
आकार, इसके निष्पादन के लिए उपकरण, और धातु की गर्दन की असेंबली के लिए आवश्यक ड्रिलिंग के लिए गुणवत्ता नियंत्रण।
परिचय
औद्योगिक उत्पादों को शामिल करने के इरादे से कंटेनरों में, उन्हें एक गर्दन या टोंटी प्रदान करना आम है जो उनके खाली होने की सुविधा प्रदान करता है। यह विशेष रूप से उपयोगी होता है जब निहित उत्पाद एक तरल जैसे विलायक, एक वार्निश होता है…
यह गर्दन एक स्टॉपर से ढकी होती है जो उपयोग से पहले इसकी अनुल्लंघनीयता सुनिश्चित करने के लिए गारंटी सील के रूप में भी कार्य करती है। बाजार द्वारा उपयोग किए जाने वाले नेक और प्लग के प्रकार बहुत विविध हैं। धातु, प्लास्टिक, मिश्रित आदि हैं। लेकिन सभी मामलों में कंटेनर के ढक्कन में एक छिद्र बनाना हमेशा जरूरी होता है जो इस गर्दन को रखने और इसे तय करने की अनुमति देता है।
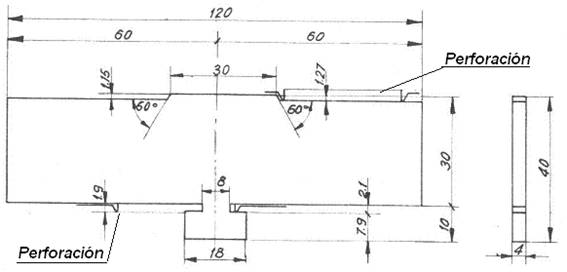
अगर नेक/प्लग प्लास्टिक से बना है, तो इसे आमतौर पर प्रेशर फिट के माध्यम से छेद में बांधा जाता है। इसके विपरीत, यदि यह गर्दन धात्विक है – टिनप्लेट – इसके फिक्सिंग के लिए वेल्डिंग का उपयोग किया जाता है। मेटल नेक/कैप वाले कंटेनर का एक उदाहरण ड्राइंग नंबर 1 में दिखाया गया है:
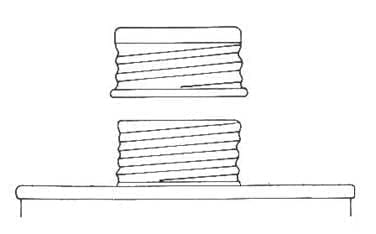
चित्र संख्या 1: धातु की गर्दन से सुसज्जित कंटेनर का अंत
मिश्र धातु वेल्डिंग
यह वेल्डिंग स्पॉट वेल्डिंग द्वारा विद्युत रूप से किया जा सकता है, या अधिक सामान्यतः, कंटेनर के ढक्कन पर बने छिद्र पर गर्दन के फिक्सिंग क्षेत्र में टिन-लीड मिश्र धातु जोड़कर। यह अंतिम मिश्रधातु एक इंजेक्टर नोजल से युक्त उपकरण के माध्यम से पिघला हुआ लगाया जाता है जो कवर-गर्दन संयुक्त क्षेत्र के बाहरी बिंदु पर तरल मिश्र धातु के एक जेट को जमा करता है। यह नोज़ल एक स्प्रिंग से लदी आंतरिक सुई की क्रिया से खुलता या बंद होता है और जो विद्युत चुम्बक के माध्यम से या वायवीय प्रणाली द्वारा सक्रिय होता है। नोज़ल तब सक्रिय होता है जब एक संवेदक सिर के माध्यम से गर्दन के साथ एक कंटेनर की उपस्थिति का पता लगाया जाता है।
उपकरण अनुप्रयोग की तुलना में एक उच्च तल पर स्थित एक मिश्र धातु जमा के साथ पूरा होता है और जिसे प्रतिरोधों द्वारा गर्म किया जाता है। मिश्र धातु गुरुत्व द्वारा एक नाली के माध्यम से बहती है जो नोजल के साथ संचार करती है। इस नाली को विद्युत प्रतिरोधों और तापीय रूप से पृथक करके गर्म रखा जाना चाहिए ताकि मिश्र धातु तरल बनी रहे। जब गतिविधि समाप्त हो जाती है, तो इसे मुक्त रखने के लिए सर्किट को शुद्ध किया जाना चाहिए।
सोल्डर चलाने और पूरे क्षेत्र को सील करने के लिए, पहले एक स्ट्रिपर को लागू करना आवश्यक है। यह पिछले नोजल के माध्यम से भी किया जाता है जिसमें प्रवाह एक टैंक से दबाव में आता है और मिश्र धातु के साथ उपयोग की जाने वाली प्रणाली द्वारा अंतःक्रियात्मक रूप से लागू होता है। पूरा सेट एक कन्वेयर पर स्थापित है जिसके माध्यम से कंटेनर चलते हैं।
इसके बाद, कंटेनरों को गैस बर्नर की एक बैटरी के नीचे से गुजारा जाता है जो वेल्डिंग क्षेत्र में गर्मी लगाकर मिश्र धातु को पिघला देता है। केशिकात्व के कारण, पिघला हुआ टिन गर्दन-वेध जंक्शन क्षेत्र में फैलता है, छेद के काटने वाले किनारे को कवर करता है जहां उजागर स्टील होता है और जो ऑक्सीकरण की समस्या पेश कर सकता है।
ड्रिलिंग
ढक्कन पर छेद तैयार करने के लिए जो बाद में गर्दन को घर देगा, आप इसका सहारा ले सकते हैं:
– 1º: ढक्कन निर्माण पर शामिल कुछ टुकड़े मर जाते हैं जो छिद्रित और अनुरूप होते हैं।
– दूसरा: ढक्कन के निर्माण के बाद इस ऑपरेशन को करें, सामान्य बॉटम्स से शुरू करते हुए, बॉटम फीडर से लैस प्रेस पर लगे एक विशेष टूल के साथ इसे पूरा करें।
पहला विकल्प अधिक किफायती है क्योंकि यह दूसरे ऑपरेशन से बचता है, लेकिन दूसरा अधिक लचीला है क्योंकि एक ही उपकरण का उपयोग विभिन्न आकारों के कवर के लिए किया जा सकता है।
हम इस छेद को दूसरे मामले के लिए वैध बनाने के लिए उपकरणों के एक उदाहरण का वर्णन करेंगे।
टिन-लेड मिश्र धातु द्वारा ढक्कन में वेल्डेड एक धातु की गर्दन को समायोजित करने के लिए छिद्र में आमतौर पर आकार होता है जिसे चित्र 2 में देखा जा सकता है। इसमें बाहरी बाहरी स्कर्ट के साथ एक छिद्र होता है। संभव काटने गड़गड़ाहट इस स्कर्ट के भीतरी किनारे पर स्थित है।
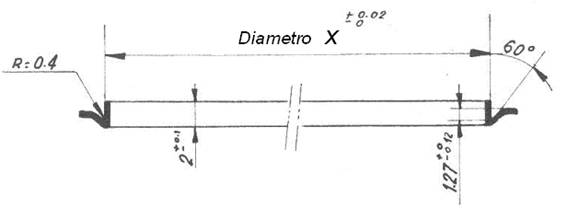
चित्र संख्या 2: धात्विक गर्दन के लिए वेध
आवास X का बाहरी व्यास इसके आधार पर गर्दन के आंतरिक व्यास से 0.40 मिमी कम होना चाहिए। नेक नेक इसे वेध के त्रिज्या 0.4 के बाहरी खांचे में रखता है
औजार
वेध करने के लिए मरना बहुत सरल है। एक उदाहरण चित्र 3 में दिखाया गया है। यह अपने पंच धारक I के साथ एक काटने वाले पंच ए के ऊपरी हिस्से में बनता है, पेंच ए के माध्यम से जुड़ जाता है। पंच का काटने का व्यास, ड्राइंग नंबर 2 में परिलक्षित प्रकार के छिद्र के लिए, लगभग है 4 मिमी… इसके व्यास X से कम। पंच धारक के अंदर का व्यास X मान के साथ मेल खाता है।
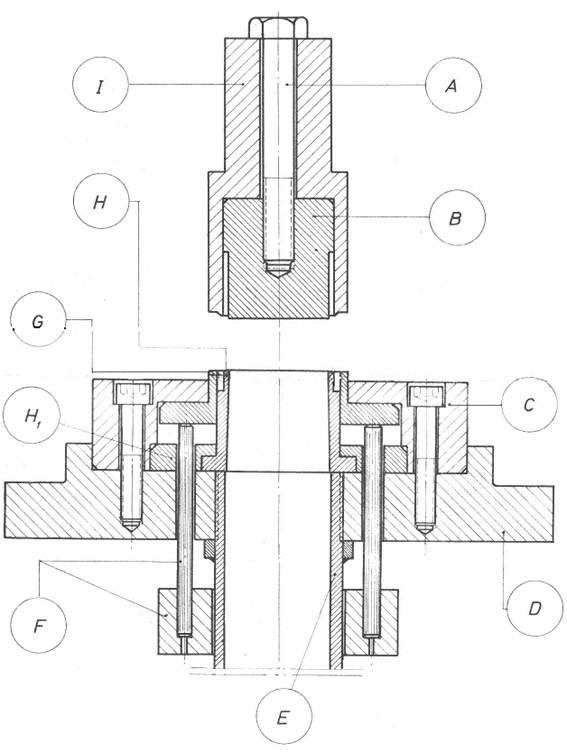
चित्र संख्या 3: धात्विक गर्दन के लिए वेध
निचला हिस्सा इसकी फिक्सिंग रिंग H1, एक पुशर रिंग G, एक टुकड़ा C के साथ एक ब्लेड H से बना होता है, जो असेंबली को आधार D और एक कम दबाव प्रणाली के लिए रखता है।
ब्लेड एच के बाहरी व्यास का मान, जो छिद्र के अंदर धातु को गेज करता है, एक्स माइनस के बराबर होना चाहिए जो टोपी की धातु की मोटाई का दो गुना है। स्नैप रिंग जी के अंदर का व्यास एक्स प्लस 5 मिमी है। बाकी उपायों को संकेतित लोगों के अनुपात में परिभाषित किया गया है।
विभिन्न टुकड़ों के निर्माण के लिए उपयोग की जाने वाली सामग्री के लिए, यह उच्च क्रोमियम सामग्री के साथ – गैर-विकृत – उपकरण स्टील होगा। जो लोग टिन के संपर्क में हैं, उन्हें 60-62 एचआरसी के क्रम की कठोरता के साथ इलाज किया जाना चाहिए, पंच को छोड़कर, जो थोड़ा नरम होगा। बाकी सस्ता स्टील का हो सकता है।
क्यूए
वेध को उचित साधनों से बार-बार नियंत्रित किया जाना चाहिए। इसके लिए, एक नमूना नियंत्रण योजना स्थापित की जाएगी और उनके व्यास और ऊंचाई को सत्यापित करने के लिए दो गेज का उपयोग किया जाएगा।
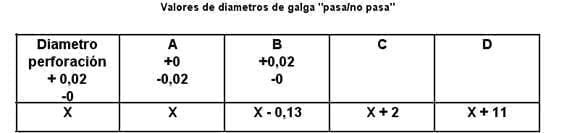
चित्रा 4 एक साधारण “गो-नो गो” गेज दिखाता है जो छिद्र के बाहरी व्यास एक्स की जांच के लिए बहुत मान्य है।
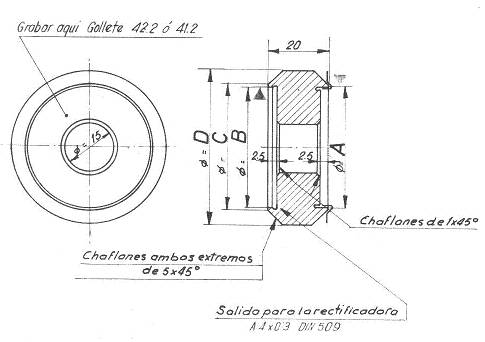
चित्रा संख्या 4: ड्रिलिंग व्यास नियंत्रण के लिए गेज
सत्यापित किए जाने वाले एक्स मान के संबंध में इसे आयाम देने के लिए, निम्न तालिका में दर्शाए गए मानों का उपयोग किया जा सकता है:
 वेध की स्कर्ट की ऊंचाई और कवर पैनल के संबंध में इसकी असमानता को नियंत्रित करने के लिए, एक गेज का उपयोग किया जा सकता है जैसा कि ड्राइंग नंबर 5 में दिखाया गया है।
वेध की स्कर्ट की ऊंचाई और कवर पैनल के संबंध में इसकी असमानता को नियंत्रित करने के लिए, एक गेज का उपयोग किया जा सकता है जैसा कि ड्राइंग नंबर 5 में दिखाया गया है।
चित्र संख्या 5: ड्रिलिंग ऊंचाइयों का नियंत्रण गेज
टिप्पणी
प्लास्टिक स्पाउट्स/स्पाउट्स को घर में रखने के उद्देश्य से किए गए छेदों के लिए, संबंधित संशोधनों के साथ, उजागर किए गए समान उपकरणों का उपयोग किया जा सकता है।
इस वेबसाइट पर प्लास्टिक नेक पर अन्य कार्य भी हैं।
 DWI टू-पीस कंटेनर
DWI टू-पीस कंटेनर
 प्लास्टिक नेक की असेंबली
प्लास्टिक नेक की असेंबली
 धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
 डबल सीलिंग पर बॉटम या कवर के विंग का प्रभाव
डबल सीलिंग पर बॉटम या कवर के विंग का प्रभाव
 एक कवर की मानक लागत की गणना
एक कवर की मानक लागत की गणना
 बॉटम-कवर के कट का निर्धारण
बॉटम-कवर के कट का निर्धारण
 नोकदार एरोसोल डोम के लिए आयाम
नोकदार एरोसोल डोम के लिए आयाम
 पेंट कंटेनर क्लोजर
पेंट कंटेनर क्लोजर
 Ø99 बैक-टॉप प्रोफ़ाइल का विकास
Ø99 बैक-टॉप प्रोफ़ाइल का विकास
 एलआईडीएस के लिए टिनप्लेट विशिष्टता
एलआईडीएस के लिए टिनप्लेट विशिष्टता



0 Comments