
कंटेनर बॉडी टैब के कार्य। इसका आकार और बनाने का तरीका।
परिचय
फ्लेंज को रिम कहा जाता है जिसे कंटेनर की बॉडी उसके प्रत्येक सिरे पर प्रस्तुत करती है, जिसे ढक्कन/तल के साथ उक्त बॉडी को बंद करने या जोड़ने के संचालन के लिए आवश्यक होता है। यह एक समतल भाग से बनता है, जो उक्त शरीर की दीवार के लगभग लंबवत होता है, और एक मेहराब जो इस समतल भाग को इसके साथ जोड़ता है।
फ्लैंजिंग ऑपरेशन बंद होने से पहले होता है और बॉडी बनने के बाद किया जाता है। बेलनाकार और नुकीले कंटेनरों के मामले में, यह व्यास में कमी का अनुसरण करता है।
निकला हुआ किनारा आयाम
टैबिंग क्रिया के दो उद्देश्य हैं:
1º.- गोल कंटेनरों के मामले में सिलेंडर के सिरों पर आंतरिक व्यास को कैलिब्रेट करें, या आंतरिक आयाम अगर यह एक आयताकार, अंडाकार या अन्य गैर-बेलनाकार शरीर है। यह पुन: अंशांकन शरीर के सिरों को थोड़ा फुलाकर प्राप्त किया जाता है, और इसका उद्देश्य कंटेनर के इन क्षेत्रों को बंद करने के संचालन में ढक्कन / तल के उचित फिट में समायोजित करना है। इस कारण से, इस ऑपरेशन में, कंटेनर के आकार के आधार पर, शरीर के आंतरिक व्यास के संबंध में टैम्पोन के आयाम 0.10 से 0.25 मिमी तक बढ़ जाते हैं।
यह कसौटी तब भी लागू होती है जब यह कम अंत वाले – नोकदार- वाले कंटेनरों की बात आती है। ड्राइंग नंबर 1 इस मामले को प्रस्तुत करता है, और तालिका संख्या I में गोल कंटेनरों पर लागू निकला हुआ किनारा क्षेत्र के व्यास के सामान्य मूल्यों के नीचे दिया गया है। इस निकला हुआ किनारा व्यास का मान संदर्भ बिंदु पर लिया जाता है, जो अंत से 2.5 मिमी स्थित होता है। इस तालिका में दर्शाए गए डेटा वे हैं जो आमतौर पर विभिन्न अंतरराष्ट्रीय मानकों में स्वीकार किए जाते हैं।
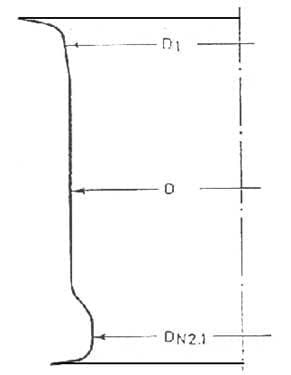
चित्र संख्या 1: नोकदार और निकला हुआ गोल कंटेनर बॉडी
| निकला हुआ किनारा व्यास मान | ||
| व्यास नाममात्र |
व्यास नाममात्र फिट |
का व्यास निकला हुआ किनारा D1 या Dn2.1 |
| 52 | 52,27 | |
| 49 | 49,40 | |
| 63 | 62,41 | |
| 60 | 59,58 | |
| 65 | 65,28 | |
| 62 | 62,25 | |
| 73 | 72,80 | |
| 70 | 70,13 | |
| 83 | 83,33 | |
| 80 | 80,25 | |
| 99 | 98,99 | |
| 96 | 95,90 | |
| 105 | 105,16 | |
| 102 | 101,73 | |
| 127 | 126,45 | |
| 123 | 123,08 | |
| 153 | 153,35 | |
| 149 | 148,97 | |
| 230 | 229,67 | |
| 225 | 225,09 | |
तालिका संख्या I: गोल कंटेनरों के लिए निकला हुआ किनारा व्यास का मान
2º.- टैब बनाएं। टैब बनाने की विभिन्न तकनीकें हैं जिन पर हम बाद में चर्चा करेंगे। इसके आयाम उस प्रकार के क्लोजर से जुड़े होते हैं जिसे हम बनाना चाहते हैं। इसलिए, वे ढक्कन/नीचे पंख और कंटेनर के आकार के माप से संबंधित हैं।
निकला हुआ किनारा का आयाम भी संदर्भ बिंदु से मापा जाना चाहिए, अंत से 2.5 मिमी, जैसा कि ड्राइंग नंबर 2 में दिखाया गया है।
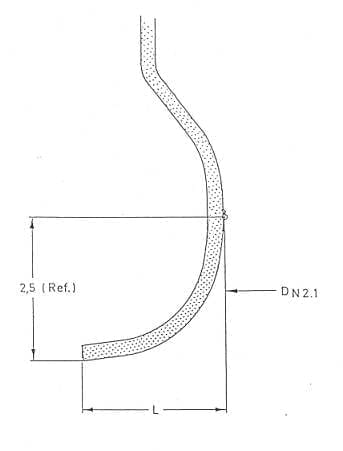
चित्रा संख्या 2: टैब
जब तक एक ही प्रकार का क्लोजर लागू किया जाता है, तब तक अलग-अलग कंटेनर व्यास के लिए निकला हुआ किनारा चौड़ाई समान रहता है। तालिका संख्या II इन मूल्यों को उनकी सहनशीलता के साथ इंगित करता है। क्लोजर के प्रकार को कोड करने के लिए यूरोपीय नियमों का उपयोग किया गया है।
| टैब एल मान | ||
| अकवार प्रकार | नॉमिनल डायामीटर निचला ऊपरी |
का मूल्य टैब एल |
| मिनी क्लोजर OIII | 52 – 49 63 – 60 65 – 62 73 – 70 |
2,25 +/- 0,20 |
| OII मिनी क्लोजर | 53 – 49 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,25 +/- 0,20 |
| आरओ मानक बंद | 54 – 49 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,45 +/- 0,20 |
| मानक बंद मैं | 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,45 +/- 0,20 |
| मानक बंद द्वितीय | 65 – 62 73 – 70 83 – 80 99 – 97 105 – 102 127 – 123 |
2,65 +/- 0,25 |
| मानक बंद III | 153 – 149 | 3,20 +/- 0,25 |
| मानक बंद चतुर्थ | 230 – 225 | 3,40 +/- 0,40 |
तालिका संख्या II: बंद करने के प्रकार और कंटेनर व्यास के आधार पर टैब मान।
उपकरण
इस कार्य को करने वाली मशीनों को टैब कहा जाता है, हालाँकि उन्हें बीडर के रूप में भी जाना जाता है। जैसा कि हमने पहले ही कहा है, वे शरीर के सिरों को थोड़ा मोड़ते हैं, बाद में कवर प्राप्त करने और क्लोजिंग ऑपरेशन को सुविधाजनक बनाने के लिए आवश्यक टैब को कॉन्फ़िगर करते हैं। टैब बनाने की कई तकनीकें हैं, जिन्हें हम चार में संक्षेप में प्रस्तुत कर सकते हैं।
– रुलिना (या रील)। यह पुराना प्रकार है। एक बड़े व्यास ट्रैक या रोलर पर घूमने वाले बाहरी रोलर की क्रिया द्वारा सिरों को मोड़कर टैब बनाएं। रोलर एक वक्रता प्रस्तुत करता है जो टैब के बाहरी आकार के साथ मेल खाता है। पिंड अपनी धुरी क्षैतिज के साथ चलते हैं। यह केवल बेलनाकार कंटेनरों के लिए लागू है और इसकी कार्य दर कम है। आज इसका उपयोग बड़े व्यास के औद्योगिक कंटेनरों-सामान्य लाइनों- की लाइनों तक सीमित है। चित्र 3 देखें
चित्र संख्या 3: निकला हुआ रोलर
– टैम्पोन। उन्होंने टैम्पोन की एक जोड़ी के माध्यम से शरीर के सिरों को टकराकर टैब बनाने का काम किया। चित्र 4 देखें
चित्र संख्या 4: टैम्पोन फ्लैंगिंग टूल के प्रोफाइल का विवरण
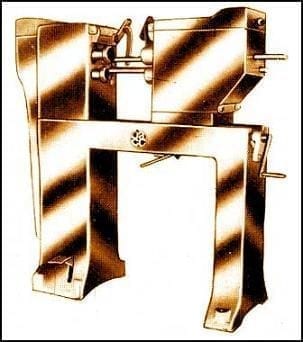
उन्हें एक वितरण तारे की सहायता से खिलाया जाता है। कुछ पुराने हैं जो क्षैतिज स्थिति में काम करते हैं – चित्र 5 देखें – या लंबवत। यह लंबे समय से सबसे आम तकनीक रही है, हालांकि अब इसका उपयोग घट रहा है। यह आम तौर पर बेलनाकार कंटेनरों के लिए प्रयोग किया जाता है, हालांकि इसे कोनों पर बड़े त्रिज्या वाले आयताकार या आयताकार निकायों के लिए भी उपयोग करना संभव है।

चित्र संख्या 5: क्षैतिज तंपन के लिए फ्लैंजिंग मशीन
-घुमाना। यह सबसे आधुनिक तरीका है। कम डबल टिनप्लेट के आगमन के साथ इसका उपयोग व्यापक हो गया। यह फ्लैंज को बिना तोड़े बहुत पतले और उच्च तापमान वाले टिनप्लेट में बनाने की अनुमति देता है। उनमें, टैम्पोन को सिर से बदल दिया जाता है जिसमें छोटे रोलर्स की एक श्रृंखला होती है, जो कंटेनर के व्यास के साथ मेल खाने वाली परिधि में अंकित होती है। उनकी संख्या इसलिए कंटेनर के आकार का एक कार्य है। इन रोलर्स या “स्पिन” में टैब के आकार में एक सिल्हूट होता है। चित्र संख्या 6 देखें।
चित्र संख्या 6: एक “स्पिन” का विवरण
“स्पिन” बीयरिंगों पर एक अक्ष पर लगाए जाते हैं, और इसलिए जब सिर को घूर्णन गति के अधीन किया जाता है तो वे स्वयं पर घूमते हैं। “स्पिन” के इन घुमावों को मोटर चालित किया जा सकता है या कंटेनर के शरीर के अंत के खिलाफ घर्षण के कारण होता है। इसके काम करने के तरीके के कारण, इस तकनीक का उपयोग केवल गोल कंटेनरों में किया जा सकता है और उच्च गति की अनुमति देता है।
– स्क्वीज़र। किसी भी प्रकार के कंटेनर के टैब का समर्थन करता है। यह विस्तार से काम करता है। यह आमतौर पर आयताकार कंटेनरों में या गोल वाले से अलग तरीके से उपयोग किया जाता है। इस तकनीक को वास्तव में एक विभेदित उपसमूह माना जा सकता है, जो बदले में काम करने के दो अलग-अलग तरीकों में विभाजित होता है:
– तह करके – या शुद्ध “स्क्वीज़र” द्वारा भी कहा जाता है। निकला हुआ किनारा शरीर के किनारे को कुछ बाहरी जबड़ों पर मोड़कर बनता है जो इसे गले लगाते हैं, कुछ विस्तारक शीट जो खुलते हैं। चित्र संख्या 7 देखें।
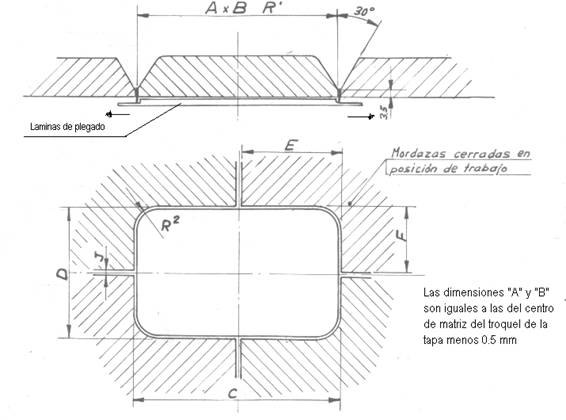
चित्र संख्या 7: “स्क्वीज़र” द्वारा टैब किया गया
– एक मिश्रित टूलींग के माध्यम से, जो तह की तकनीक को जोड़ती है – विस्तार – कंटेनर के चार सीधे किनारों पर शीट्स द्वारा और चार कोनों पर बफर। यह टैब को उसके प्रोफाइल में एक समान नहीं बनाता है। इसके सीधे भागों में, त्रिज्या छोटी होती है और निकला हुआ किनारा क्षैतिज की ओर झुकता है, जबकि कोनों में त्रिज्या अधिक होती है और निकला हुआ किनारा छोटा होता है और एक निश्चित झुकाव के साथ होता है। यह गुणवत्ता की तुलना में उपस्थिति की अधिक समस्या का प्रतिनिधित्व करता है। यदि निकला हुआ किनारा अच्छी तरह से आकार का है, तो परिधि के साथ ये आकार भिन्नताएं बंद होने से आगे नहीं बढ़ती हैं। दोनों प्रणालियों में से यह सर्वोत्तम है।
दोनों ही मामलों में आप कंटेनर के साथ क्षैतिज या लंबवत स्थिति में काम कर सकते हैं। आकृति 8 को एक क्षैतिज मिश्रित निकला हुआ किनारा के उदाहरण के रूप में देखें। फ़्लैंजिंग के इन रूपों के साथ गति हमेशा टैम्पोन या “स्पिन” द्वारा हासिल की गई गति से कम होती है, लेकिन आयताकार कंटेनरों में गुणवत्ता फ़्लैंज प्राप्त करने के लिए यह सबसे अच्छी तकनीक है।

चित्र संख्या 8: मिश्रित फ्लेंजर – “टैम्पोन स्क्वीज़र” – क्षैतिज
 उत्पाद तकनीकी शीट: “तीन-टुकड़ा” पैकेजिंग
उत्पाद तकनीकी शीट: “तीन-टुकड़ा” पैकेजिंग
 को घेर लिया
को घेर लिया
 सज्जित कंटेनर
सज्जित कंटेनर
 सॉसेज कंटेनरों के लिए बंदूकें
सॉसेज कंटेनरों के लिए बंदूकें
 उत्पाद तकनीकी शीट: सॉसेज कंटेनर
उत्पाद तकनीकी शीट: सॉसेज कंटेनर
 शीर्ष पर कर्ल
शीर्ष पर कर्ल
 धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
 डबल सीलिंग पर बॉटम या कवर के विंग का प्रभाव
डबल सीलिंग पर बॉटम या कवर के विंग का प्रभाव
 नोकदार एरोसोल डोम के लिए आयाम
नोकदार एरोसोल डोम के लिए आयाम
 वैक्यूम सीलिंग के लिए लिड्स-बॉटम्स में नॉचेस
वैक्यूम सीलिंग के लिए लिड्स-बॉटम्स में नॉचेस



0 Comments