
Détermination et évaluation de la porosité du vernis intérieur d’un récipient au moyen d’un test de dureté élevée. Il décrit comment contrôler les différentes parties du bateau.
PRÉSENTATION
Par porosité, on entend les plus petits points à l’intérieur d’un récipient protégé par du vernis, qui restent découverts par celui-ci – et donc par le métal exposé – après le processus de fabrication. Par conséquent, la porosité d’un récipient doit être réduite au minimum. Ce même critère peut également être maintenu pour sa face extérieure, bien qu’il soit moins important.
La porosité d’un vernis, appliqué à l’intérieur du corps ou du fond/couvercle d’un récipient, est une caractéristique fondamentale pour connaître son aptitude à la protection de son contenu. Il existe plusieurs tests pour l’évaluer. Certaines d’entre elles ont déjà été présentées sur ce site. Maintenant, avec ce travail, nous exposons le plus dur utilisé sur le marché. Sa dureté est telle qu’elle doit être utilisée avec une certaine prudence, car il est courant que les évaluations rejetées obtenues avec elle soient parfaitement valables. Une application de vernis acceptable avec cette méthode, vous pouvez être sûr qu’elle est de qualité optimale.
Ce test est connu sur le marché, et certains conditionneurs ou emballeurs ont l’intention de l’utiliser comme élément d’évaluation d’un revêtement. Nous présentons ce travail avec l’intention que cette preuve puisse être remise en question comme seul élément de jugement, sans admettre d’autres preuves complémentaires. Dans ce cas, la métallographie serait sérieusement endommagée.
LA POROSITÉ D’UNE FEUILLE DE FER BLANC VERNIE
Pour déterminer la porosité d’une feuille vernie par cette procédure, procédez comme suit :
Découpez le plus précisément possible une bande de la feuille de dimensions 35 x 25 cm. Faites des entailles aux quatre coins à 2,5 cm et pliez-les, puis collez-les avec de la colle PEROL, comme indiqué sur le dessin n° 1. Nous aurons obtenu un récipient compact en forme de plateau, avec une base de 30 x 20 cm et une hauteur de 2,5 cm. La superficie de la base sera donc de 6 dm2.
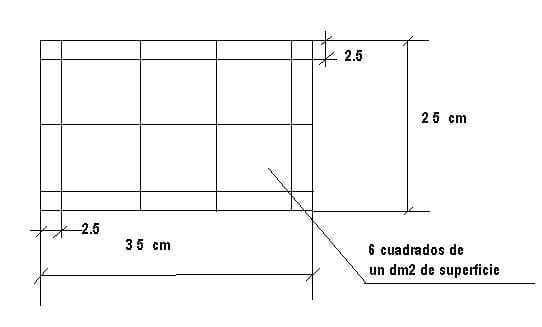
Dessin n° 1 : Préparation de la feuille
L’électrolyte est placé à l’intérieur, comme détaillé ci-dessous, jusqu’à une hauteur d’environ 0,5 cm.
– 20 grs de SO4Cu. 5H2O
– 0,1 ml. de l’agent mouillant TEEPOL
– 1000 ml d’eau déminéralisée + quelques gouttes d’acide sulfurique (SO4H2) jusqu’à ce que la solution ait un pH = 4,5
Le pôle négatif d’une batterie de voiture de 4 volts est relié, au moyen d’une pince crocodile, à une zone du bord du plateau où le vernis a été préalablement gratté, tandis que l’électrode de platine reliée au pôle positif de la batterie est brièvement immergée (pendant 20 secondes) dans le liquide, en effectuant un parcours comme le montre la figure 2. L’électrode positive qui est déplacée doit avoir une pointe en forme de surface circulaire plane.
Dessin n° 2 : cheminement des électrodes positives
L’évaluation de la porosité est effectuée immédiatement, en comptant le nombre de pores et de rayures dans chaque dm2. Pour ce faire, il est utile d’avoir préalablement marqué sur la feuille les 6 carrés de surface d’un dm2 chacun, comme indiqué dans la figure nº 1.
Évaluation des résultats :
0 pores = très bon
1 – 5 pores = bon
6 – 10 pores = assez bon
10 – 20 pores = régulier
Plus de 20 pores = mauvais
Lorsque la porosité a été déterminée, les pores sont rapidement rincés à l’eau et le morceau de tôle où se trouvent les pores est découpé. Nous mesurons les pores à l’aide d’un microscope d’un grossissement de 80 (50 – 100) équipé d’un oculaire de mesure. Nous enlevons la couche de dépôt noir sur le pore à l’aide d’une serviette humide et nous réévaluons sa taille au microscope. Nous pourrons apprécier qu’un grand pore, avec la couche noire de dépôt peut avoir un diamètre de 1 mm ou un peu plus. Une fois la couche noire enlevée, sa valeur réelle sur la feuille est de l’ordre de 40 microns.
LA POROSITÉ DES COUVERCLES VERNIS
Ce même test de porosité avec de légères adaptations peut être appliqué aux fonds ou aux couvercles. Pour ce faire, procédez comme suit :
Prenez un fond libre et, avec une paire de ciseaux à métaux, faites deux coupes parallèles et pliez comme indiqué sur le dessin n° 3. Si le couvercle est verni des deux côtés, la zone coupée et pliée doit être grattée jusqu’à ce que le métal apparaisse, car c’est là que le courant sera appliqué.
Dessin n° 3 : Préparation du fond
Placez le couvercle à l’intérieur d’un récipient contenant l’électrolyte de test, qui est le même que celui utilisé dans le cas précédent, placez la pince crocodile correspondant à la cathode sur le morceau de couvercle que nous avons découpé et l’anode est immergée pendant 10 secondes à une distance de 5 mm du couvercle Voir figure nº 4.
Dessin n° 4 : Application d’une électrode positive sur le fond
Selon la taille du couvercle, l’électrode de platine est soit laissée fixe, soit déplacée en cercle sur la surface intérieure du couvercle.
Évaluation des résultats :
Les amas de pores ne doivent pas être tolérés au-dessus des cercles d’expansion et des gradients inférieurs. Dans le cas contraire, la critique est telle que décrite ci-dessus dans le cas d’une feuille.
Dans les cas douteux, des tests de stérilisation avec des liquides modèles devraient être effectués.
LA POROSITÉ DES RÉCIPIENTS VERNIS
Le même test peut également être appliqué à un conteneur vide. C’est-à-dire sans le fond et avec le couvercle déjà en place. Le liquide d’essai à utiliser est le même que ci-dessus. Il fonctionnera comme suit :
Si le récipient est verni à l’intérieur et imprimé et/ou vernis à l’extérieur, la première chose à faire est de gratter un morceau de collerette jusqu’à ce que vous ayez exposé le métal. Remplissez la boîte avec l’électrolyte, sans atteindre la zone raclée, connectez la cathode à la zone non couverte de la bride. Introduisez ensuite l’anode de platine dans le liquide et faites-la monter et descendre lentement. Voir dessin n° 5. La durée de la période en cours dépendra de la taille du bateau.
Dessin n° 5 : cheminement de l’électrode positive dans le boîtier
On peut s’en inspirer :
– ¼ paquets (petits) = 4 secondes (2 sec. électrode descendante et 2 sec. électrode montante).
– ½ (moyen) conteneurs = 6 secondes (3 sec. en bas de l’électrode et 3 sec. en haut)
– 1/1 cartouche (grande) = 8 secondes (4 sec. en bas et 4 sec. en haut)
Très grands conteneurs – type 3 et 5 Kgs. – sont coupés et contrôlés comme suit. Voir figure n° 6.
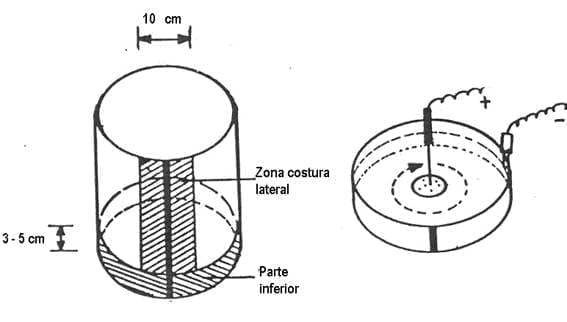
Dessin n° 6 : zones courtes dans de très grands paquets et test du fond
Partie inférieure : la base est coupée à une hauteur de 3 à 5 cm et remplie d’électrolyte, la cathode est placée sur le bord rasé et l’anode est placée dans le liquide et déplacée en cercle pendant 5 secondes.
Partie de la couture latérale du corps : coupez-la sur une largeur d’environ 10 cm – voir photo 7 – et mettez-la dans un plateau en plastique ou en porcelaine, jamais en métal, et recouvrez-la du liquide de test. La cathode est reliée au corps de la boîte dans une zone raclée, et l’anode reliée au courant est déplacée lentement sur la couture pendant 5 secondes.
Dessin n° 7 : Essai de porosité sur la couture latérale
Évaluation : après le test, il ne doit y avoir aucune zone de vernis qui s’écaille ni aucun gros pore dans l’une des zones testées.
Elle ne doit pas dépasser 20 pores par dm2, tant à l’intérieur du corps que dans le couvercle.
Aucun pore ne doit être visible sur toute la couture latérale protégée par du vernis.
 L’ARPAL lance une campagne pour promouvoir le recyclage des aérosols dans les salons de coiffure
L’ARPAL lance une campagne pour promouvoir le recyclage des aérosols dans les salons de coiffure
 RELATION ENTRE LA RUGOSITÉ DE SURFACE ET LA QUALITÉ DU REVÊTEMENT
RELATION ENTRE LA RUGOSITÉ DE SURFACE ET LA QUALITÉ DU REVÊTEMENT
 TEST RAPIDE DE LUBRIFICATION DE SURFACE SUR LES MÉTAUX REVÊTUS
DES TESTS RAPIDES DE LUBRIFICATION DE SURFACE
TEST RAPIDE DE LUBRIFICATION DE SURFACE SUR LES MÉTAUX REVÊTUS
DES TESTS RAPIDES DE LUBRIFICATION DE SURFACE
 POINTS DE QUALITÉ SUR LES LIGNES DE REFENDAGE DE BOBINES
POINTS DE QUALITÉ SUR LES LIGNES DE REFENDAGE DE BOBINES
 DES TESTS POUR CONTRÔLER LA QUALITÉ D’APPLICATION DES VERNIS
DES TESTS POUR CONTRÔLER LA QUALITÉ D’APPLICATION DES VERNIS
 LA DÉTERMINATION DU POIDS DU FILM SEC DE VERNIS
LA DÉTERMINATION DU POIDS DU FILM SEC DE VERNIS
 FACTEURS AFFECTANT LA PEINTURE SUR FER-BLANC
FACTEURS AFFECTANT LA PEINTURE SUR FER-BLANC
 TEST DE DURETÉ SUR FER BLANC DR
TEST DE DURETÉ SUR FER BLANC DR
 LA CORROSION DU FER-BLANC
LA CORROSION DU FER-BLANC



0 Comments