
परिचय
जब व्यास/ऊंचाई का अनुपात अधिक होता है, तो गहरे खींचे गए कंटेनरों का उपयोग करना आम बात है, यानी उनकी कम ऊंचाई के मामले में। इससे भी अधिक, आसानी से खुलने वाले ढक्कन के व्यापक उपयोग के साथ। गहरे खींचे गए कंटेनरों की एक मजबूत परंपरा है, खासकर उत्तरी यूरोप और अमेरिका में। मांस उत्पादों और मछली के लिए. इन बाजारों में, उच्च कंटेनर ऊंचाई प्राप्त करने के लिए, एल्यूमीनियम का उपयोग किया जाता है, जिसमें टिनप्लेट या टीएफएस की तुलना में बेहतर ड्राइंग गुण होते हैं।
हम यहां कुछ समय पहले स्कैंडिनेवियाई देशों में बहुत ही सरल – और सस्ते – उपकरणों और पारंपरिक उपकरणों का उपयोग करके, एल्यूमीनियम में, दो कार्यों में, एक निश्चित ऊंचाई के गहरे-खींचे गए कंटेनरों के निर्माण के विकसित अनुभव का वर्णन करते हैं। उपयोग की जाने वाली तकनीक में पहले ऑपरेशन को एक बर्तन के आकार में, उल्टे तरीके से, यानी अंदर की ओर लिथोग्राफी के साथ एम्बेड किया जाता है। वहां से, दूसरा ऑपरेशन किया जाता है, जिसमें अंतिम कॉन्फ़िगरेशन तक पहुंचा जाता है। इस दूसरे ऑपरेशन में स्टफिंग के अलावा अतिरिक्त सामग्री को काटा जाता है।
इसलिए, दूसरे ऑपरेशन में, यह तकनीक सामग्री को विपरीत दिशा में प्रवाहित करती है। परिणाम सकारात्मक थे, समान परिस्थितियों में – सामग्री, मोटाई, गति, आदि… – शास्त्रीय तकनीक की तुलना में ड्राइंग की अधिक गहराई।
संक्षेप में, इस अभ्यास का लाभ तीन गुना है:
1º.- पारंपरिक तकनीक की तुलना में सॉसेज पैकेजिंग की अधिक ऊंचाई हासिल करना।
2º.- सरल निर्माण के उपकरण का उपयोग करें और इसलिए किफायती।
3º.- पारंपरिक उपकरण यानी साधारण ड्राइंग प्रेस का उपयोग करें।
टूलींग और विधि का विवरण
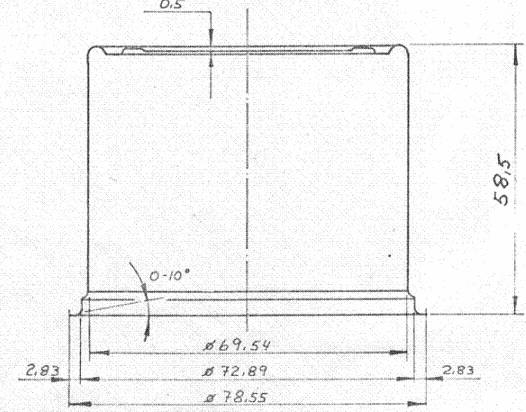
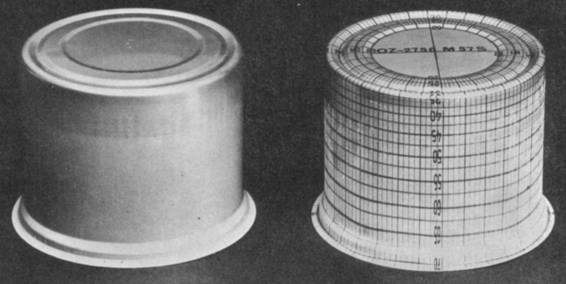
सिस्टम का बेहतर वर्णन करने के लिए हम एक ठोस उदाहरण देंगे। निर्मित होने वाले कंटेनर की क्षमता 200 मिलीलीटर, व्यास 73 मिमी है। और अंतिम ऊंचाई 58.5 मिमी. सामान्य उपयोग के आधार पर हम इसे 73×58.5 नामित करेंगे। इसे “मुंह में कदम” के साथ डिज़ाइन किया गया है ताकि अर्ध-ठोस उत्पादों – मांस या पेट्स – को रिम के साथ समस्याओं के बिना निकालने की अनुमति मिल सके, जिससे ढक्कन खोलने के बाद इसे खोलना आसान हो जाता है। चित्र क्रमांक 1 देखें
पहला ऑपरेशन, जैसा कि हमने पहले ही कहा है, एक बेलनाकार बर्तन के आकार में है, जिसके आयाम चित्र संख्या में दर्शाए गए हैं। 2. इसमें प्राप्त किये जाने वाले पात्र से इसका व्यास अधिक तथा ऊंचाई कम होती है। इसे प्राप्त करने के लिए, एक बहुत ही पारंपरिक डाई डिज़ाइन के साथ, सरल ड्राइंग की सरल तकनीक का उपयोग किया जाता है। ड्राइंग नं देखें. 3. इस ड्राइंग को सरल बनाया गया है, इसके कुछ आवश्यक भाग दिखाई नहीं देते हैं, जैसे निम्न दबाव प्रणाली और ट्रिमिंग रिलीज़ रिंग – या ट्रेडमिल -, जिन्हें जोड़ना होगा।
0.26 मिमी की मोटाई के साथ ड्राइंग के लिए उपयुक्त एल्यूमीनियम का उपयोग करते हुए, इस डाई के मूल आयाम ड्राइंग संख्या 4 में दर्शाए गए हैं। सामग्री की फीडिंग आंतरिक वार्निश को बाहर की ओर करके की जानी चाहिए, ताकि लिथोग्राफी ग्लास के अंदर बनी रहे।
दूसरे ऑपरेशन के लिए परिवहन प्रणाली को इस जहाज को मोड़ने की अनुमति देनी चाहिए, ताकि इसे मुंह ऊपर करके खिलाया जा सके। इस ऑपरेशन का डिज़ाइन भी काफी सरल है. चित्र क्रमांक 5 भी यही दर्शाता है। ड्राइंग के दौरान, सामग्री बहती है, अपनी दिशा उलट देती है, इस प्रकार लिथोग्राफी और आंतरिक वार्निश को उनकी उचित स्थिति में रख देती है। प्रेस गाड़ी की यात्रा के अंत में अतिरिक्त सामग्री को रिंग के रूप में काटा जाता है। उपकरण के मुख्य आयाम चित्र संख्या 6 में दिखाए गए हैं।
ध्यान में रखने योग्य कुछ बातें:
– गहरी ड्राइंग के लिए उपयुक्त अच्छे वार्निशिंग और प्रिंटिंग सिस्टम का उपयोग किया जाना चाहिए।
– लिथोग्राफ के डिज़ाइन के लिए एक छवि विरूपण प्रणाली का उपयोग किया जाना चाहिए। चित्रण संख्या 7 देखें (अधिक जानकारी के लिए कार्य “लिथोग्राफी और वार्निश का डिज़ाइन और आकार” देखें)।
– एल्युमीनियम को चिकनाई देना जरूरी है, वैक्स की तुलना में तरल स्नेहक का उपयोग करना बेहतर है। उत्तरार्द्ध, हालांकि शुरू में वे बेहतर परिणाम दे सकते हैं, उपयोग के साथ उपकरण को गंदा कर देते हैं।
– उपकरण की गुणवत्ता, हालांकि सरल है, डिजाइन, सामग्री, परिशुद्धता और सतह खत्म में उच्च होनी चाहिए।
– दोनों ऑपरेशनों में वायवीय कुशन पर आधारित कम दबाव प्रणाली का उपयोग करना बेहतर है। वे अधिक समान इस्त्री सुनिश्चित करते हैं और टूटने का कम जोखिम सुनिश्चित करते हैं।
– झुर्रियों के जोखिम को कम करने के लिए सामग्री के संपर्क में आने वाले टुकड़ों के बीच खेल को न्यूनतम रखना अच्छा है।
– दूसरे ऑपरेशन में ट्रिमिंग रिंग को हटाने का पर्याप्त पूर्वानुमान होना चाहिए। कंटेनरों से इसका अलग होना कभी-कभी समस्याएँ देता है। इसे प्राप्त करने के विभिन्न तरीके हैं, उनमें से एक हो सकता है: छड़ों के गुरुत्वाकर्षण के कारण कंटेनरों और छल्लों को लुढ़काएं, ये सेकंड छड़ों के माध्यम से गिरेंगे।
– दूसरा ऑपरेशन प्रेस पहले भागों के लिए फीडिंग सिस्टम से सुसज्जित होना चाहिए। वायवीय तंत्र के माध्यम से इसे तैयार करना आसान है।
ड्राइंग संख्या 1
————————————-
ड्राइंग संख्या 2
—————————————–
ड्राइंग नंबर 3
——————————————-
ड्राइंग नंबर 4
————————————————
ड्राइंग संख्या 5
——————————————-
ड्राइंग नंबर 6
——————————————
ड्राइंग संख्या 7
 ड्राइंग प्रेस और डाइज़ की स्नेहन प्रणाली: गुणवत्ता की गारंटी देती है और डिब्बे के दोषों को कम करती है
ड्राइंग प्रेस और डाइज़ की स्नेहन प्रणाली: गुणवत्ता की गारंटी देती है और डिब्बे के दोषों को कम करती है
 डिब्बे के निर्माण में सिलाई की बुनियादी जानकारी
डिब्बे के निर्माण में सिलाई की बुनियादी जानकारी
 डिब्बे के निर्माण में गुणवत्ता के रूप
डबल क्लोजर बेसिक कॉन्सेप्ट
डिब्बे के निर्माण में गुणवत्ता के रूप
डबल क्लोजर बेसिक कॉन्सेप्ट
 एंबेडेड कंटेनरों के लिए मर जाता है
एंबेडेड कंटेनरों के लिए मर जाता है
 “पार्टी” पैकेजिंग लाइन
“पार्टी” पैकेजिंग लाइन
 धूल भरे कंटेनरों की छोटी लाइनों में पैकेजिंग
धूल भरे कंटेनरों की छोटी लाइनों में पैकेजिंग
 ड्राइंग के लिए प्रेस में लंबवत फ़ीड
ड्राइंग के लिए प्रेस में लंबवत फ़ीड
 पैकेजिंग लाइन “दो टुकड़े डीआरडी”
पैकेजिंग लाइन “दो टुकड़े डीआरडी”
 इंजेक्शन द्वारा गोल नीचे गंबिंग
इंजेक्शन द्वारा गोल नीचे गंबिंग




0 Comments