Fonctions de la bride du corps du conteneur. Son dimensionnement et la façon dont il est réalisé.
INTRODUCTION
La bride est le rebord du corps du conteneur à chacune de ses extrémités, nécessaire pour effectuer l’opération de fermeture ou d’assemblage du corps du conteneur avec le couvercle/le fond. Il est formé d’une partie plate, presque perpendiculaire à la paroi dudit corps, et d’un arc qui relie cette partie plate à celle-ci.
L’opération de bridage est effectuée avant la fermeture et est réalisée une fois le corps formé. Dans le cas de récipients cylindriques et crantés, elle suit la réduction du diamètre.
DIMENSIONS DE LA BRIDE
L’action de clignotement a deux objectifs :
1º – Calibrer le diamètre intérieur, aux extrémités du cylindre dans le cas de récipients ronds, ou les dimensions intérieures s’il s’agit d’une forme rectangulaire, ovale ou autre forme non cylindrique. Ce recalibrage est réalisé en évasant légèrement les extrémités du corps, et a pour but d’ajuster ces zones du récipient au bon ajustement du couvercle/fond lors de l’opération de fermeture. Par conséquent, dans cette opération, les dimensions du tampon sont augmentées de 0,10 à 0,25 mm par rapport au diamètre intérieur du corps, en fonction de la taille du récipient.
Ce critère s’applique également aux conteneurs dont le bout est réduit – entaillé. Le dessin n° 1 illustre ce cas, et le tableau n° I ci-dessous donne les valeurs habituelles des diamètres de surface de bride appliqués aux conteneurs ronds. La valeur de ce diamètre de bride est prise à un point de référence situé à 2,5 mm de l’extrémité. Les données figurant dans ce tableau sont celles communément admises dans les différentes normes internationales.
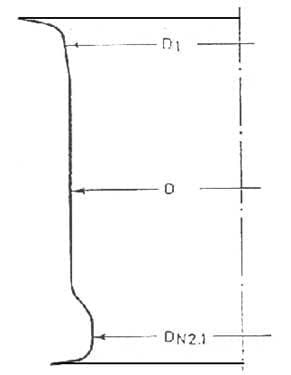
Figure n° 1 : Corps du conteneur rond, entaillé et bridé
| Valeurs du diamètre de la bride | ||
| Diamètre Nominal |
Diamètre Nominal Noté |
Diamètre de bridé D1 ou Dn2.1 |
| 52 | 52,27 | |
| 49 | 49,40 | |
| 63 | 62,41 | |
| 60 | 59,58 | |
| 65 | 65,28 | |
| 62 | 62,25 | |
| 73 | 72,80 | |
| 70 | 70,13 | |
| 83 | 83,33 | |
| 80 | 80,25 | |
| 99 | 98,99 | |
| 96 | 95,90 | |
| 105 | 105,16 | |
| 102 | 101,73 | |
| 127 | 126,45 | |
| 123 | 123,08 | |
| 153 | 153,35 | |
| 149 | 148,97 | |
| 230 | 229,67 | |
| 225 | 225,09 | |
Tableau n° I : Valeurs du diamètre de la bride pour les conteneurs ronds
2º.- Former le cil. Il existe différentes techniques pour former l’onglet dont nous parlerons plus tard. Les dimensions de la bride sont liées au type de fermeture que nous voulons faire. Elles sont donc liées aux mesures du rebord du couvercle/du fond et à la taille du récipient.
La dimension de la bride doit également être mesurée à partir du point de référence, à 2,5 mm de l’extrémité, comme indiqué sur le dessin n° 2.
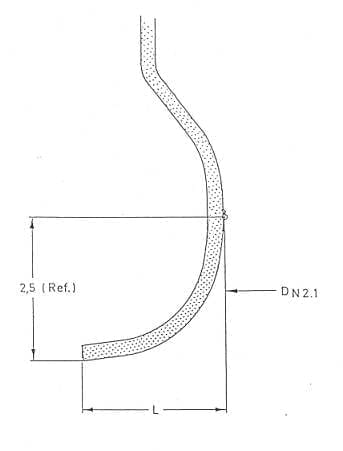
Figure 2 : Onglet
La largeur de la bride reste la même pour différents diamètres de récipient tant que le même type de fermeture est appliqué. Le tableau II indique ces valeurs et leurs tolérances. La norme européenne a été utilisée pour codifier le type de fermeture.
| VALEURS DE L’ONGLET L | ||
| Type de fermeture | Diamètre nominal bas/haut |
Valeur de la onglet L |
| Mini serrure OIII | 52 – 49 63 – 60 65 – 62 73 – 70 |
2,25 +/- 0,20 |
| Mini OII Mini Fermeture | 53 – 49 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,25 +/- 0,20 |
| OI de verrouillage standard | 54 – 49 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,45 +/- 0,20 |
| Verrouillage standard I | 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,45 +/- 0,20 |
| Serrure standard II | 65 – 62 73 – 70 83 – 80 99 – 97 105 – 102 127 – 123 |
2,65 +/- 0,25 |
| Serrure standard III | 153 – 149 | 3,20 +/- 0,25 |
| Verrouillage standard IV | 230 – 225 | 3,40 +/- 0,40 |
Tableau II : Valeurs des brides en fonction du type de fermeture et du diamètre du récipient.
EQUIPEMENT
Les machines qui réalisent cette tâche sont appelées « pesñadotas », bien qu’elles soient également connues sous le nom de « bordonadoras ». Comme nous l’avons déjà dit, ils plient légèrement les extrémités du corps, configurant ainsi les onglets nécessaires pour recevoir ultérieurement les couvertures et faciliter l’opération de fermeture. Il existe plusieurs techniques pour réaliser le cil, que l’on peut résumer en quatre.
– Rulina (ou bobine). C’est le type le plus ancien. Il réalise les languettes en pliant les extrémités par l’action d’un rouleau extérieur qui a agi en tournant sur une piste ou un rouleau de plus grand diamètre. Le rouleau a une courbure qui correspond à la forme extérieure de la bride. Les corps se déplacent avec leur axe en position horizontale. Il n’est applicable que pour les conteneurs cylindriques et sa vitesse de travail est faible. De nos jours, son utilisation est limitée aux lignes de conteneurs industriels – lignes générales – de grand diamètre. Voir figure nº 3
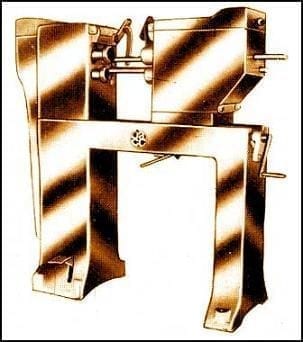
Figure n°3 : Découpeuse à rouleaux
– Tampon. Ils ont travaillé à la formation des cils en perçant les extrémités des corps avec une paire de tampons. Voir figure nº 4
Figure n° 4 : Détail du profil d’un outil de pose de tampons
Ils sont nourris à l’aide d’une roue à étoiles. Il y a ceux qui travaillent en position horizontale, plus âgés, – voir figure nº 5 – ou verticale. Elle a longtemps été la technique la plus courante, bien que son utilisation soit aujourd’hui en déclin. Il est généralement utilisé pour les conteneurs cylindriques, bien qu’il soit également possible de l’utiliser pour les corps oblongs ou rectangulaires avec de grands rayons aux coins.

Figure N° 5 : Machine de rembourrage horizontale
– Tournez. C’est la forme la plus moderne. Son utilisation s’est généralisée avec l’avènement du fer blanc doublement réduit. Il permet de réaliser la bride sur des ferblantiers très fins et à haute température, sans les casser. Les tampons sont remplacés par des têtes qui ont une série de petits rouleaux, inscrits dans une circonférence qui coïncide avec le diamètre du récipient. Leur nombre est donc fonction de la taille du conteneur. Ces rouleaux ou « spin » ont une silhouette en forme de cil. Voir figure n° 6.
Figure nº 6 : Détail d’un « spin ».
Les « spinners » sont montés sur un arbre sur des roulements, et tournent donc sur eux-mêmes lorsque la broche est soumise à un mouvement de rotation. Ces rotations peuvent être motorisées ou provoquées par le frottement contre l’extrémité du corps du conteneur. En raison de son mode de fonctionnement, cette technique ne peut être utilisée que sur des conteneurs ronds et permet des vitesses élevées.
– Presseur. Accepte les languettes de toute forme de récipient. Elle agit par expansion. C’est celui qui est généralement utilisé dans des récipients rectangulaires ou dans des récipients de forme différente de celle du récipient rond. En fait, cette technique peut être considérée comme un sous-groupe distinct, qui à son tour se subdivise en deux façons différentes de travailler :
– Par pliage – ou aussi appelé presse-purée. La bride est formée en repliant le bord du corps sur les mâchoires extérieures qui l’enserrent, poussées par les lames de l’expandeur d’ouverture. Voir figure n° 7.
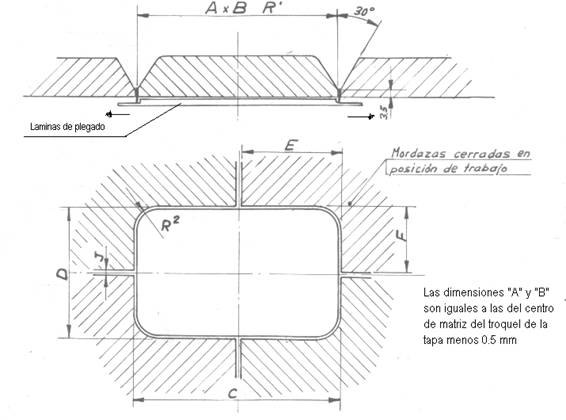
Figure n° 7 : Étamage sous pression
– Au moyen d’un outillage mixte, qui combine la technique du pliage – expansion – par des feuilles sur les quatre côtés droits du conteneur et du rembourrage sur les quatre coins. L’onglet n’est donc pas uniforme dans votre profil. Dans les parties droites, le rayon est petit et la bride tend vers l’horizontale, tandis que dans les coins, le rayon est plus grand et la bride est plus petite et avec une certaine inclinaison. Il s’agit plus d’un problème d’apparence que de qualité. Si la bride est bien dimensionnée, ces variations de forme le long du périmètre ne se répercutent pas sur la fermeture. Des deux systèmes, c’est le meilleur.
Dans les deux cas, il est possible de travailler avec le conteneur en position horizontale ou verticale. Voir la figure n° 8 comme exemple d’un onglet mixte horizontal. Les vitesses obtenues avec ces méthodes de bridage sont toujours inférieures à celles obtenues par tampon ou essorage, mais c’est la meilleure technique pour obtenir un bridage de qualité sur des récipients rectangulaires.

Figure no. 8 : Découpeur combiné – « squeezer tampon » – horizontal
 LES ASPECTS À PRENDRE EN COMPTE DANS LA CONCEPTION DES RÉCIPIENTS ET DES FERMETURES
LES ASPECTS À PRENDRE EN COMPTE DANS LA CONCEPTION DES RÉCIPIENTS ET DES FERMETURES
 Calcul théorique du volume de caoutchouc nécessaire à la fermeture d’un récipient métallique.
Calcul théorique du volume de caoutchouc nécessaire à la fermeture d’un récipient métallique.
 LE RAPPORT DE HAUTEUR DANS LA FABRICATION DES RÉCIPIENTS AÉROSOLS
LE RAPPORT DE HAUTEUR DANS LA FABRICATION DES RÉCIPIENTS AÉROSOLS
 LES TYPES D’ATTACHES EN FONCTION DE L’ÉPAISSEUR DU MÉTAL
LES TYPES D’ATTACHES EN FONCTION DE L’ÉPAISSEUR DU MÉTAL
 PLAQUES DE COMPRESSION POUR LES SERTISSEUSES DE BOÎTES/MACHINES DE MISE EN CONSERVE
PLAQUES DE COMPRESSION POUR LES SERTISSEUSES DE BOÎTES/MACHINES DE MISE EN CONSERVE
 CRANTÉ PAR ROULEAU
CRANTÉ PAR ROULEAU
 FICHE TECHNIQUE DU PRODUIT : EMBALLAGE « TROIS PIÈCES ».
FICHE TECHNIQUE DU PRODUIT : EMBALLAGE « TROIS PIÈCES ».
 RIDICULOUS
RIDICULOUS
 L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT
L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT
 DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS
DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS



0 Comments