
सारांश
पेंट आदि रखने के लिए कंटेनरों में उपयोग किए जाने वाले डबल फ्रिक्शन स्टॉपर – या डबल क्लोजर – के निर्माण के लिए आवश्यक संचालन, साथ ही उनके उपकरणों का विवरण।
प्रस्तावना
घर में उपयोग किए जाने वाले पेंट और अन्य उत्पादों को डिब्बे में पैक करना आम बात है, जिसमें ढक्कन बंद करके उन्हें कई बार उपयोग करने की अनुमति मिलती है। एक विशिष्ट उदाहरण घर्षण-समापन करने वाले कंटेनर हैं, जिनके बाजार में विभिन्न प्रकार उपलब्ध हैं।
हम इस वेबसाइट पर प्रकाशित अन्य कार्यों में पहले ही इस मुद्दे से निपट चुके हैं। विशेष रूप से विभिन्न प्रकार के घर्षण बंदों के बारे में, आप लेख पढ़ सकते हैं:
अब हम इन क्लोजर में उपयोग की जाने वाली विशेषताओं के साथ स्टॉपर के निर्माण के तरीके और तरीके पर ध्यान केंद्रित करेंगे। विशेष रूप से, एक डबल-वॉल क्लोजर कैप, जिसे डबल फ्रिक्शन (डीएफ) कहा जाता है। इसके बारे में यहां दिए गए विवरण कार्य को जारी रखते हैं और पूरक बनाते हैं:
जिसमें उन्होंने विकसित किया, उन्हीं शर्तों में जो हम यहां स्टॉपर के लिए करेंगे, इस प्रकार के क्लोजर के लिए रिंगों के निर्माण के लिए आवश्यक संचालन और डाई-कटिंग। दूसरे शब्दों में, दोनों नौकरियों को एक में एकीकृत किया जा सकता है।
औजार
डबल फ्रिक्शन प्लग के निर्माण के लिए इसे दो चरणों या ऑपरेशनों में विभाजित करना आवश्यक है, जिसका उद्देश्य निम्नलिखित है:
– पहला ऑपरेशन: स्टॉपर की एक रूपरेखा को काटें और एम्बेड करें
– दूसरा ऑपरेशन: इसकी संरचना को पूरा करें और अंतिम माप निर्धारित करें
जैसा कि रिंगों के मामले में होता है, ये दोनों ऑपरेशन ट्रांसफर प्रेस में या डबल इफेक्ट प्रेस में भी किए जा सकते हैं, लेकिन सबसे सरल और सबसे किफायती तरीका इन्हें दो साधारण स्वान नेक प्रेस पर करना है। पहला सामग्री बैंड के लिए एक गोदाम से सुसज्जित है, और दूसरा एकात्मक भागों फीडर के साथ सुसज्जित है।
पहला ऑपरेशन
प्लग को रिंग में पूरी तरह फिट होना चाहिए, इसलिए इसमें “U” आकार होता है जो रिंग के अंदर फिट होता है। अत: इस क्षेत्र में दोनों के आयाम आपस में जुड़े हुए हैं। उपरोक्त कार्य में:
संबंध संगत ऊंचाइयों के माध्यकों में दर्शाए गए हैं।
चित्र 1 पहले प्लग ऑपरेशन की प्रोफ़ाइल का एक भाग दिखाता है, जिसे हमने एक उदाहरण के रूप में लिया है। इसमें दो प्रकार के आयाम दिखाई देते हैं, कुछ एक अक्षर के रूप में, जो व्यास के अनुरूप होते हैं जो कंटेनर के आकार के आधार पर बदलते हैं, और अन्य का मूल्य मिलीमीटर में होता है, जो टुकड़े की ऊंचाई का संदर्भ देता है। उत्तरार्द्ध ½ और 1 लीटर के बीच की क्षमता वाले कंटेनर प्रारूपों के लिए उपयुक्त हैं। बड़े या छोटे कैन व्यास के लिए, ये ऊंचाइयां आनुपातिक रूप से भिन्न होंगी, जैसे कि रिंगों के मामले में।
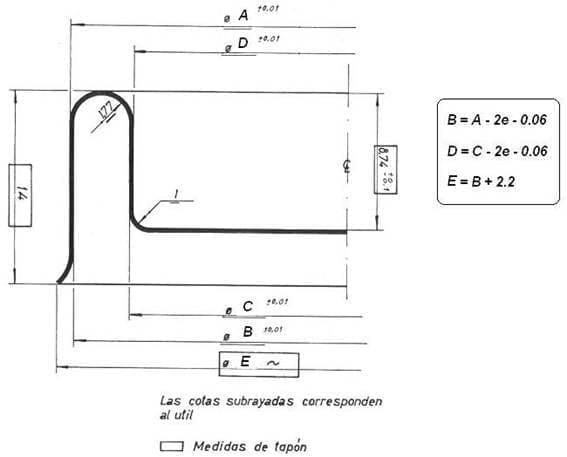
चित्र संख्या 1: डीएफ प्लग के पहले ऑपरेशन का अनुभाग
ड्राइंग में, विभिन्न आयाम, कुछ को एक आयत के भीतर हाइलाइट किया गया है, वे तैयार टुकड़े को संदर्भित करते हैं, अन्य को केवल रेखांकित किया गया है और सहनशीलता के साथ, ये उपकरण के माप हैं और एक दूसरे से उनका संबंध फार्मूला बॉक्स में परिलक्षित होता है जो साथ आता है ड्राइंग नंबर 1. ऊंचाई में जो औसत दर्शाया गया है, जो प्रति टुकड़ा है, उसे लगभग 100 मिमी के कंटेनर व्यास के लिए उचित मान के रूप में लिया जाना चाहिए।
टोपी के निर्माण के लिए आवश्यक कट व्यास, ड्राइंग के व्यास ए से लगभग 28 से 32 मिमी अधिक है, कंटेनर के प्रारूप के साथ बदलता रहता है, सभी ½ और 1 लीटर के बीच की क्षमता के लिए। जैसा कि पहले ही उल्लेख किया गया है, डबल क्लैस्प के “यू” की चौड़ाई रिंग के आयाम से परिभाषित होती है, और आमतौर पर लगभग 6 मिमी होती है। “यू” में धातु की वक्रता की त्रिज्या घर्षण व्यास के मूल्यों से परिभाषित होती है, चित्र 1 देखें
चित्र 2 इस टोपी के लिए पासे का एक उदाहरण प्रस्तुत करता है। हम इसकी विशेषताओं पर संक्षेप में टिप्पणी करेंगे क्योंकि यह एक बहुत ही पारंपरिक उपकरण है।
यह पासा निम्नलिखित अनुक्रमिक क्रियाएं करता है:
– स्ट्रिप मैगज़ीन से प्रेस को भेजी गई स्ट्रिप से एक धातु डिस्क को काटता है
– स्टॉपर की घर्षण दीवारों को एम्बेड करें
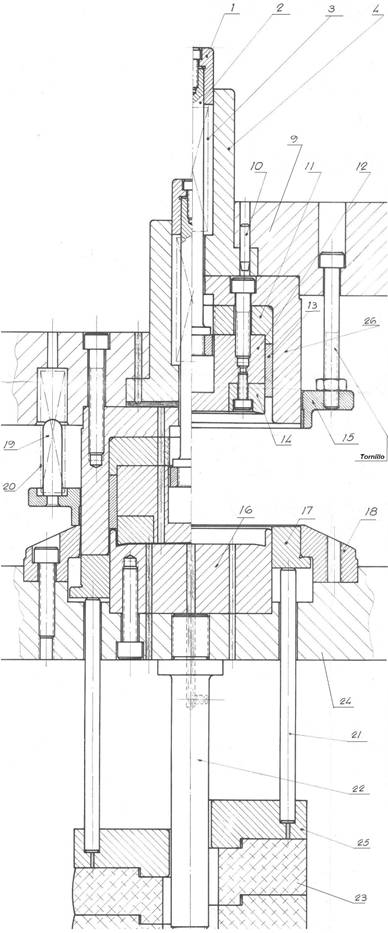
चित्र संख्या 2: डीएफ कैप्स के पहले ऑपरेशन के लिए डाई
चूंकि यह एक डाई है जो काटने का काम करती है, इसलिए यह सलाह दी जाती है कि इसे निर्देशित किया जाए, इससे कट की गुणवत्ता और पंच, ब्लेड और इसे बनाने वाले अन्य भागों का जीवन सुनिश्चित होगा। यह बॉटम्स बनाने के लिए एक उपकरण के समान है, जिसमें केंद्र एक गहरी रेखा उत्पन्न करता है, और बाहरी दीवार – निकला हुआ किनारा कर्ल – बहुत बड़ा होता है। दूसरे ऑपरेशन के प्रदर्शन को सुविधाजनक बनाने के लिए, बाहरी कटिंग एज को थोड़ा घुमावदार छोड़ा जाना चाहिए, चित्र 1 देखें, इस प्रकार उक्त ऑपरेशन में बाहरी कर्ल अच्छी तरह से शुरू हो जाएगा।
“यू” की दीवारों के आयामों का पहले और दूसरे ऑपरेशन दोनों में समान मूल्य होगा। इन दीवारों को बनाने वाले व्यासों के निर्माण के नियम को देखने के लिए, हम फिर से कार्य का संदर्भ लेते हैं:
जैसा कि रिंग के मामले में पहले ही कहा गया है, उपकरण के हिस्सों को आकार देते समय यह ध्यान में रखा जाना चाहिए कि उपकरण माप के संबंध में, प्लग की लोच के कारण हमेशा थोड़ी सी विकृति उत्पन्न होती है। यह सबसे ऊपर घर्षण दीवारों के व्यास में होता है। चूंकि एक प्रभावी सील बनाए रखने के लिए रिंग और स्टॉपर के बीच फिट बहुत सटीक होना चाहिए, सामग्री की इस पुनर्प्राप्ति को ध्यान में रखा जाना चाहिए, ताकि पासे की माप उन मापों से मेल न खाए जो प्राप्त करने के लिए वांछित हैं। टुकड़ा।
दूसरा ऑपरेशन
पहले ऑपरेशन में प्राप्त रेखाचित्र एक डिस्चार्ज में गिरते हैं, जो उन्हें एक चुंबकीय लिफ्ट पर जमा करता है, जो बदले में उन्हें गुरुत्वाकर्षण द्वारा गिरने की स्थिति में रखता है, जो उन्हें दूसरे ऑपरेशन प्रेस के करीब लाता है। यह एक स्वचालित पार्ट फीडिंग सिस्टम से सुसज्जित होना चाहिए, जो यंत्रवत् या वायवीय रूप से संचालित हो, जो डाई स्ट्रोक के साथ सिंक्रनाइज़ हो।
दूसरा ऑपरेशन प्रारंभिक स्केच को बदलते हुए, स्टॉपर को समाप्त करता है। चित्र 3 इस दूसरे ऑपरेशन से उत्पन्न टुकड़े को दिखाता है। इस ऑपरेशन के कार्य निम्नलिखित हैं:
– इसके उचित माप की पुष्टि के लिए “यू” की दीवारों को पुन: कैलिब्रेट करें।
– टोपी के बाहरी किनारे को घुमाएं, जिससे टोरॉयडल आकार का कर्ल बन जाएगा, जिससे इसकी हैंडलिंग में आसानी होगी, खासकर कंटेनर खोलते समय, क्योंकि रिंग में इसके आवास से टोपी को निकालने के लिए इसे लीवर करना संभव होगा।
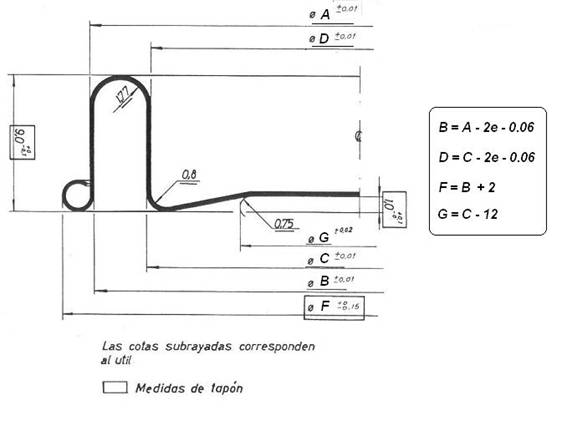
चित्र संख्या 3: डीएफ प्लग के दूसरे ऑपरेशन का अनुभाग
ड्राइंग नंबर 3 पर, बाहरी व्यास और केंद्रीय पैनल के अनुरूप एक को छोड़कर, अलग-अलग व्यास को ड्राइंग नंबर 1 के समान अक्षरों का उपयोग करके सीमांकित किया गया है, जो अलग-अलग हैं।
ड्राइंग के दाईं ओर प्रत्येक व्यास को निर्धारित करने के सूत्र हैं, जो आंशिक रूप से पहले ऑपरेशन के साथ मेल खाते हैं। इस उदाहरण के लिए उपयुक्त ऊंचाईयां भी इंगित की गई हैं, जो पहले ऑपरेशन पर लागू ऊंचाईयों से संबंधित हैं।
एक बार प्लग प्रोफ़ाइल को इस तरह से परिभाषित कर लेने के बाद, हम इसके संबंधित टूल को डिज़ाइन करने के लिए आगे बढ़ेंगे। ऊपर बताए गए कार्यों को उसे स्वयं ही पूरा करना होगा। चित्र 4 उसी का एक ऊर्ध्वाधर खंड दिखाता है।
यह एक निर्माणकारी पासा है, जिसमें कोई काटने का कार्य नहीं है। यह कुछ हद तक इसके निर्माण को सरल बनाता है। पहले ऑपरेशन का टुकड़ा जिसे फीडर के माध्यम से उपकरण के निचले हिस्से पर धकेला जाता है, उसे स्टॉप की एक जोड़ी की मदद से उस पर सही ढंग से रखा जाता है, जो स्केच की गति की जड़ता को रोकता है। ड्राइंग के भाग संख्या 17 से 21 देखें। ये दोनों स्टॉप भाग के आगमन के विपरीत दिशा में स्थित हैं और 90º से अलग हैं। जब उपकरण का ऊपरी हिस्सा नीचे चला जाता है, तो वे उक्त उपकरण के ऊपरी हिस्से के भाग संख्या 6 के बाहरी चेहरे पर स्थित एक झुके हुए विमान की कार्रवाई से पीछे हट जाते हैं। एक बार चक्र समाप्त हो जाने पर, वे स्प्रिंग संख्या 11 की क्रिया द्वारा अपनी प्रारंभिक स्थिति में लौट आते हैं।

चित्र संख्या 2: डीएफ कैप्स के दूसरे ऑपरेशन के लिए डाई
टुकड़ा संख्या 16, जो बाहरी कर्ल बनाता है, दोनों तरफ एक खांचे के साथ निर्मित किया जा सकता है, ताकि जब उक्त खांचा काम के साथ खराब हो जाए तो इसे पलट दिया जा सके, और इस तरह इसका जीवन दोगुना हो जाए। भाग संख्या 5 एक शिम है जो इसकी ऊंचाई पर कार्य करके, संख्या 7 की क्रिया को सटीक रूप से समायोजित करने की अनुमति देता है, जो एक टैम्पोन प्रेस-इजेक्टर है।
पासे का संचालन अपेक्षाकृत सरल है और ड्राइंग नंबर 4 का अध्ययन करके इसका अनुसरण किया जा सकता है।
धातु
रिंगों के मामले में जो पहले ही कहा जा चुका है, उसे दोहराते हुए, कैप के निर्माण में उपयोग की जाने वाली टिनप्लेट या टीएफएस कम तापमान वाली और मोटी गेज वाली होनी चाहिए, ताकि इसके आंतरिक तनाव के कारण दरारें, टूटने और अतिरंजित विकृति के जोखिम को खत्म किया जा सके। सामग्री। बोतल के ढक्कनों के लिए जिनमें ½ से 1 लीटर उत्पाद होगा, कुछ उपयुक्त मान होंगे: टेम्पर टी2, 0.24 से 0.27 मिमी का कैलिबर, यानी, रिंगों के लिए उपयोग की जाने वाली सामग्री से दो या तीन सौवां कम, क्योंकि इस मामले में धातु की मांग वाले तनाव थोड़े कम हैं। इसकी कोटिंग शामिल किए जाने वाले उत्पाद की आक्रामकता पर निर्भर करेगी।
 पेय पदार्थों के कंटेनरों के लिए लाइन “तीन टुकड़े”
पेय पदार्थों के कंटेनरों के लिए लाइन “तीन टुकड़े”
 उपकरण उन्नयन
उपकरण उन्नयन
 एंबेडेड कंटेनरों के लिए मर जाता है
एंबेडेड कंटेनरों के लिए मर जाता है
 धूल भरे कंटेनरों की छोटी लाइनों में पैकेजिंग
धूल भरे कंटेनरों की छोटी लाइनों में पैकेजिंग
 पैकेजिंग लाइन “दो टुकड़े डीआरडी”
पैकेजिंग लाइन “दो टुकड़े डीआरडी”
 कर्लिंग उपकरण
कर्लिंग उपकरण
 छल्लों के लिए उपकरण – पेंट कंटेनर
छल्लों के लिए उपकरण – पेंट कंटेनर
 सॉसेज कंटेनरों के लिए बंदूकें
सॉसेज कंटेनरों के लिए बंदूकें
 धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
 पेंट कंटेनर क्लोजर
पेंट कंटेनर क्लोजर



0 Comments