断面図である。 その形状は、2つの円錐形の幹を向かい合わせにし、円柱で結合したものである。

図番号4:排気口オーバーフロー
その中心には、サイドアウトレット付きのレインコレクターファンネルがあります。 このファンネルと外側の切頭円錐の両方が、出口煙突につながる下部の円筒に取り付けられている。 この漏斗は、煙突の口よりも直径が大きく、一定の高さで煙突に取り付けられているため、出口がなだらかな環状になっており、外部への気体の流れが良くなっている。
ファンネルで回収しきれなかった雨を除去するため、下部円錐幹と煙突接続筒の間にはスペーサー(図面の6番)によって隙間が確保されており、そこから煙突蓋の内壁を流れる水が排水されます。
このタイプも吸引フード同様、通常は亜鉛メッキの板金製ですが、水性塗料乾燥炉のように循環液に水蒸気を多く含む場合は、ステンレス製にすることが望ましいとされています。 表5は,このキャップを構成する部品の数量,名称,材質の詳細であるが,板金は含まず,厚さは1mmとする。
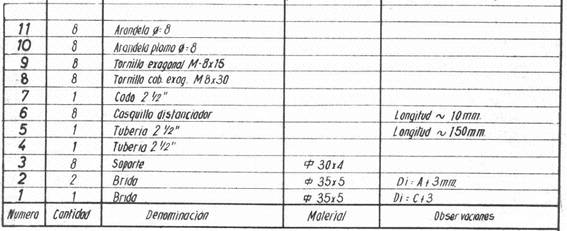
表5:エジェクターボンネットの材質。
最初のケースと同様に、このタイプの煙突キャップの寸法を、煙突の直径別に表にしています。 金属加工業界では1000mmを超えることはほとんどないが、用途が多様なため、その直径は大きく異なる。 表6参照。
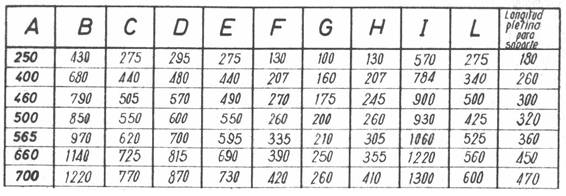
表6 スタック径に応じた排気カウル寸法
また、フランジによって煙突に取り付けられる。 図面番号 4 の詳細 K を参照。
インストール
さまざまなタイプの煙突キャップを備えた煙突の出口を適切に設置するために、次の推奨事項を考慮する必要があります。
– 配管経路に建物の屋根構造のトラスや天窓などの障害物がある場合は、流体の流れを妨げないように滑らかなベンドを使用することが必要です。
– 煙突は、排気風を良くするために、固定具の安全性が許す限り、できるだけ屋根から高くすること。
– 設備の都合上、外気導入口と排気口が非常に近い場合は、煙突に沿ってエルボを設置し、一定距離離す必要があります。 これにより、排出キャップで排出された液体が吸引キャップを経由して容器内に逆流する可能性が低くなります。
– 前述の可能性に加え、吹出口と吸込口が近接している場合、熱風吹出口は冷風吸込口より常に高い位置になければならない。 そのため、上昇しやすい高温のガスは、低い位置にある冷気取り入れ口から遠ざかり、再循環の可能性が低くなります。
これらの提案をすべて考慮した実際の設置例を図面No.7に示す。
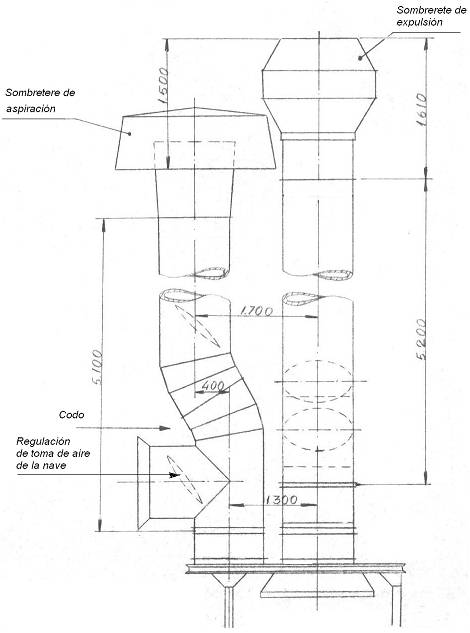
図No.7:サンシェードの取り付け。
この図面に示されたアセンブリでは、煙突に挿入されたバルブ付きの “T “によって、吸気と排気を調節し、一部は建物の内部から取り入れることが可能である。











0コメント