
धातु के कंटेनरों में प्लास्टिक की गर्दन रखने के लिए छिद्रों की प्राप्ति के लिए कुछ संकेत।
प्रस्तावना
खाद्य तेल, औद्योगिक उत्पाद आदि जैसे तरल पदार्थ रखने के उद्देश्य से धातु के कंटेनरों में नेक, पोरर और प्लास्टिक कैप का उपयोग व्यापक है। वे उनके डालने और उत्पाद के आंशिक उपयोग की सुविधा प्रदान करते हैं।
मेटल वर्कर का काम कंटेनर का ढक्कन तैयार करना होता है ताकि उक्त नेक को बाद में लगाया जा सके। ऐसा करने के लिए उक्त आवरण पर एक छेद करना आवश्यक है, जिसमें गर्दन डाली जाएगी। इसे अलग-अलग समय पर कंटेनर पर इकट्ठा किया जा सकता है:
– ढीले ढक्कन में, यानी कंटेनर के शरीर पर बंद होने से पहले। इस मामले में, असेंबली ऑपरेशन मेटल डिजाइनर द्वारा किया जाता है। ढक्कन बाद में हो सकता है:
या मेटलर्जिस्ट द्वारा बंद कर दिया जाता है और फिर पैकर नीचे से भरकर उसी को बंद कर देगा
या पैकर द्वारा बंद कर दिया जाता है, एक बार कंटेनर भर जाने के बाद। इस मामले में मेटलर्जिस्ट ने पहले फंड को बंद कर दिया है।
– एक बार भरे हुए कंटेनर में। कैन को नीचे और ढक्कन के साथ पैकर को आपूर्ति की जाती है। भराव इसे गर्दन के लिए बने छेद के माध्यम से भरता है और बाद में इसमें गर्दन रखता है। इस विकल्प में पैकर ढक्कन या तली को बंद करने से बचता है।
गर्दन के लिए शीर्ष पर छेद को डिजाइन करने के विभिन्न तरीके हैं और इस लेख में हम उनमें से कुछ को देखेंगे।
आवास प्रकार
कवर पर गर्दन को ठीक करने का तरीका उस पर बनने वाले छेद या आवास के प्रकार को परिभाषित करता है। इस ऑपरेशन को निष्पादित करने के सबसे सामान्य तरीके हैं:
– दबाव में: गर्दन/प्लग को छेद में धकेल दिया जाता है और गर्दन-छेद की बातचीत से मजबूर होकर वहीं रहता है।
– सीमिंग: छेद के किनारे के साथ एक स्कर्ट या गर्दन का प्रक्षेपण यांत्रिक रूप से क्लिप किया जाता है।
इन दो बुनियादी प्रणालियों के रूपांतर कई हैं, और संभावित साधनों का भी उपयोग किया जा सकता है। हम उनके कुछ उदाहरण नीचे देखेंगे।
1º.- प्रेशर असेंबली के लिए
दबाव-घुड़सवार गर्दन को प्रस्तुत करने की विशेषता है, उस क्षेत्र में जहां वे ढक्कन में शामिल होते हैं, एक नाली जहां ढक्कन पर बने छेद की स्कर्ट को प्रयास के साथ रखा जाता है, एक प्रक्षेपण से अधिक होने के बाद जो बाद में इसके निष्कर्षण को रोकता है। गले के बाहर स्थित एक प्रक्षेपण के माध्यम से, गर्दन छिद्र के रिम पर मजबूती से टिकी हुई है। फोटो नंबर 1 इस प्रकार की गर्दन का एक उदाहरण प्रस्तुत करता है
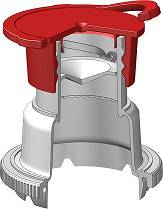
चित्र संख्या 1: प्रेशर माउंटिंग के लिए गुलेट
इस प्रकार के दबाव बढ़ते हुए हम छेदों की दो किस्मों को अलग कर सकते हैं:
पहला .- छेद “बिना गड़गड़ाहट के”:
इस पहले प्रकार का एक उदाहरण चित्र 2 के चित्र में दर्शाया गया है:
चित्र संख्या 2: गड़गड़ाहट के बिना एक छेद पर एक गर्दन का दबाव संयोजन
यह छेद के काटने वाले किनारे की रक्षा करने की विशेषता है, ताकि पैक किए गए उत्पाद आसानी से इसके संपर्क में न आ सकें। इसका उपयोग आक्रामक पैकेजिंग के लिए किया जाता है जो अत्याधुनिक स्टील पर हमला कर सकता है, उदाहरण के लिए ब्रेक तरल पदार्थ के लिए। इसे प्राप्त करने के लिए, आप इसका उपयोग करें:
– न्यूनतम संभव गड़गड़ाहट के साथ कवर पर एक कट बनाएं, इसलिए इसका पदनाम। इस तरह से धातु कम उजागर होती है और पूरा किनारा एक चिकनी और समान सतह प्रस्तुत करता है।
– गर्दन को प्रोजेक्शन या बहुत चिह्नित हुकिंग स्टेप के साथ प्रस्तुत करें, जहां छेद के किनारे को रासायनिक हमलों से बचाने के लिए कील लगाई गई है।
इसलिए, छेद का व्यास और स्कर्ट की ऊंचाई दोनों बहुत सटीक होनी चाहिए और ये महत्वपूर्ण माप हैं।
हम छेद बनाने का एक ठोस उदाहरण पेश करेंगे, यह देखते हुए कि इसे केवल एक विचार के रूप में लिया जाना चाहिए, क्योंकि गर्दन के प्रत्येक निर्माता को विशेष रूप से इंगित करना चाहिए, प्रत्येक प्रकार के उत्पादों के लिए, छेद बनाने के लिए आयाम और आदर्श तरीका।
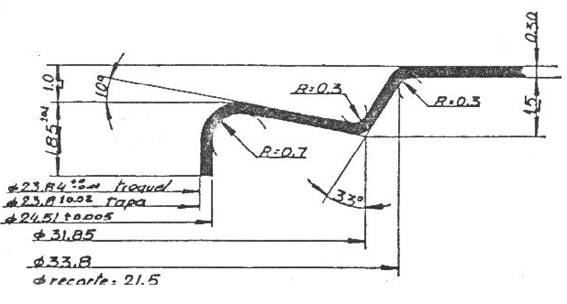
इस उदाहरण में आवास दो चरणों में किया जाता है। पहला कवर बनाने के साथ-साथ है। दूसरे शब्दों में, यह एक गोलाकार नाली बनाने के लिए आवश्यक भागों के साथ ढक्कन निर्माण डाई प्रदान करने की बात है, जो उस हिस्से को तैयार करता है जहां अगले ऑपरेशन में छेद बनाया जाएगा।
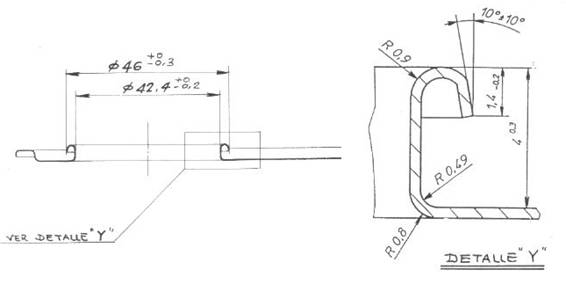
चित्र संख्या 3 बाद में 23.8 मिमी के व्यास के साथ एक छेद बनाने के लिए आवश्यक कवर के इस हिस्से के आयामों का एक विस्तृत विवरण दिखाता है।
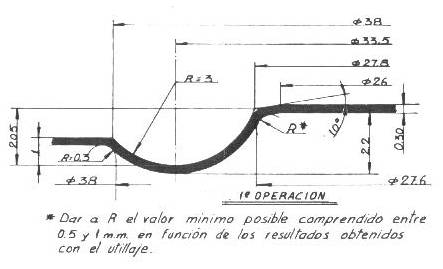
चित्र संख्या 3: प्रेशर नेक के लिए “बूर-फ्री” होल कवर डाई पर पहला ऑपरेशन
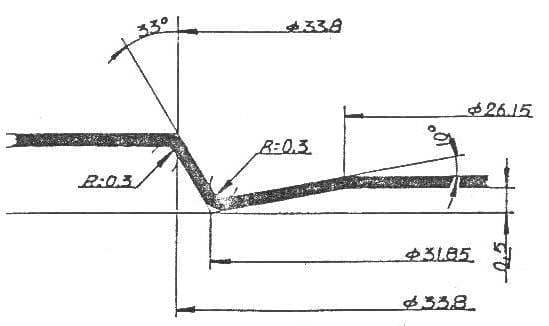
दूसरा चरण कवर फीडर से लैस एक अन्य प्रेस पर किया जाता है, जिस पर एक काटने और इस्त्री करने का उपकरण लगा होता है, जो छेद बनाता है और आवास के सिल्हूट को सही ढंग से चिह्नित करता है।
निम्नलिखित आंकड़ा – संख्या 4 – 23.8 मिमी व्यास छेद ड्रिलिंग के लिए दूसरा ऑपरेशन दिखाता है, ऊपर शुरू किए गए एक की निरंतरता।
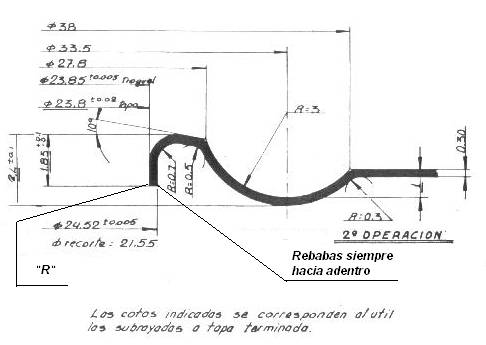
चित्र संख्या 4: प्रेशर नेक के लिए “बूर-फ्री” होल कवर डाई पर दूसरा ऑपरेशन
गुणवत्तापूर्ण कार्य प्राप्त करने के लिए, निम्नलिखित अवलोकनों को ध्यान में रखा जाना चाहिए:
– कटिंग ऑपरेशन में, टूलिंग बहुत अच्छी स्थिति में होनी चाहिए, ताकि न्यूनतम गड़गड़ाहट उत्पन्न हो और आवक हो।
– कटिंग एज की त्रिज्या “R” न्यूनतम होनी चाहिए। नए उपकरणों के साथ इसका आदर्श मूल्य 0.06 मिमी है, अधिकतम स्वीकार्य मूल्य 0.20 मिमी होगा। इसे प्रोफाइल प्रोजेक्टर की मदद से कंट्रोल किया जाता है।
– धातु की आदर्श मोटाई वह है जो ड्राइंग में इंगित की गई है – 0.30 मिमी -, लेकिन इसे पैक किए जाने वाले उत्पाद और गर्दन की असेंबली की स्थितियों (ढीले या रखे ढक्कन पर, इसके तापमान के आधार पर) के आधार पर कम किया जा सकता है। नियंत्रित या नहीं, आदि)। प्रत्येक मामले में, उपयुक्त मूल्य प्रयोगात्मक रूप से निर्धारित किया जाना चाहिए।
– दूसरे ऑपरेशन डाई को पूरे सिल्हूट पर एक ऊर्जावान इस्त्री करनी चाहिए और दौड़ के अंत तक पहुंचना चाहिए।
– ये विनिर्देश गैर-वार्निश और वार्निश सामग्री दोनों के लिए सामान्य हैं।
चित्रा संख्या 5 एक आयताकार ढक्कन को दर्शाता है, जिसका उपयोग ब्रेक तरल पदार्थ के लिए कंटेनरों के लिए किया जाता है, इसके मुख्य आयामों और पहले और दूसरे ऑपरेशन के अनुभागीय दृश्य के साथ।
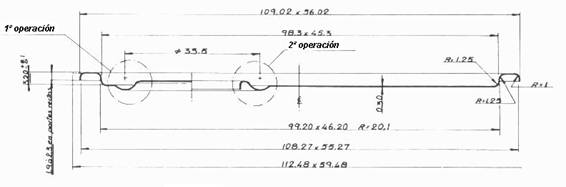
चित्र संख्या 5: एक “गड़गड़ाहट मुक्त” छेद के साथ एक 99 x 46 आयताकार कवर का खंड
एक बार समाप्त हो जाने के बाद छेद की गुणवत्ता को सत्यापित करने के लिए, आप स्कर्ट की ऊंचाई के कुछ “गो – नो गो” गेज तैयार कर सकते हैं – चित्र 4 का स्तर 1.85 – और छेद का व्यास – स्तर 23.8 -। उत्तरार्द्ध को सत्यापित करने के लिए, सत्यापन मानदंड यह होगा कि गेज “पास नहीं होता है” भी गुजरता है, लेकिन गर्दन को इससे जुड़े गेज के साथ उठाया जा सकता है।
दूसरा .- छेद “burrs के साथ”:
इस प्रकार के छिद्र का एक उदाहरण चित्र 6 में प्रस्तुत किया गया है। इसका निष्पादन पिछले मामले की तुलना में कम मांग वाला है, और इसका उपयोग खाद्य वनस्पति तेलों जैसे गैर-आक्रामक उत्पादों के लिए किया जाता है।
चित्र संख्या 6: गड़गड़ाहट के साथ एक छेद पर एक गर्दन का दबाव संयोजन
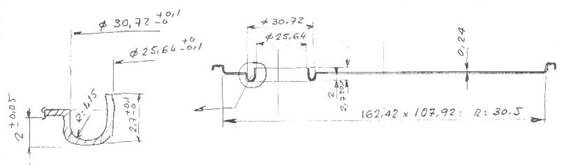
निर्माण प्रक्रिया “बूर-फ्री” छेद के समान है, जो कि दो ऑपरेशनों में है। पहले वाले को तपस डाई में शामिल किया गया है। ड्राइंग नंबर 7 इसके लिए 23.8 मिमी के छेद के लिए भी एक डिज़ाइन दिखाता है।
चित्र संख्या 7: प्रेशर नेक के लिए होल कवर डाई “बर्स के साथ” पर पहला ऑपरेशन
दूसरा ढक्कन फीडर और उपयुक्त उपकरणों से सुसज्जित एक स्वतंत्र प्रेस में किया जाता है। चित्र 8 देखें:
चित्र संख्या 8: प्रेशर नेक के लिए होल कवर डाई “बर्स के साथ” पर दूसरा ऑपरेशन ।
एक बार ढक्कन पर छेद कर दिए जाने के बाद, चाहे वह किसी भी प्रकार का हो, गर्दन डालने का कार्य आसान हो जाता है। उक्त गर्दन के लिए केवल एक ओरिएंटेशन और पोजिशनिंग सिस्टम की आवश्यकता है – उदाहरण के लिए, फ्लैप और गाइड के माध्यम से एक कंपन और संरेखण उपकरण के माध्यम से – और एक पुशर आर्म/हेड – उदाहरण के लिए वायवीय – जो इसे रखता है। इस काम के लिए बाजार में तैयार किए गए उपकरण हैं जिन्हें कंटेनर भरने के तरीके के आधार पर धातु के घर या पैकर में इकट्ठा किया जा सकता है।
2º.- सीमिंग द्वारा असेंबली के लिए
गर्दन को ढक्कन पर फिक्स करने का दूसरा तरीका स्नैप-ऑन ग्रिप का उपयोग करना है। इस विकल्प में, बन्धन दबाव से नहीं होता है, लेकिन गर्दन के रिम और आवास की स्कर्ट के बीच इंटरलॉकिंग हुक के रूप में एक संघ होता है। ऐसा करने के लिए, एक विशेष समापन टीम की आवश्यकता होती है, जो दोनों घटकों के सीमिंग और क्रशिंग ऑपरेशन करती है। फोटो 9 इस प्रकार की गर्दन का एक मॉडल दिखाता है।

चित्र संख्या 9: स्नैपिंग द्वारा माउंट करने के लिए विशिष्ट गर्दन
गर्दन के कनेक्शन क्षेत्र और ढक्कन के फ्लैप के आकार पिछले प्रकार के लिए एक अलग डिज़ाइन हैं। बाजार में इसके कई वेरिएंट हैं। इसके अलावा उदाहरण के तौर पर हम इस समाधान के लिए छेद के कुछ नमूने प्रस्तुत करते हैं। आरेखण संख्या 10 एक विकल्प है जो ऊपर प्रस्तुत किए गए दो कार्यों के समान ही किया जाता है।
चित्र संख्या 10: स्नैप करके गर्दन को माउंट करने के लिए छेद
इन गर्दनों के कुछ प्रकारों के लिए, कवर में छेद को एक ही ऑपरेशन में तैयार करना संभव है, यानी इसे कवर के निर्माण के लिए डाई में शामिल करके, जैसा कि चित्र 11 में दिखाया गया विकल्प है।
चित्र संख्या 11: एक ही ऑपरेशन में बनाया गया छेद
किसी भी मामले में, यह कार्य मेटलवर्कर द्वारा गर्दन निर्माता द्वारा जारी किए गए निर्देशों के बाद किया जाना चाहिए, जो आवश्यक अनुभव वाला है।
 पलकें
पलकें
 गर्दन/प्लग के लिए प्रदर्शन
गर्दन/प्लग के लिए प्रदर्शन
 धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
 डबल सीलिंग पर बॉटम या कवर के विंग का प्रभाव
डबल सीलिंग पर बॉटम या कवर के विंग का प्रभाव
 एक कवर की मानक लागत की गणना
एक कवर की मानक लागत की गणना
 नोकदार एरोसोल डोम के लिए आयाम
नोकदार एरोसोल डोम के लिए आयाम
 एरोसोल डोम्स
एरोसोल डोम्स
 Ø99 बैक-टॉप प्रोफ़ाइल का विकास
Ø99 बैक-टॉप प्रोफ़ाइल का विकास
 वैक्यूम सीलिंग के लिए लिड्स-बॉटम्स में नॉचेस
वैक्यूम सीलिंग के लिए लिड्स-बॉटम्स में नॉचेस
 एलआईडीएस के लिए टिनप्लेट विशिष्टता
एलआईडीएस के लिए टिनप्लेट विशिष्टता




0 Comments