
Dimensionnement, outillage pour son exécution, et contrôle de qualité pour le forage nécessaire à l’assemblage d’un presse-étoupe métallique.
INTRODUCTION
Dans les récipients destinés à contenir des produits industriels, il est courant de les munir d’un goulot ou d’un bec verseur pour faciliter la vidange. Ceci est particulièrement utile lorsque le produit contenu est un liquide tel qu’un solvant, un vernis, etc….
Ce gland est recouvert d’un bouchon qui sert également de sceau de garantie, pour assurer son inviolabilité avant utilisation. Les types de glandes et de bouchons utilisés par le marché sont très variés. Ils sont disponibles en métal, en plastique, en mélange, etc. Mais dans tous les cas, il est toujours nécessaire de faire un trou dans le couvercle du récipient pour y loger ce gland et le fixer au couvercle.
Si le bouchon est en plastique, l’orifice est généralement ajusté par pression. En revanche, si le presse-étoupe est en métal – fer blanc – la soudure est utilisée pour le fixer. Le dessin n° 1 montre un exemple de récipient avec un presse-étoupe/capuchon en métal :
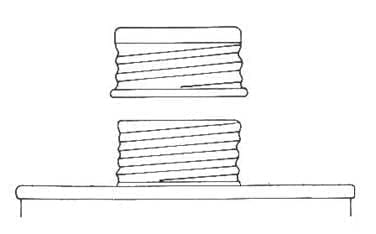
Figure no. 1 : Extrémité du conteneur avec presse-étoupe métallique
SOUDAGE EN ALLIAGE
Cette soudure peut être effectuée électriquement par points ou, plus communément, par l’ajout d’un alliage étain-plomb dans la zone où le goulot est fixé à la perforation du couvercle du récipient. Ce dernier alliage est appliqué en fusion au moyen d’un équipement constitué d’une buse d’injection qui dépose un jet d’alliage liquide sur un point extérieur de la zone de jonction capuchon-collet. Cette buse est ouverte ou fermée par l’action d’une aiguille intérieure à ressort qui est activée par un électro-aimant ou par un système pneumatique. La buse agit lorsqu’elle détecte la présence d’un récipient avec un goulot au moyen d’une tête de détection.
L’équipement est complété par un réservoir en alliage situé sur un plan plus élevé que le plan d’application et chauffé par des résistances. L’alliage s’écoule par gravité dans un conduit qui communique avec la buse. Ce conduit doit être maintenu chaud au moyen de résistances électriques et isolé thermiquement afin que l’alliage reste liquide. Lorsque l’activité est terminée, le circuit doit être purgé pour le maintenir libre.
Pour que la soudure fonctionne et scelle toute la zone, il est nécessaire d’appliquer au préalable un flux sur la zone. Cela se fait également au moyen d’une buse en amont à laquelle le décapant est soumis à la pression d’un réservoir et est appliqué par intermittence par un système similaire à celui utilisé avec l’alliage. L’ensemble est installé sur un convoyeur à travers lequel passent les conteneurs.
Les conteneurs sont ensuite passés sous une batterie de brûleurs à gaz qui refond l’alliage en appliquant de la chaleur à la zone de soudure. Par capillarité, l’étain fondu se répand dans toute la zone du joint de perçage du presse-étoupe, couvrant le bord tranchant du trou où se trouve l’acier exposé et qui peut présenter des signes d’oxydation.
FORAGE
Pour préparer le trou sur le couvercle qui abritera ensuite la glande, vous pouvez utiliser
– 1º : Incorporer sur la matrice de fabrication de la couverture quelques pièces qui perforent et conforment la même.
– 2º : Effectuer cette opération après la fabrication du couvercle, à partir de fonds normaux, en utilisant un outillage spécial monté sur une presse équipée d’un dispositif d’alimentation par le fond.
La première option est plus économique car elle évite une deuxième opération, mais la seconde est plus souple car le même outil peut être utilisé pour différentes tailles de bouchons.
Nous allons décrire un exemple d’outillage permettant de rendre ce trou valable pour le deuxième cas.
La perforation destinée à loger un presse-étoupe métallique soudé par alliage étain-plomb au couvercle a généralement la forme indiquée à la figure 2. Elle consiste en un trou avec une jupe extérieure tournée vers l’extérieur. L’éventuelle bavure coupante est placée sur le bord intérieur de cette jupe.
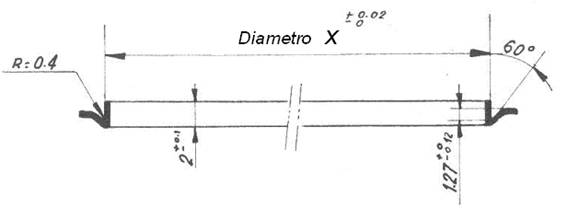
Figure no. 2 : Forage pour le gland métallique
Le diamètre extérieur du boîtier X doit être inférieur de 0,40 mm au diamètre intérieur du gland à sa base. Cette glande l’accueille dans la rainure extérieure de 0,4 rayon du trou de forage.
UTILLAJE
La matrice pour réaliser la perforation est très simple. Un exemple est présenté à la figure 3. Il est formé, dans sa partie supérieure, d’un poinçon de coupe A, avec son porte-poinçon I, relié au moyen de la vis A. Le diamètre de coupe du poinçon, pour une perforation du type indiqué dans le dessin nº 2, est inférieur d’environ 4 mm. au diamètre X de celui-ci. Le diamètre intérieur du porte-poinçon coïncide avec la valeur X.
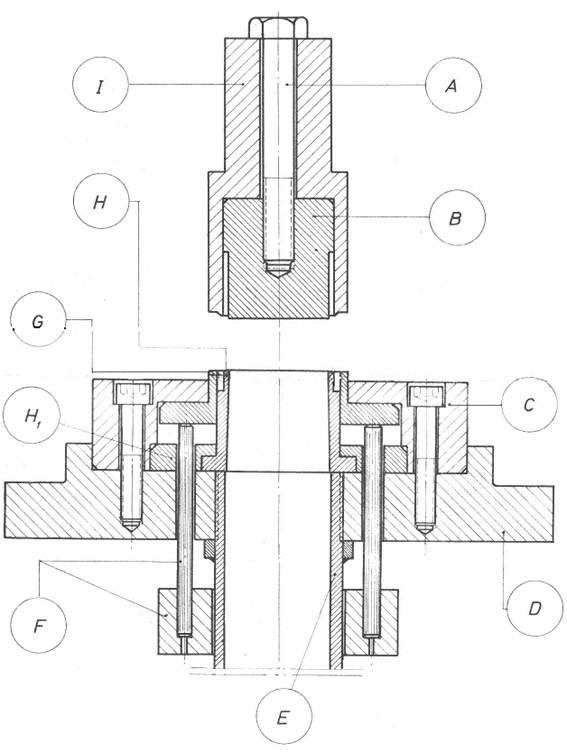
Figure no. 3 : Forage pour le gland métallique
La partie inférieure est composée d’une lame H avec sa bague de fixation H1, d’une bague poussoir G, d’une partie C pour la fixation de l’ensemble sur la base D et d’un système de pression inférieure.
La valeur du diamètre extérieur de la lame H, qui calibre le métal à l’intérieur du trou de forage, doit être égale à X moins deux fois l’épaisseur du métal de la calotte. Le diamètre intérieur de l’anneau pousseur G est de X plus 5 mm. Les autres mesures sont définies proportionnellement à celles indiquées.
Le matériau utilisé pour la construction des différentes pièces sera de l’acier à outils – non déformable – à forte teneur en chrome. Toutes les pièces en contact avec le fer blanc doivent être traitées à une dureté de 60- 62 HRc, à l’exception du poinçon qui sera un peu plus mou. Le reste peut être fait en acier moins cher.
LE CONTRÔLE DE LA QUALITÉ
Les forages doivent être vérifiés fréquemment avec des moyens appropriés. À cette fin, un plan de contrôle par échantillonnage sera établi et deux jauges seront utilisées pour vérifier leur diamètre et leur hauteur.
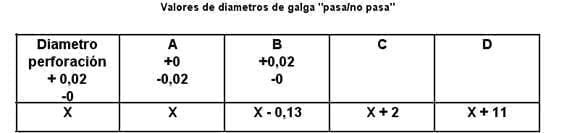
La figure 4 montre une simple jauge « passe-échec » qui est très valable pour vérifier le diamètre extérieur X du trou de forage.
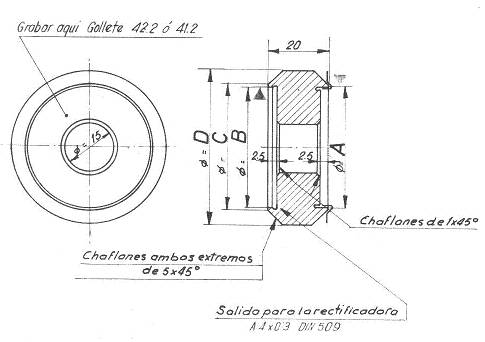
Figure no. 4 : Jauge pour le contrôle du diamètre des trous de forage
Pour le dimensionner par rapport à la valeur X à vérifier, on peut utiliser les valeurs indiquées dans le tableau suivant :
 Pour contrôler la hauteur de la jupe du trou de forage et son inégalité par rapport au panneau de couverture, vous pouvez utiliser une jauge comme celle illustrée sur le dessin n°5.
Pour contrôler la hauteur de la jupe du trou de forage et son inégalité par rapport au panneau de couverture, vous pouvez utiliser une jauge comme celle illustrée sur le dessin n°5.
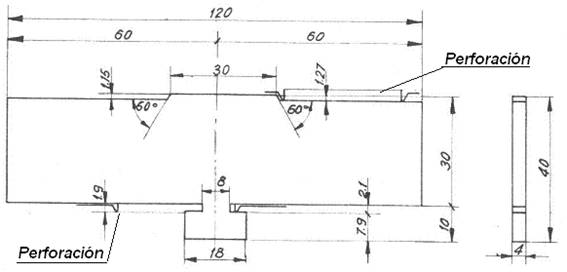
Figure n°5 : Jauge de contrôle de la hauteur des trous de forage
COMMENTAIRE
Pour les alésages destinés à recevoir des goulottes/goulottes en plastique, avec les modifications appropriées, des outils similaires à ceux présentés peuvent être utilisés.
D’autres ouvrages sur les glandes plastiques sont disponibles sur ce site.
 Calcul théorique du volume de caoutchouc nécessaire à la fermeture d’un récipient métallique.
Calcul théorique du volume de caoutchouc nécessaire à la fermeture d’un récipient métallique.
 Bouchons à visser et bouchons en aluminium
Bouchons à visser et bouchons en aluminium
 BOUCHONS POUR RÉCIPIENTS AÉROSOLS
BOUCHONS POUR RÉCIPIENTS AÉROSOLS
 ÉVALUATION DE L’ÉJECTION DES BOUCHONS DANS LES RÉCIPIENTS DE PEINTURE
ÉVALUATION DE L’ÉJECTION DES BOUCHONS DANS LES RÉCIPIENTS DE PEINTURE
 ASSEMBLAGE DE GLANDES PLASTIQUES
ASSEMBLAGE DE GLANDES PLASTIQUES
 LES CAPUCHONS ET BOUCHONS À PRESSION POUR LES CONTENEURS MÉTALLIQUES
LES CAPUCHONS ET BOUCHONS À PRESSION POUR LES CONTENEURS MÉTALLIQUES
 LA DÉTERMINATION DE LA LIMITE INFÉRIEURE D’UN PLAFOND
LA DÉTERMINATION DE LA LIMITE INFÉRIEURE D’UN PLAFOND
 DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS
DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS
 ÉVOLUTION DU PROFIL DES ARRÊTS DE FONDS Ø99
Devis pour la fabrication de récipients métalliques avec bouchons à vis
ÉVOLUTION DU PROFIL DES ARRÊTS DE FONDS Ø99
Devis pour la fabrication de récipients métalliques avec bouchons à vis



0 Comments