

सारांश
समापन प्रक्रिया धातु और पैकेजिंग उद्योग के लिए महत्वपूर्ण है। यहां हम विनिमेय घटकों के साथ एक अच्छा समापन प्राप्त करने के लिए आवश्यक आवश्यकताओं को विकसित करते हैं, विश्लेषण करते हैं कि ये क्या हैं और उन्हें कैसे वातानुकूलित किया जाना चाहिए।
परिचय और आवश्यकताएँ
परिचय:
एक ऐसा कार्य किया जाना है जो धातु उद्योग और पैकर्स के लिए सामान्य है। यह कंटेनर के शरीर के उसके संबंधित ढक्कन और तली के साथ बंद होने या मिलन का एहसास है। यह सुनिश्चित करने के लिए कि यह कार्य पर्याप्त परिस्थितियों में किया जाता है, और समान और सुरक्षित गुणवत्ता स्तर बनाए रखता है, सिफारिशों और मानकों की एक श्रृंखला तेजी से लागू की जाती है, शुरुआत में प्रत्येक देश में राष्ट्रीय स्तर पर, लेकिन जो धीरे-धीरे पूरे देश में अंतरराष्ट्रीय बन गई हैं। नियामक एजेंसियों। इस लेख में हम इन सिफारिशों के मुख्य निष्कर्षों का सारांश प्रस्तुत करते हैं।
इस कार्य में उत्पादों और प्रसंस्कृत खाद्य पदार्थों के लिए कंटेनरों और फंडों की खरीद में लागू करने के लिए अनुशंसित विनिर्देश शामिल हैं। यहां दर्शाया गया डेटा दुनिया भर के प्रमुख धातु उद्योगों द्वारा स्वीकार किया जाता है।
इन विशिष्टताओं के अनुप्रयोग से निर्माताओं द्वारा आपूर्ति किए गए कंटेनरों के दोहरे समापन से संबंधित हर चीज में विनिमेयता समझौते को परिभाषित करना संभव हो जाता है। यद्यपि यहां वर्णित आयाम और सहनशीलताएं काफी यथार्थवादी हैं, उनका अंधाधुंध उपयोग सामान्य समायोजन लागू करके समान परिणाम सुनिश्चित नहीं करता है। ऐसे कुछ माप हैं जिनमें एक सर्वसम्मत मानदंड तक पहुंचना मुश्किल है, जैसे निचले बेसिन की त्रिज्या, या उसी के कर्ल के अंदर न्यूनतम व्यास, जहां विभेदित मान प्रस्तुत किए जा सकते हैं, जो विशिष्ट समायोजन को जन्म देते हैं .
आवश्यकताएं:
जिस खाद्य उत्पाद के लिए उनका इरादा है उसे भरने, पैकेजिंग और वितरण करने के लिए कंटेनरों और बॉटम्स का निर्माण, पैकेजिंग और परिवहन सबसे उपयुक्त तरीके से किया जाना चाहिए।
निम्नलिखित सीमाओं के अधीन, भरने, बंद करने, कन्वेयर और पैकेजिंग उपकरण में प्रत्येक निर्माता से घटकों की अदला-बदली सुनिश्चित करने के लिए समापन मशीनों के लिए कंटेनर, ढीले तल और समापन उपकरण का आकार होना चाहिए:
1- सीमर के दिए गए मॉडल के लिए, किसी भी प्रकार के सभी कंटेनर व्यास और बॉटम्स को सामान्य सीमिंग मैंड्रेल और रोलर्स का उपयोग करके बंद नहीं किया जा सकता है।
2- दोनों घटकों के आयामों और मशीन के समायोजन में भिन्नता के कारण, अनुशंसित मानकों के भीतर भी, यह गारंटी देना संभव नहीं है कि विभिन्न आपूर्तियों के बीच समायोजन करना आवश्यक नहीं है, यहां तक कि के मामले में भी वही सप्लायर. हालाँकि, यह माना जाता है कि इन मानकों का पालन यह सुनिश्चित करेगा कि समायोजन की आवश्यकता कम से कम हो।
3- सीलिंग मशीन का आपूर्तिकर्ता कंटेनर और फंड के किसी भी संयोजन के लिए मशीन और उसके सेट-अप का अनुशंसित समायोजन प्रदान करेगा। यह सलाह दी जाती है कि बाद में, जब समस्याएँ उत्पन्न हों, तो ट्यून-अप प्रक्रिया को यह सुनिश्चित करने के लिए आधार के रूप में उपयोग किया जाना चाहिए कि मशीन सेटअप सही है।
आयामी लक्ष्य और सहनशीलता
उस समय, इस कार्य में सूचीबद्ध मानकों के लिए निर्माताओं द्वारा निम्नलिखित समझौते अपनाए गए थे:
– 1: ” उद्देश्य” कमोबेश उनकी सहनशीलता के साथ। प्राप्त किया जाने वाला “लक्ष्य” आयाम वह मान है जिसे प्रत्येक पैरामीटर के लिए आदर्श माना जाता है। यह “लक्ष्य” मान नाममात्र डेटा द्वारा परिभाषित किया गया है। किसी भी लॉट में 99.7% कंटेनर या बॉटम्स (नोट देखें), संकेतित सहनशीलता के भीतर होने चाहिए। इस श्रेणी में सभी मापों का माध्य बताए गए “लक्ष्य” मान पर या उसके करीब होना चाहिए। खाली कंटेनर की ऊंचाई के मामले में, जहां परिभाषित सहनशीलता प्लस या माइनस 0.50 मिमी है, सभी मापों का औसत लक्ष्य माप के प्लस या माइनस 0.13 मिमी के भीतर होने की उम्मीद है।
– 2: स्थापित फ़ील्ड (“लक्ष्य” नहीं)। किसी भी बैच में 99.7% कंटेनर या फंड (नोट देखें), स्थापित फ़ील्ड के भीतर होने चाहिए। यह क्षेत्र सहनशीलता द्वारा सीमांकित है।
– 3: न्यूनतम मूल्य. किसी भी लॉट में उत्पाद का 99.7% (नोट देखें), स्थापित न्यूनतम मूल्य पर या उससे ऊपर होना चाहिए।
– 4: “उत्तीर्ण/असफल” फ़ील्ड। किसी भी बैच में 99.7% उत्पाद (नोट देखें), स्थापित “गो/नो गो” आयामों के भीतर होना चाहिए।
– सहनशीलता के बिना दर्शाए गए आयाम केवल संदर्भ के लिए शामिल किए गए टूलींग माप हैं।
नोट: लॉट को आपूर्ति या बैच के रूप में परिभाषित किया गया है जिसमें कम से कम 50,000 कंटेनर या 200,000 बॉटम शामिल हैं।
डिब्बे या धातु कंटेनरों के लिए सिलाई मशीनों के लिए खराद का धुरा
सीमर्स का मूल भाग सीमिंग रोलर्स के साथ-साथ मैंड्रेल प्लेट है। यह डिस्क नीचे की ट्रे के आंतरिक भाग को बहुत सटीकता से समायोजित करती है, और एक समर्थन के रूप में कार्य करती है, जिस पर रोलर्स की कार्रवाई के तहत सामग्री को रोल करके – या सिलाई करके बंद कर दिया जाता है।
चक के आयाम नीचे के आयामों से निकटता से जुड़े हुए हैं। इसलिए, यह सुनिश्चित करने के लिए कि एक ही मेन्ड्रेल का उपयोग उसी की क्रमिक आपूर्ति के लिए किया जा सकता है, भले ही वे अलग-अलग आपूर्तिकर्ताओं से हों, उनके बीच विनिमेयता की गारंटी होनी चाहिए, जैसा कि हम पहले ही बता चुके हैं।
मेन्ड्रेल के दो अलग-अलग भाग होते हैं, ऊपरी भाग जिसके माध्यम से इसे सिलाई मशीन से जोड़ा जाता है, जिसका आयाम उपकरण के निर्माता द्वारा परिभाषित किया जाता है, और निचला या सक्रिय भाग उपयोग किए जाने वाले बॉटम्स के माप से जुड़ा होता है। समापन कार्य. चित्र 1 बंद किए जाने वाले कंटेनरों के आधार पर निचले क्षेत्र या मेन्ड्रेल के होंठ की प्रोफ़ाइल को दर्शाता है।
चित्र संख्या 1: मैंड्रेल लिप की प्रोफ़ाइल
उपयोग की जाने वाली धनराशि के आधार पर इस प्रोफ़ाइल का उचित माप संलग्न तालिका में दर्शाया गया है। बंद किए जाने वाले तल के व्यास की परवाह किए बिना, स्तरों की एक श्रृंखला को वास्तव में एकीकृत किया गया है। इस प्रकार वे सामान्य हैं: होंठ “डी” के झुकाव का कोण, उसी “सी” की त्रिज्या और संदर्भ बिंदु “ई” जिस पर इसके व्यास का माप लिया जाना चाहिए। इसलिए, केवल दो परिवर्तनशील आयाम हैं: संदर्भ बिंदु पर होंठ की ऊंचाई “ए” और इसका व्यास “बी”।
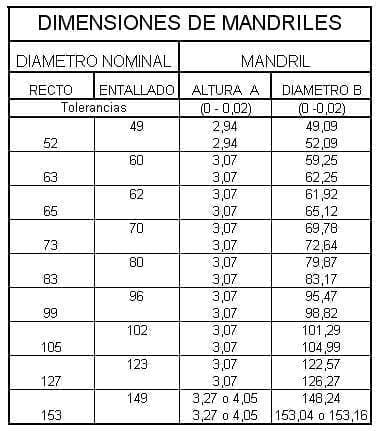
सभी चक व्यासों के लिए सामान्य माप:
संदर्भ बिंदु ऊँचाई E = 1.05 मिमी
मैंड्रेल त्रिज्या C = 1 मिमी +0.00 / -0.05
होंठ कोण D = 4º +/- 10`
इस तालिका में, सबसे आम सीधे कंटेनरों के नाममात्र व्यास को अलग-अलग कॉलम में कम – या नोकदार – सिरों से अलग किया जाता है, क्योंकि सीधे कंटेनर वर्तमान में एक नोकदार छोर वाले कंटेनरों के साथ बाजार में मौजूद हैं।
मैन्ड्रेल लिप की ऊंचाई “ए” छोटे और बड़े व्यासों को छोड़कर, कई व्यासों में स्थिर रहती है। इस अंतिम मामले में – व्यास 153 – बाजार पर अभी भी दो अलग-अलग ऊंचाइयां हैं, जिसका व्यास “बी” के दो अलग-अलग मूल्यों पर प्रभाव पड़ता है।
निधियों का आयाम
जैसा कि हमने पहले ही कहा है, समान प्रारूप के लिए समापन उपकरणों के एकीकरण की अनुमति देने के लिए, और गुणवत्ता समापन प्राप्त करने के लिए, चाहे पैकेजिंग आपूर्तिकर्ता कोई भी हो, उन सभी आयामों में समान माप बनाए रखना आवश्यक है जो प्राप्ति को प्रभावित करते हैं समापन. इसके लिए निर्माताओं, व्यापार संघों, संगठनों आदि के बीच कई वर्षों से काम किया जा रहा है और आज मानकीकरण का एक अच्छा स्तर हासिल कर लिया गया है।
ड्राइंग नंबर 2 में, पारंपरिक प्रकार के कैनिंग कंटेनरों के गोल तलों के माप को सीमांकित किया गया है, उनमें रिंग के साथ आसानी से खुलने वाले ढक्कन शामिल नहीं हैं। इन उपायों का सम्मान करते हुए, अच्छे परिणामों के साथ पिछले मेन्ड्रेल का उपयोग करना संभव है।
चित्र संख्या 2: समापन से संबंधित फंड के बुनियादी उपाय
यह स्पष्ट किया जाना चाहिए कि क्लोजर को उनके विभिन्न घटकों (बॉडी और बॉटम हुक, क्लोजर ऊंचाई, ओवरलैप,…) के आयामों के आधार पर सात अलग-अलग प्रकारों में वर्गीकृत किया गया है। इनमें सबसे छोटा OIII और सबसे बड़ा IV है। पहला (OIII) बहुत छोटे और कम-जिम्मेदारी वाले कंटेनरों के लिए एक छोटा क्लोजर होगा और अंतिम (IV) बड़े आकार के टिन के लिए होगा। सबसे अधिक उपयोग किए जाने वाले प्रकार OI, I और II हैं, जो सामान्य कंटेनर आकार को कवर करते हैं। ऐसा होता है कि एक ही प्रारूप किसी न किसी प्रकार के क्लोजर के साथ बाजार में पाया जा सकता है। उदाहरण के लिए, OI और I प्रकार में व्यास 73।
यह ध्यान में रखा जाना चाहिए कि क्लोजर के प्रकार को बदलते समय, इससे जुड़े बॉटम के आयाम और बॉडी टैब को भी संशोधित किया जाता है। इसलिए, प्रत्येक उपयोगकर्ता को यह स्पष्ट होना चाहिए कि वे किस प्रकार के क्लोजर का उपयोग करना चाहते हैं और पैकेजिंग आपूर्ति को उससे जोड़ना चाहते हैं।
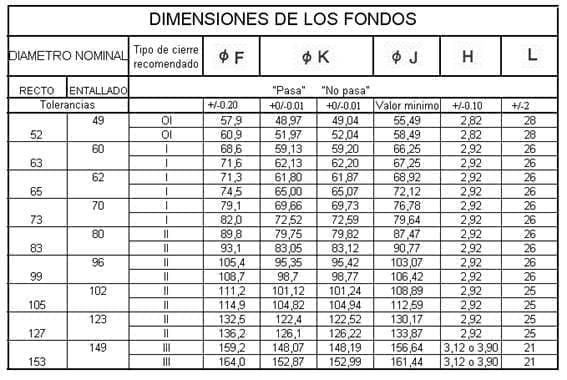
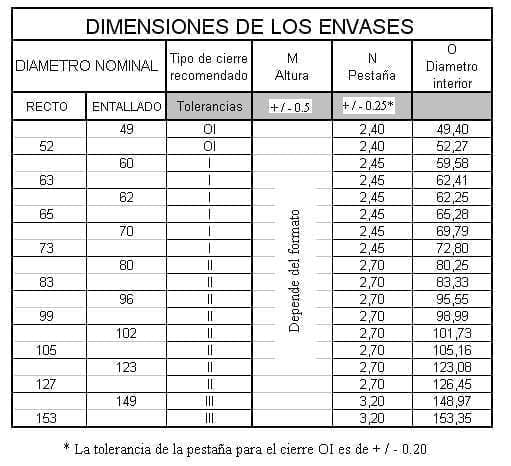
निम्न तालिका घटकों की विनिमेयता प्राप्त करने के लिए मानकीकृत, उनके बंद होने से संबंधित पारंपरिक तलों की माप दिखाती है। तालिका को अधिक जटिल न बनाने के लिए, प्रत्येक मामले में केवल सबसे सामान्य प्रकार के क्लोजर के माप को प्रतिबिंबित किया गया है, जिसे “अनुशंसित प्रकार के क्लोजर” कॉलम में दर्शाया गया है।
जैसा कि मैंड्रेल के मामले में होता है, हमने सीधे कंटेनरों के व्यास और नोकदार सिरों के मूल्यों को अलग किया है। इसलिए, “फिट” कॉलम कंटेनर माप को नहीं बल्कि कम किए गए सिरों को दर्शाता है।
व्यास “एफ”, जो बाहरी है, सीम में निचला हुक बनाने के लिए उपलब्ध सामग्री की मात्रा को परिभाषित करता है, और सीमर के कई हिस्सों (निचले फीडर, सितारे, आदि) के आकार को प्रभावित करता है। यह ढक्कन का एक बुनियादी माप है. सूत्रों की एक श्रृंखला है जो बंद करने वाले तत्वों के विभिन्न आयामों को जोड़ती है, यानी, ढक्कन या निकला हुआ किनारा के साथ खराद का माप। इस प्रकार, उदाहरण के लिए, व्यास “एफ” निम्नलिखित अभिव्यक्तियों के माध्यम से खराद का धुरा “बी” से संबंधित है:
OI प्रकार के समापन के लिए: F = B + 8.76
टाइप I क्लोजर के लिए: एफ = बी + 9.36
टाइप II क्लोजर के लिए: एफ = बी + 9.88
टाइप III क्लोजर के लिए: एफ = बी + 10.92
व्यास ” के” के मामले में, जो चक का समायोजन है, और इसलिए बंद करने के लिए मौलिक है, अधिकतम और न्यूनतम मान व्यक्त किए गए हैं, जो “जाता है”, “नहीं जाता है” के अनुरूप है “इस माप के गुणवत्ता नियंत्रण गेज की। “गो” और “नो गो” कॉलम में प्रतिबिंबित सहनशीलता संबंधित गेज के निर्माण की हैं। संदर्भ बिंदु पर मेन्ड्रेल के व्यास के साथ बांधने का सूत्र निम्नलिखित है:
निचला व्यास 99 तक: “पास” के = बी – 0.12/ “विफल” के = बी – 0.05
99 से अधिक फंड का व्यास: “पास” के = बी – 0.17 / “असफल” के = बी – 0.05
“जे” आयाम, कर्ल के अंदर का व्यास, एक सापेक्ष महत्व है, और इसका उद्देश्य शरीर के निकला हुआ किनारा के साथ हस्तक्षेप को रोकना है। इसीलिए इसका न्यूनतम मान ही परिलक्षित होता है। मेन्ड्रेल के व्यास “बी” के आधार पर “जे” का मान निर्धारित करने का सूत्र चयनित क्लोजर के प्रकार के संबंध में भिन्न होता है, और इस प्रकार है:
OI प्रकार के समापन के लिए: J = B + 6.40
टाइप I क्लोजर के लिए: J = B + 7.00
टाइप II क्लोजर के लिए: जे = बी + 7.60
टाइप III क्लोजर के लिए: जे = बी + 8.40
ऐसा इसलिए है क्योंकि जैसे-जैसे बंद होने का प्रकार बढ़ता है, वैसे-वैसे टैब भी बढ़ता है और इसलिए ढक्कन के पंख के भीतर इसके स्थान के लिए अधिक जगह छोड़ी जानी चाहिए।
बाल्टी ” H ” की ऊंचाई या गहराई, नीचे से तीन समान दूरी वाले बिंदुओं पर मापी जानी चाहिए और तीन रीडिंग का औसत ज्ञात करना चाहिए। यह औसत भी एक बुनियादी आयाम है और निम्नलिखित शर्तों में चक की ऊंचाई से जुड़ा हुआ है:
निचला व्यास 49 और 52: ए = एच + 0.12
अन्य व्यास: ए = एच + 0.15
“एल” आयाम, कर्ल ऊंचाई, मिलीमीटर में इंगित नहीं की जाती है, बल्कि 2″ (50.8 मिमी) में फिट होने वाले बॉटम्स की मात्रा में इंगित की जाती है और इसे गेज से मापा जाता है। इसके पूरक एक अन्य लेख में, इन आयामों को नियंत्रित करने के लिए आवश्यक गेजों के डिजाइन, आयाम और उपयोग के बारे में विस्तार से बताया जाएगा, साथ ही अन्य जिन पर हम नीचे टिप्पणी करेंगे, हालांकि पहले से ही काम में हैं:
– इस मामले में फंड के डायमेंशनल कंट्रोल को काफी हद तक देखा जा सकता है
निधियों में दो माप भी हैं जो सभी व्यासों में स्थिर रहते हैं, ये हैं:
संदर्भ बिंदु ऊंचाई “ई” = 1.05 मिमी
कटोरे की आंतरिक त्रिज्या “जी” = 0.95 मिमी + 0.05/- 0.00
संदर्भ बिंदु “ई” की स्थिति या ऊंचाई नीचे के खराद के समान ही है।
ट्रे “जी” का आंतरिक त्रिज्या पासे के पंच के केंद्र के बराबर है, और इसका मूल्य समापन खराद “सी” की तुलना में 0.05 मिमी कम है, लेकिन सहनशीलता बदल गई है।
पैकेजिंग आयाम
कंटेनर के कुछ उपाय हैं जो बंद करने से संबंधित हैं, वास्तव में केवल तीन:
-ऊंचाई: समापन प्रक्रिया के दौरान सभी कंटेनरों में समान संपीड़न प्रयास प्राप्त करने के लिए, यह पूरे बैच में एक समान होना चाहिए।
– टैब: इसका आयाम बॉडी हुक के माप को परिभाषित करता है, इसलिए इसे नियंत्रित करने के लिए यह एक बहुत ही महत्वपूर्ण मूल्य है।
– आंतरिक व्यास : इसके चरम क्षेत्र में, निकला हुआ किनारा के अनुरूप, यह बंद किए जाने वाले तल और कंटेनर के बीच समायोजन को निर्दिष्ट करता है।
इसलिए घटकों की विनिमेयता प्राप्त करने के लिए उनके मूल्यों को मानकीकृत करना आवश्यक है। ड्राइंग नंबर 3, तीन टुकड़ों वाले घेरे वाले कंटेनर के लिए, उल्लिखित तीन आयाम प्रस्तुत करता है।
चित्र संख्या 3: बंद होने पर घटना के साथ एक कंटेनर का माप
निम्नलिखित तालिका में हम इन उपायों के मूल्यों को दर्शाते हैं, लेकिन पहले निम्नलिखित टिप्पणियाँ करना उचित है:
1º.- बाजार में कंटेनर ऊंचाई की इतनी विविधता है कि उन्हें सूचीबद्ध करना संभव नहीं है, हम केवल उन पर लागू सहनशीलता का संकेत देते हैं। ऊंचाई को उपयुक्त उपकरण से मापा जाना चाहिए – नियंत्रण गेज देखें – और साइड सीम से दूर एक क्षेत्र में।
2º.- टैब की चौड़ाई बंद होने के प्रकार के साथ बदलती रहती है, इसलिए इसका मूल्य इससे जुड़ा होता है। इसे किनारे से 2.5 मिमी स्थित संदर्भ बिंदु से मापा जाना चाहिए। 180º पर दो मापों का औसत, साइड सीम से कम से कम 10 मिमी दूर, मान के रूप में लिया जाएगा।
3º.- कंटेनर का आंतरिक व्यास बंद होने के संबंध में एक महत्वपूर्ण माप नहीं है, हालांकि यह कंटेनर की क्षमता के संदर्भ में है। इसलिए, पहले कारक पर केंद्रित इस कार्य में, हम संदर्भ के रूप में व्यास के मूल्य को इंगित करेंगे, लेकिन सहनशीलता को प्रतिबिंबित किए बिना। एक सामान्य नियम के रूप में, निचला भाग शरीर पर दबाव पड़ने पर थोड़ा फिट होना चाहिए। एक आसान परीक्षण यह है कि एक बार पृष्ठभूमि को उस पर रख दिया जाए, और थोड़ा दबाया जाए, यदि असेंबली को पलट दिया जाए, तो पृष्ठभूमि बाहर नहीं गिरनी चाहिए।
एम्बेडेड कंटेनरों के मामले में, पालन किए जाने वाले मानदंड तीन-टुकड़े वाले डिब्बे के समान ही हैं।
समापन
इसे कंटेनर के शरीर के अंत को उसके तल या ढक्कन के साथ इंटरलॉक करने के परिणामस्वरूप होने वाले संघ के “बंद होने” या “डबल क्लोजर” के रूप में परिभाषित किया गया है। यह संघ डबल सीमिंग या क्लिपिंग प्रक्रिया द्वारा बनाया जाता है, यानी दोहरी सुरक्षा दीवार के साथ। यह बिल्कुल वायुरोधी होना चाहिए.
यह अनुभाग कंटेनर और बॉटम्स के विभिन्न व्यासों के लिए डबल सीलिंग के लिए ऑपरेटिंग मानकों की सिफारिश करता है, साथ ही मापदंडों और उन बिंदुओं का विवरण भी देता है जिन पर उन्हें मापा जाना चाहिए।
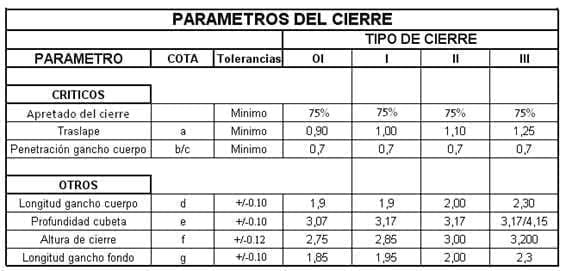
ये पैरामीटर दो श्रेणियों में आते हैं:
महत्वपूर्ण : ये डबल सील के कुछ निश्चित उपाय हैं जिनके मूल्यों तक इसकी उपयुक्तता सुनिश्चित करने के लिए पहुंचा जाना चाहिए।
अन्य: ये वे पैरामीटर हैं जो आलोचकों तक पहुंचने के साधन के रूप में काम करते हैं, लेकिन समापन की गुणवत्ता को नुकसान पहुंचाए बिना उनके माप में एक निश्चित लचीलेपन की अनुमति देते हैं।
जब एक नई सिलाई मशीन खरीदने की बात आती है, तो खरीदार को सिलाई मानक निर्धारित करना होगा जिसे वह आपूर्तिकर्ता को नए उपकरण में लागू करना चाहता है।
जब यह परिभाषित करने की बात आती है कि “महत्वपूर्ण” और “अन्य” सहित, डबल क्लोज में नियंत्रित करने के लिए कौन से महत्वपूर्ण उपाय या मूल्य हैं, तो कुछ मतभेद हो सकते हैं। हम ड्राइंग नंबर 4 में आयामों के रूप में प्रतिबिंबित लोगों का समर्थन करते हैं।
चित्र संख्या 4: एक बंद होने का माप
सीम मापदंडों के मान, तीन-टुकड़े प्रकार के कंटेनरों के मामले में, 2 बजे और 10 मील की स्थिति में दो मापों के औसत के रूप में प्राप्त किए जाएंगे, 12 बजे को साइड सीम स्थिति के रूप में लेते हुए। सॉसेज कंटेनरों के लिए, दो माप 180º पर किए जाएंगे।
सीमाबद्ध मापों के अलावा, गणना द्वारा निर्धारित किए जाने वाले दो मान हैं, दोनों को महत्वपूर्ण माना जाता है, जो हैं:
ए. -सीम मोटाई अनुपात : इसे “सीम जकड़न” के रूप में भी नामित किया गया है। यह सीम की सघनता को मापता है, सैद्धांतिक मोटाई की तुलना वास्तविक मोटाई से करता है, इसमें यौगिक की मोटाई के योगदान को ध्यान में रखता है। इसके लिए सीम की मोटाई उसकी परिधि के सबसे प्रतिकूल बिंदु पर मापी गई। अनुपात की गणना के लिए तीन पूरक मानदंडों का उपयोग किया जा सकता है:
ए.- निम्नलिखित सूत्र को लागू करना:
(3ईएफ + 2ईसी)/वास्तविक मोटाई> 0.8
जिसमें “ef” नीचे की मोटाई है, और “ec” शरीर की दीवार की मोटाई है।
इस सूत्र को कहा जा सकता है: “बाड़े की पांच दीवारों की मोटाई, वास्तविक मोटाई से विभाजित होने पर भागफल 0.7 से अधिक होनी चाहिए”।
बी.- इस अन्य सूत्र को लागू करना:
वास्तविक मोटाई = (3 ईएफ + 2ईसी + 0.15) +/- 0.05
0.15 मिलीमीटर “मुक्त स्थान” का मान है, जिसे रबर गैसकेट द्वारा भरा जाना चाहिए।
सी.- बॉटम हुक रिंकल्स का मूल्यांकन।
क्लोजर की पीढ़ी में, हुकों में हमेशा झुर्रियाँ होती हैं, विशेष रूप से निचले हुक में, जो सबसे अधिक सामग्री को अंदर की ओर खींचता है। निचले हुक की ऊंचाई – जिसे लंबाई भी कहा जाता है – जो सिलवटों से मुक्त है, क्लोजर की जकड़न का सूचक है। जकड़न की यह डिग्री (या बंद होने की जकड़न) को झुर्री-मुक्त तल के हुक की लंबाई के रूप में दर्शाया जाता है, जिसे उक्त हुक की कुल लंबाई के प्रतिशत के रूप में व्यक्त किया जाता है। इस सूचक को मापा नहीं जा सकता है, इसका आकलन दृष्टिगत रूप से किया जाना चाहिए, और चूंकि यह एक व्यक्तिपरक मूल्यांकन है, इसलिए इसका सही मूल्यांकन करने के लिए एक निश्चित मात्रा में अनुभव की आवश्यकता होती है। जब हुक पर कोई झुर्रियाँ नहीं होती हैं, तो जकड़न 100% होती है और जब झुर्रियाँ हुक की पूरी ऊंचाई पर होती हैं, तो यह 0% होती है। इसका न्यूनतम मूल्य 75% होना चाहिए, हमेशा निचले हुक पर सबसे खराब बिंदु का जिक्र करते हुए, पार्श्व वेल्ड संयुक्त क्षेत्र के दोनों किनारों पर विशेष ध्यान देना चाहिए।
तीन प्रक्रियाओं में से कोई भी मान्य है, हालांकि सबसे पारंपरिक और उपयोग किया जाने वाला निचला हुक के अंदर झुर्रियों द्वारा मूल्यांकन है। पहले दो मामलों में माप मिलीमीटर में किया जाएगा।
बी.- शरीर हुक का प्रवेश . अभिव्यक्ति के अनुसार, बॉडी “बी” के हुक की लंबाई और क्लोजर “सी” के अंदर की लंबाई के बीच संबंध निर्धारित करें
प्रवेश = बी/सी> 0.7
निम्न तालिका इस कार्य में उल्लिखित समापन के प्रकारों के लिए, इन मापदंडों के अनुशंसित मूल्यों को “महत्वपूर्ण ” और ” अन्य” में विभाजित करती है।
इन मापों को नियंत्रित करने के लिए, विशिष्ट गेजों की एक श्रृंखला का उपयोग करना आवश्यक है, जो इस एक अन्य पूरक लेख का विषय होगा।
इस कार्य को साकार करने के लिए निम्नलिखित सामग्री को ध्यान में रखा गया है:
– “एसईएफईएल” मानक (लाइट मेटल पैकेजिंग के निर्माताओं का यूरोपीय सचिवालय)
– एमपीएमए (मेटल पैकेजिंग मैन्युफैक्चरर्स एसोसिएशन) द्वारा तैयार “खुले शीर्ष प्रसंस्कृत खाद्य डिब्बे के लिए अनुशंसित उद्योग विनिर्देश”
 पैकेजिंग उद्योग में एक सफल नवाचार रणनीति के लिए तीन आवश्यक तत्व
पैकेजिंग उद्योग में एक सफल नवाचार रणनीति के लिए तीन आवश्यक तत्व
 गले में झुर्रियाँ: कारण, परिणाम और समाधान
गले में झुर्रियाँ: कारण, परिणाम और समाधान
 ट्यूना को जीवाणुरहित करने के लिए आटोक्लेव को कैसे समायोजित किया जाता है?
ट्यूना को जीवाणुरहित करने के लिए आटोक्लेव को कैसे समायोजित किया जाता है?

ढक्कन पर बाल्टी क्या है?
 एक कंटेनर का रेडियल प्रतिरोध क्या है?
एक कंटेनर का रेडियल प्रतिरोध क्या है?
 कंटेनर का अक्षीय प्रतिरोध क्या है?
कंटेनर का अक्षीय प्रतिरोध क्या है?
 धातु कंटेनर सीलर्स: संचालन, विनियमन और रखरखाव
धातु कंटेनर सीलर्स: संचालन, विनियमन और रखरखाव
 आयताकार कंटेनरों की दोहरी सीलिंग
आयताकार कंटेनरों की दोहरी सीलिंग
 दोहरी सीलिंग के उपाय
दोहरी सीलिंग के उपाय
 वैक्यूम सीलिंग के लिए लिड्स-बॉटम्स में नॉचेस
वैक्यूम सीलिंग के लिए लिड्स-बॉटम्स में नॉचेस



0 Comments